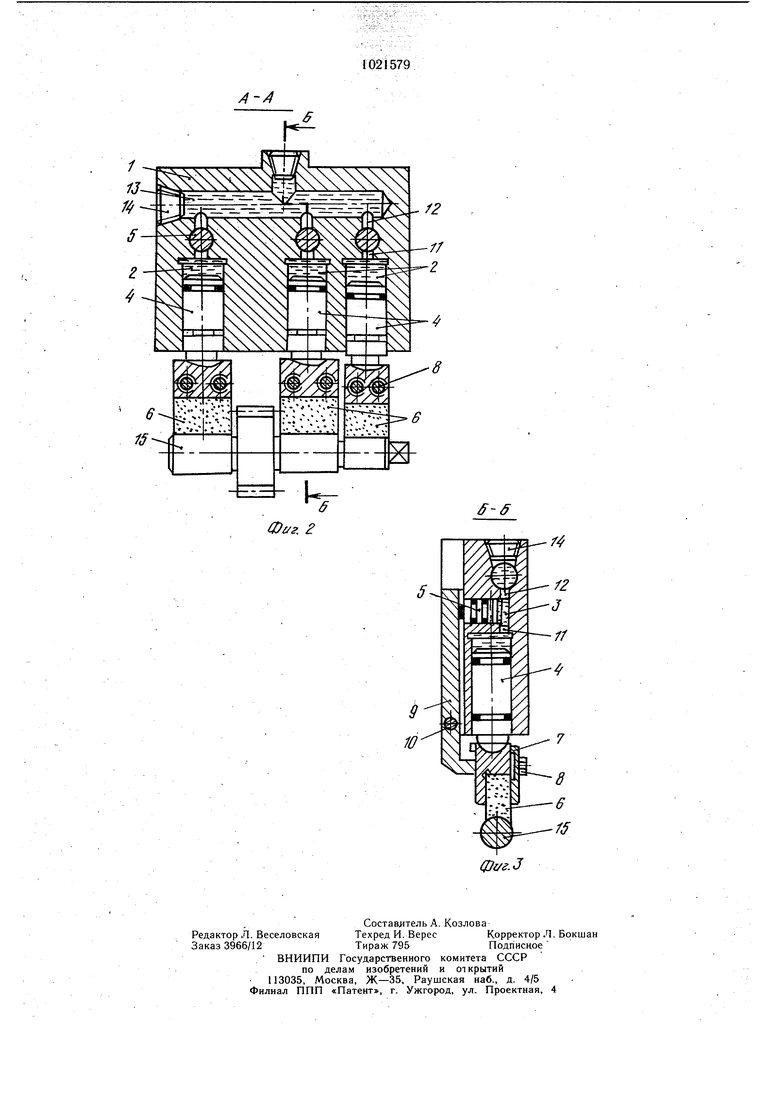
Изобретение относится к станкостроению и может быть использовано на бёсцентрововрезных, центровых и других суперфинишных станках для одновременной обработки смежных и близко расположенных цилиндрических поверхностей в ступенчатых деталях типа шестерен ведуш.их топливных насосов, крестовин карданного вала, валов ротора, золотников и т. д. Известна инструментальная державка, осуществляющая одновременную обработку нескольких ступеней одной детали 1. Недостатком ее является то, что круги установлены на одном шпинделе, а следовательно, не могут самоустанавливаться для компенсации разности припусков отдельных ступеней. Наиболее близкой к предложенной по технической сущности является инструментальная державка для полирования листового стекла, в которой рабочие элементы закреплены на вертикальных плунжерах дилиндров одностороннего действия, соединенных общим каналом, заполненным жидкостью 2. Однако такая державка не обеспечивает достаточную точность при суперфинишировании ступенчатых деталей из-за отсутствия надежной фиксации вертикальных плунжеров. Цель изобретения - повышение точности одновременного суперфиниширования смежных поверхностей ступенчатых деталей. Поставленная цель достигается тем, что державка снабжена горизонтальными плунжерами, бесщтоковые полости цилиндров которых соединены с общим каналом, и качающимися планками, установленными в пазах корпуса с возможностью контакта одними концами с горизонтальными плунжерами, а другими - с рабочими элементами. На фиг. 1 представлена предложенная державка, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг.- 2. Державка для суперфинишной обработки содержит корпус 1, который имеет несколько вертикальных цилиндров 2 и соответствено столько же горизонтальных цилиндров 3, в которые вставлены плунжеры 4 и 5 (количество цилиндров зависит от количества обрабатываемых ступеней на детали). На вертикальных плунжерах 4 закреплены рабочие элементы - абразивные или алмазные бруски 6 при помощи прижимных накладок 7 и болтов 8. В пазах корпуса I установлены планки 9 с возможностью качания на оси 10 посредством горизонтальных плунжеров 5. Вертикальные и горизонтальные цилиндры 2 и 3 отверстиями 11 соединены между собой, а отверстиями 12 - с общим каналом 13, заполненньш вязкой жидкостью и закрытым пробками 14. Обрабатываемая деталь 15, например ведущая шестерня топливного насоса, устанавливается на специальные валики бесцентрово-врезного суперфинишного станка, которые вращаются в одном направлении, вращая при этом и саму деталь, или в центре центрового суперфинишного станка (на чертежах не показаны). Обработка ведется следующим образом. Державка корпусом 1 крепится к головке суперфинищного, например бесцентрововрезного станка. Головка подводит державку к обрабатываемой детали 15. Абразивные или алмазные бруски 6 самоустанавливаются на каждой шейке ступенчатой детали 15 за счет перелива жидкости из одного цилиндра 2 в другой 3 или в общий канал 13, в результате чего все бруски 6 одновременно касаются обрабатываемых поверхностей и головка с однинаковым усилием на всех плунжерах 4 суперфиниширует шейки обрабатываемой детали. Планки 9 фиксируют плунжеры 4 с абразивными брусками 6 после самоустановки, и последние не могут поворачиваться в горизонтальной плоскости относительно оси обрабатываемой детали и качаться в радиальном направлении в пределах зазора цилиндр - плунжер. Применение державки с самоустанавливающимися посредством вертикальных плунжеров брусками и зажима их горизонтальными .плунжерами при работе позволяет в ступенчатых деталях обрабатывать одновременно смежные близко расположенные цилиндрические поверхности с переменными припусками под обработку, исключая переналадку и правку брусков, что повышает производительность и точность суперфинишной обработки.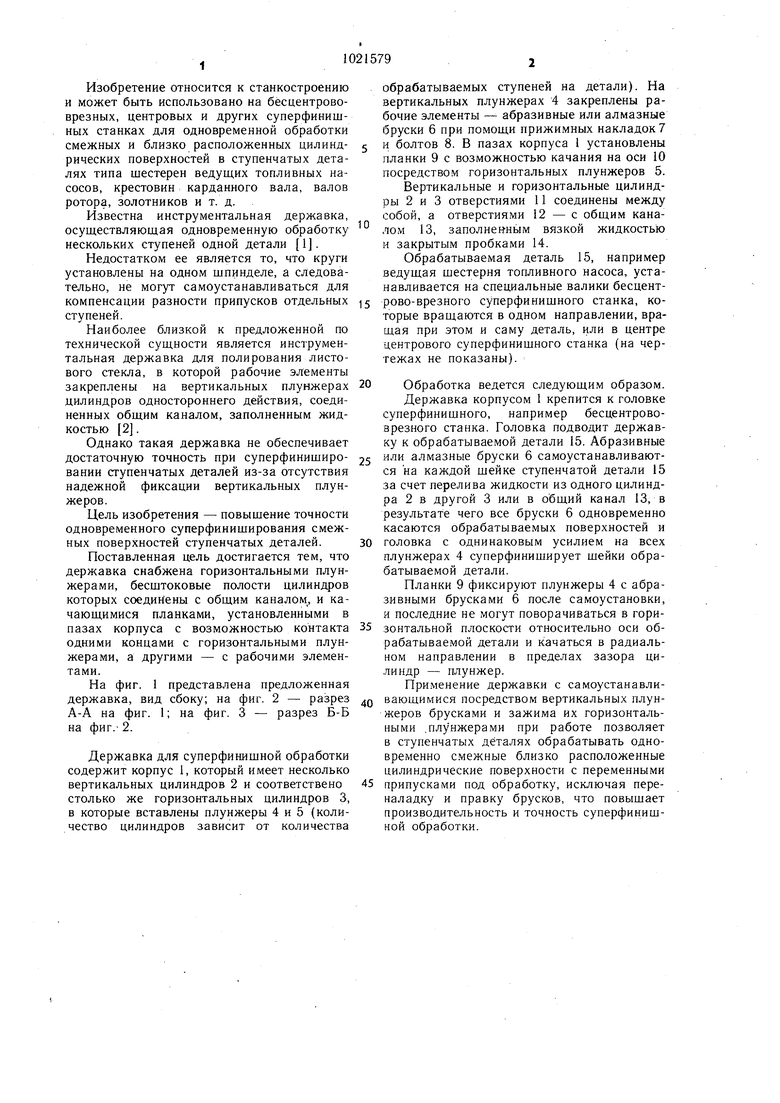
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки тел вращения | 1987 |
|
SU1454659A1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ | 1992 |
|
RU2074083C1 |
| Устройство для суперфиниширования шеек коленчатого вала | 1979 |
|
SU870090A2 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ | 2002 |
|
RU2225785C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2019 |
|
RU2728140C1 |
| СПОСОБ СУПЕРФИНИШНОЙ ОБРАБОТКИ | 1992 |
|
RU2049652C1 |
| ГОЛОВКА ДЛЯ СУПЕРФИНИШИРОВАНИЯ | 1965 |
|
SU171756A1 |
| СПОСОБ БЕСЦЕНТРОВОГО СУПЕРФИНИШИРОВАНИЯ КРУГОВЫХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2201862C2 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ВИНТОВ | 2007 |
|
RU2351456C1 |
ИНСТРУМЕНТАЛЬНАЯ ДЕРЖАВКА ДЛЯ ФИНИШНОЙ ОБРАБОТКИ, содержащая корпус, несущий рабочие элементы, закрепленные на вертикальных плунжерах цилиндров одностороннего действия, соединенных общим каналом, заполненным жидкостью, отличающаяся тем, что, с целью повышения точности одновременного суперфиниширования смежных поверхностей ступенчатых деталей, державка снабжена горизонтальными плунжерами, бесштоковые полости цилиндров которых соединены с общим каналом, и расположенными в пазах корпуса качающимися планками, установленными с возможностью контакта одними концами с горизонтальными плунжерами, а другими - с рабочими элементами. (Л ю сд 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Слонимский В | |||
| И | |||
| Теория и практика бесцентрового шлифования | |||
| М.-Л., Машгиз, 1952, с | |||
| Телефонно-трансляционное устройство | 1921 |
|
SU252A1 |
| Крутильная машина для веревок и проч. | 1922 |
|
SU143A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Полировальная головка (звездочка) | 1960 |
|
SU141070A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
