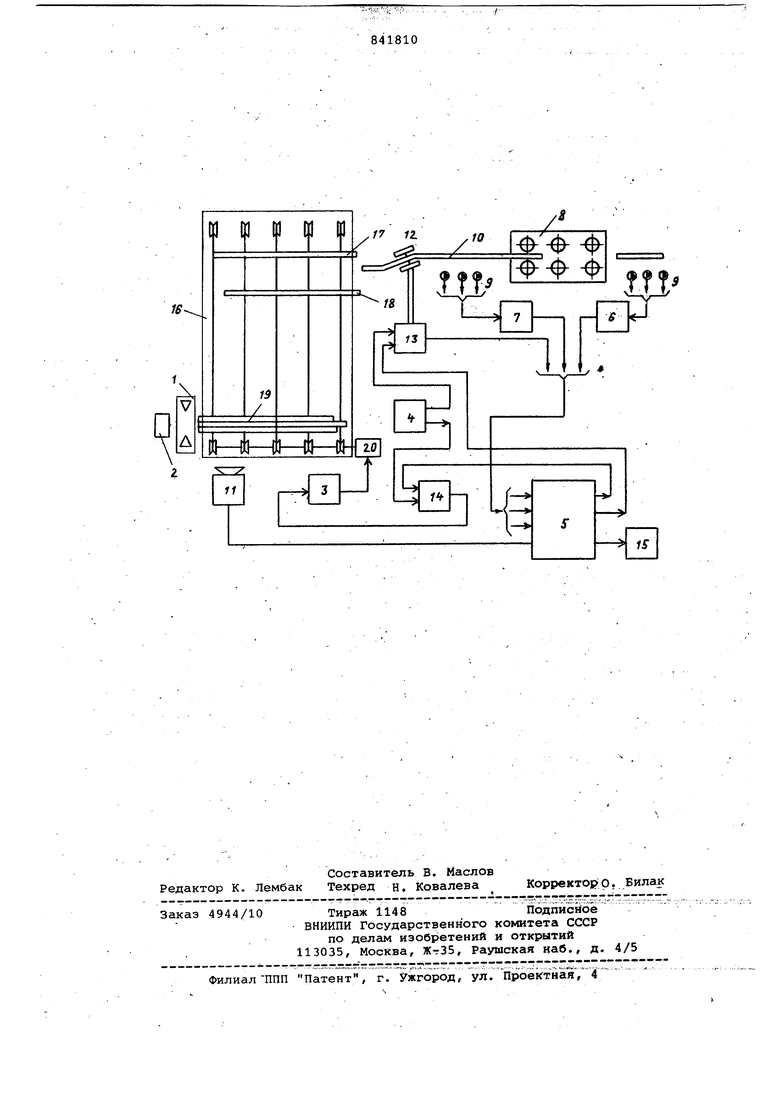
Изобретение относится к автоматизации прокатного производства и может быть использовано для одКовременного группового раскроя пакета раскатов. Известно устройство для раскроя раскатов в пакетах, содержащее стационарные ножницы с подвижным упором, блок управления механизмом шлеп перного поля, пульт управления, вычислительный блок и измеритель длины рас.катов после выхода из стана, соединейный с вычисЯпит%льным блоком 1, Недостатками известного устройства являются повышенный расход металл и невысокая производительность работы. . Цель изобретения - уменьшение отходов и повышение производительности работы Указанная цель достигается тем, что устройство для раскроя раскатов в пакетах, содержащее стационарные ножницы с подвижным упором, блок управления механизмами шлепперного поля,, пульт управления, вычислитель .ный блок и измеритель длины раскато после вывода из стана, соединенный вычислительным блоком, снабжено измерителем длины раскатов до входа в стан и датчиком количества раскатов, подключенными ко входу вычислительного блока, а также направляющей линейкой с блоком управления, соединенным с вычислительным блоком, пультом управления и элементом И-НЕ, входы -которого подключены к пульту управления и к выходу вычислительного блока, а выход - к блоку управления механизмами шлепперного поля. На чертеже изображена блок-схема предлагаемого устройства. Устройство для раскроя раскатов в пакетах содержит стационарные ножницы 1 с подвижным упором 2, блок 3 управления механизмами ошепперного поля, пульт 4 управления, вычислительный блок 5, измерители 6 и 7 длины раската до входа в стан 8 и после выхода из стана, датчики 9 наличия раската 10, датчик 11 количества раскатов, направляющую линейку 12 с блоком 13 управления, соединенным с вычислительным блоком и с пультом управления, элемент-И-НЕ if, входы которого подключены к пульту управления и ко входу вычислительного блока, а выход - к блоку управления механизмами шлепперного поля, табло 15 индикации, подключенное к вычислительному блоку, ишепперное поле 16 с раскатаШ1 17, 18 и 19, привод 20 направляю(цих шлепперного поля. Устройство работает следующим об разом. Перед началом работы оператор устанавливает на пульте 4 управления н минальную длину зазЗотовки, допустимо её укорочение и максимальное количество раскатов в пакете. Сигналом и .пульта 4 управления через элемент И-НЕ 14 выбирается режим работы ручной или автоматический. Раскат, поступивший на вход стана 8/ измеряет ся измерителем б длины по сигналам датчиков 9. Выход измерителя 6 соединен со входом вычислительного бло ка 5, который определяет ожидаемую длину ра;ската после прЬкаткй в ста не 8. Контроль правильности определения (прогнозирования длины пбслё йрЬйс1 кй осуществляется при помощи йзйерйТеля длины после стана 7. Определенная расчетным путем дЛина ра ката многократно раскраивается, совместно с предыдущими прокатанными раскатами 17 и 18. Общее количество раскатов в пакете при расчете и их пбрядой следования варьируются в пр делах, определенных оператором и вы ставленных на пульте 4 управления. Из рассчитанных раскроййых планов вы бирается тот, который обеспечивает именьший отход металла.ЕСЛИ предпо тительным вариантом оказывается вариант с изменением порядка следова нГйШрагскатов, то вычислительный бло 5 выдает управляющий сигнал направ.лянмдей линейке 12, которая изменив естественный поряДок следовайия рас катов, размещает раскат 10, наприме впереди-раската 17. Если естественный порядок следования раскатов не Нарушается, то вычислительный блок блокирует направляющую линейку 12 и даёт команду в блок 3 управления механиЭмами юлепперного поля 16 на сДШйтание прокатанного раската 17 на шпепперное поле 16. В результате этих действий раскат 10 следует за раскатов 17. Управление механизмами шлепперного поляо1$ осуществляется через ячейку И-НЕ 14 либо от пульта 4 управления при ручном управлении, .либо от вычислительного блока при автоматическом управлении. Фактическое количество раскатов в сформированном пакете 19 контролируется датчиком 11 количества раскатов, выход которого соединен со входом вычислительного блока 5. Информация датчика 11 количества раскатов учитывается при расчете вариантов раскроя очередного пакета. Сформированный пакет 18 раскатов поступает на стационарные ножницы 1 для порезки при помощи перемещающегося упора 2 в соответствии с выбранным раскройным планом. В обоих режимах работы рекомендуемое число раскатов.в очередном пакете индицируется на информационном .табло 15, что позволяет оператору контролирова гь работу в автоматическом режиме, а также осуществлять ручное управление процессом. Предлагаемое устройство позволяет уменьшить отход металла и обладает высокой производительностью. Формула изобретения Устррйство для раскроя раскатов в пакетах, содержащее стационарные ножницы с подвижным упором, блок управления механизмами шлепперного поля, пульт управления, вычислительный блс1К и измеритель длины раскатов после выхода из стана, соединенный с вычислительным блоком; о т л и ч а ющ е е с я тем, что, с целью уменьшения отходов и повышения производительности работы, оно снабжено измерителем длины раскатов до входа в стан и датчиком количества раскатов, подключенными ко входу вычислительного блока, а также направляющей линейкой с блоком управления, соединен-; ным с вычис.г1ительным блоком, пультом управления и элементом И-НЕ, входы которого подключены к пульту управлен.ия и к выходу вычислительного блока, а выход - к блоку управления механизмами шлепперного поля. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 223725, кл. В 23 D 25/16, 03.10.66.
8
/
10
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскроя пакетовСОРТОВОгО пРОКАТА | 1978 |
|
SU801991A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ СИНХРОННОГО РАСКРОЯ ГРУППЫ РАСКАТОВ НА НЕПРЕРЫВНО-ЗАГОТОВОЧНЫХ СТАНАХ | 1966 |
|
SU223725A1 |
| Система управления раскроем раскатов металла на режущем механизме непрерывно-заготовочного стана | 1979 |
|
SU836869A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391814A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| УСТРОЙСТВО К НОЖНИЦАМ ПРОКАТНОГО СТАНА ДЛЯ ОПТИМАЛЬНОГО РАСКРОЯ ПРОКАТА | 2004 |
|
RU2278768C2 |
| Устройство управления безупорным остановом полосы металла | 1974 |
|
SU533411A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| УСТАНОВКА ДЛЯ УПРАВЛЕНИЯ ОПТИМАЛЬНЫМ РАСКРОЕМ ПРОКАТА НА ЗАГОТОВКИ | 1973 |
|
SU368470A1 |
| Способ равномерного раскроя мелкосортного проката и устройство для его осуществления | 1986 |
|
SU1424997A1 |