1
Изобретение относится к промышленности строительства и строительных материалов и может быть использовано при обработке высококачественных цилиндрических поверхностей из природного камня и других подобных материалов, а также в машиностроении.
Известен способ обточки монолитов цилиндрической формы, осуществляемый на станке, включающем вращающийся режущий орган, закрепленный на шпинделе с возможностью поступательного перемещения l) .
Для обточки монолитов режущий орган получает поступательное движение, а по достижении предельного положения он поворачивается вокруг обрабатываемого монолита.
Однако известным способом нельзя обеспечить получения высококачественной поверхности монолитов.
Наиболее близким техническим решением к изобретению является спосо обработки поверхностей, преимущественно цилиндрической формы, включающий подачу суперфинишной головки на обрабатываемую поверхность 2 .
Недостатке указанного способа обработки является то, что один из
основных параметров, определякяцих качество обработанной поверхности высота волнистости (высота неровности порядка 1-2 мкм с шагом от 1/15
до 1/500 длины окружности обрабатываемого изделия) процессом суперфиниширования практически не исправляется. Кроме, того, производительность известного процесса низкая.
Целью изобретения является повышение производительности .обработки и качества обрабатываемой поверхности.
Поставленная цель достигается тем, что в известном способе обра- .
ботки поверхностей, включающем подачу суперфинишной головки на обрабатываемую поверхность, процесс обработки ведут путем введения суперфинишной головки в контакт с выступгили
обрабатываемой поверхности, при этом инерционную способность суп арфинишной головки определяют из условия:
„,,..М|,
25
где инерционная, способность
суперфинишной головки; т - масса суперфинишной голов30ки;
L - расстояние до центра тяжести суперфинншной головки; d - усилие для осуществления необходимого давления в контакте;
6 - вес суперфинишной головки; V - cKopcfcTb суперфиниширования ; - половина шага волнистостиJ
I
oбpaбaтывaё 4Oй детгши; Н - высота волиистости после
обработки(
$,k,Е линейные паргшетры конструкции головки. Пример осуществления способа. В зависимости от величины волны «ровностей подбиреши необходимую Массу суперфинш11ной головки или опрв деляли центр тжкести путем смешеимя массы головки, установлёиной, ишцример, на станке модели 3 А 227, падаааемой на цилиндрическую поверхность t осуществляя снятие неровностей. При этом инерционную способност суперфинишной головки определяют из условия
„,,Э1Ш,
где nL - инерционная способность суперфинишной головки;
m - масса суперфннишноЯ.головки;
L - расстояние до центра тяжести суперфинишной головки;
S,k,- линейные параметры конструкции головки;
Q - усилие для осуществления необходимого давления в контакте;
G - вес суперфинишно ; головки;
V - скорость суперфиннширования;
- половина шага волнистости
Ч обрабатываемой детали;
h - высота волнистости после
обработки.
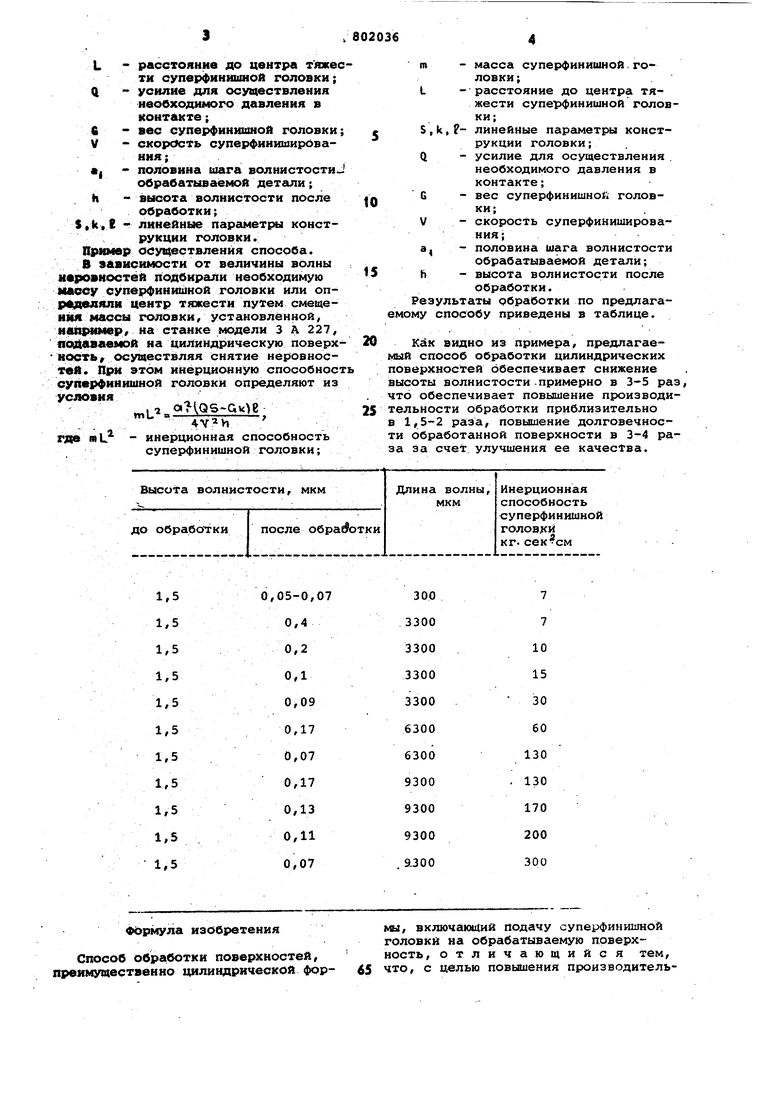
Результаты обработки по предлагамому способу приведены в таблице.
Как видно из примера, предлагаемый способ обработки цилиндрических поверхностей обеспечивает снижение высоты волнистости.примерно в 3-5 раз, что обеспечивает повышение производительности обработки приблизительно в 1,5-2 раза, повышение долговечности обработанной поверхности в 3-4 раза за счет улучшения ее качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1995 |
|
RU2094206C1 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ВИНТОВ | 2007 |
|
RU2351456C1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ВИНТОВ | 2007 |
|
RU2351455C1 |
| СПОСОБ БЕСЦЕНТРОВОГО СУПЕРФИНИШИРОВАНИЯ КРУГОВЫХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2201862C2 |
| ВАЛКИ БЕСЦЕНТРОВЫХ СУПЕРФИНИШНЫХ СТАНКОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2212994C2 |
| Способ суперфинишной обработки | 1990 |
|
SU1818207A1 |
| Инструментальная державка для финишной обработки | 1982 |
|
SU1021579A1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2006 |
|
RU2325259C2 |
| Станок для суперфинишной обработки дорожек качения колец подшипников | 1976 |
|
SU607713A1 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ЖЕЛОБА КОЛЕЦ ШАРИКОВЫХ ПОДШИПНИКОВ | 1996 |
|
RU2115534C1 |
0,05-0,07 0,4 0,2 0,1 0,09 0,17 0,07 0,17 0,13 0,11 0,07
формула изобретения
Способ обработки поверхностей, преимзпцественно цилиндрической фор7 7
10
15
30
60
130
. 130
170
200
300
мы, включающий подачу суперфинишной головки на обрабатываемую поверхность, отличающийся тем, 65 что, с Целью повышения производитель580203ности и качества обрабатываемой поверхности, процесс обработки ведут путем введения суперфинишной головки в контакт с макровыступами обрабатываемой поверхности,, при этом инерционную способность суперфинишной го-. ловки определяют из условия oi(QS-GOe iTiL , где m - масса суперфинишной голов-t ки; L - расстояние до центра тяжести суперфинишной головки;S,k,- линейные параметры головки;.15 64. G - вес суперфинишной головки; Q - усилие для осуществления необходимого давления в контакте; V - скорость суперфиниширова ния; а, - половина шага волнистости обрабатываемой детали; h - высота волнистости после обработки, Источники информации, принятые во внимание при экспертизе 1. Патент СССР № 13507, кл, В 28 D 1/16, 1930. 2. Мазальский В.Н. и др. Суперфинишные станки. Ленинград,Машиностроение, 1974, стр.56.
