Изобретение относится к обработ ке металлов давлением и может быть использовано для получения дета.пёй;-. типа ступенчатых валов.
И естны устройства для поперечноклиновой прокатки, рабочие органы которых выполнены в виде двух плит, перемещаемых одна относительно другой двух вращаемых параллельных валков, неподвижного сегмента и валка. На рабочих органах закрепляется инструмент в виде клиньев, который,внедряясь в заготовку, вызывает ее вращение При этом заготовка уменьшается в диаметре и увеличивается в длину 13
Известен стан поперечно-клиновой прокатки, содержащий установленные в станине неподвижный сегмент и расположенный внутри сегмента валок, связанный с приводом его вращения через ведущий вал, клиновые элементы закрепленные на рабочих поверхностях сегмента и валка, привод вращения валка. Для осуществления регулировки расстояния между инструментами вдоль образующей цилиндрической поверхности сегмента установлены на расстоянии друг от друга клинья, при перемещении которых сжимается или распря
.мляется инструмент, закрепленный на сегменте. Это изменение диаметра инструмента ограничено допустимой упругой деформацией. Кроме того, жесткость данной конструкции оказывается низкой и неравномерной по длине инструмента,, так как его можно рассматривать как балку, закрепленную на нескольких опорах 2.
Таким образом, недостатком известного стана является низкая точность прокатываемых изделий, вызванная низкой и неравномерной по длине инструмента жесткостью конструкции, а также ограниченными регулировками.
Цель изобретения - повышение точности прокатываемых изделий.
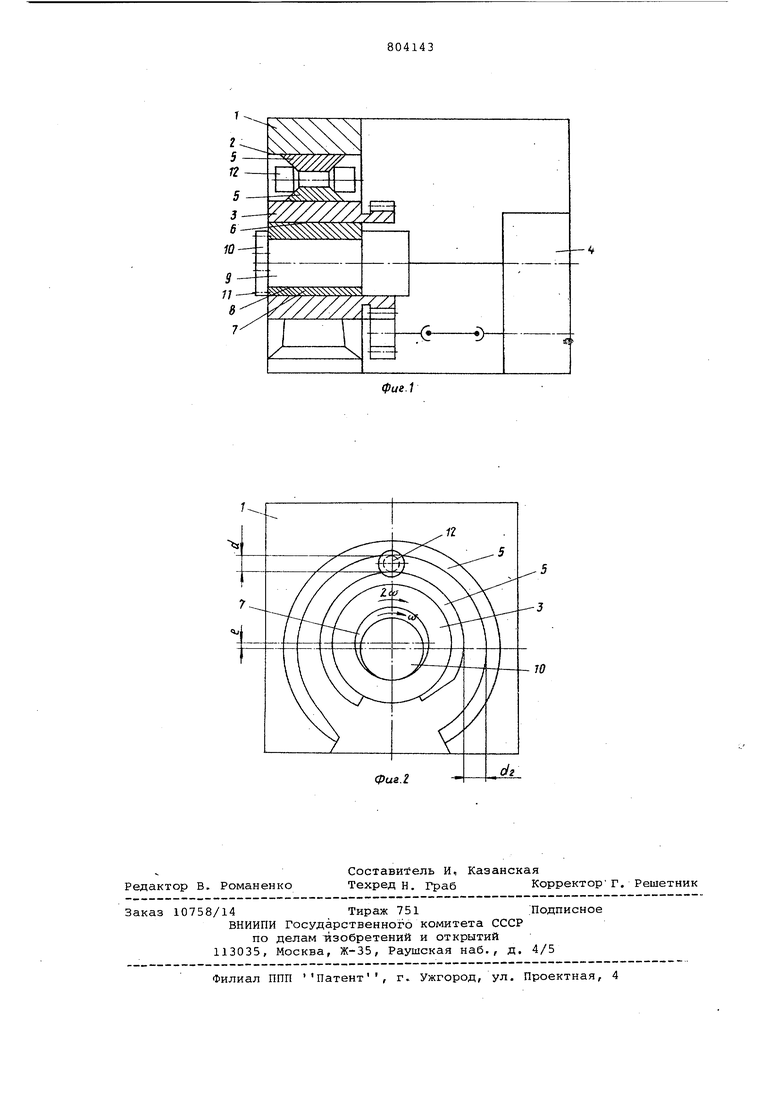
Поставленная цель достигается тем, что стан поперечно-клиновой прокатки снабжен втулкой/ выполненной с эксцентричным отверстием относительно ее наружной цилиндрической поверхности и установленной между, валком и ведущим валом с возможностью регулировочного поворотного перемещения относительно последнего, причем валок выпо янен с отверстием вдоль его продольной эси. На фиг о I схематично показан предлагаемой стан,продольный разрез; на фиг. 2 - то же, вид сбоку. Стан поперечно-клиновой прокатки содержит станину .1, в которой установ лены неподвнжнЕлй сегмент 2 и валок 3, выполненный с возможностью вращения от привода 4, На валке 3 сегмента 2 закреплены клиновые инструменты 5 В валке 3 выполнено соосное ему отверстие б, в котором установлена втул fca 7 с эксцентричным отверстием 8, (Закрепленная с возможностью регулирово ных поворотов на валу 9. Для осущесгвл.ения регулировочных повороj-o: иа торце вала 9,- например, за. Р&плена крьшка 10,- в которой по окуужности.выполнены отверстия для вин тов фиксаторов 1.. Вал 9 и валок 3 кинематически связаны с приводом 4 посредством валов и шестерни, причем передаточные отношения от привода к валу {например 1:40) , и от .привода к валку .(например ;20} выполнен в соотношенр5И 1:2. Работа стана осуществляется следу ющим образом,, Нагретую заготовку 12 помещают между клиновыми инструментами 5. Включают привод 4 и приводят во вращение в одном направлении, но с разн ми угловыми скоростями, вал 9 и валок 3, Ири этом клиновые инструменты 5 деформируют заготовку 12, уменьшая ее в диаметре и, соответственно, уве личивая в длртну, образуя тем самым требуемый профиль изделия. Заготовка 12 перемещаете вдоль сегмента 2 в два раза медленней вращения валка 3. Вал 9 также вращается в два раза мед ленней валка 3, Следовательно, враще ние вала 9 происходит синхронно пере мещению заготовки 12. Перед прокаткой за счет регулировочного поворота, втулка 7 относитель вала 9 системе вал - втулка з адается определенный эксцентриситет S , кот рый мс5жет быть установлен в широком диапазоне.За счет этого эксцентрисите та валок 3 .устанавливается несоосно сегменту 2, т.е. расстояние of, не рав но расстоянию (2 Причем величину расстояния d представляется возможны регулировать изм.енением эксцентриситета е . Вследствие синхронного вращения вала 9 и перемещения заготовки 12 пр прокатке расстояние d между инструмантами 5 в том месте, где они тируют с заготовкой ,: постоянное на протяжении BceiO цикла прокатки.. Таким образом, за счет регулирово ных поворотов втулки 7 относительно вала 9 осуществляется регулировка расстояния между инструментами при прокатке.Данная регулировка может осущ.ествляться в широких предела.х. Тем самым открывается возможность роизводить ремонт инструмента его ереточкой на меньшую толщину. Прелагаемая конструкция стана являетсй более жесткой по сравнению с известной, причем жесткость постоянна вдоль всего инструмента, что позволяет получать более точные изделия. Повышение точности прокатных изделий может быть определено следующим образом. При стабилизации всех прочих факто ров точность размера детали по диаметру равна A.d -iiP/f, Tfie.tA - колебание размера по диаметру; др - колебание распорного усилия прокатки; f - жесткость стана. Отсюда повышение точности прямопропорционально повьтшению жесткости. Жесткость стана поперечно-клиновой прокатки составляет 100 т/мм. Часть инструмента представляет йобой балку на двух опорах сечением а-Ь 10-400 мм с расстоянием между оп ор ами 100 мм. Минимальная жесткость приходится на цент балки и равна . д-ьъ . .. а 10 кг/мм . Таким образом, f предлагаемого стана равна 32 тДлм, т.е. обеспечивается повышение точности изделия в 3 раза. Формула изобретения Стан поперечно-клиновой прокатки, содержащий установленные в станине неподвижный сегмент и расположенный внутри сегмента валок, связанный с приводом его вращения через ведущий вал, клиновые элементы, закрепленные на рабочих поверхностях сегмента и валка, привод вращения валка, о тличающийся тем, что, с целью повышения точности прокатываемых изделий, он снабжен втулкой, выполненной с эксцентричным отверстием относительно ее наружной цилиндрической поверхности и установленной между валком и ведущим валом с возможностью регулировочного поворотного перемещения относительно последнего, причем валок выполнен с отверстием вдоль его продольной оси. Источники информации, принятые во внимание при экспертизе 1.Макушок Е.М. Поперечно-клиновая прокатка, Минск, Наука и техника , 1974, с. 3-6. 2.Авторское свидетельство СССР № 454958, кл. В 21 Н 9/00, 14.12.72 (прототип)
W
фиг. 2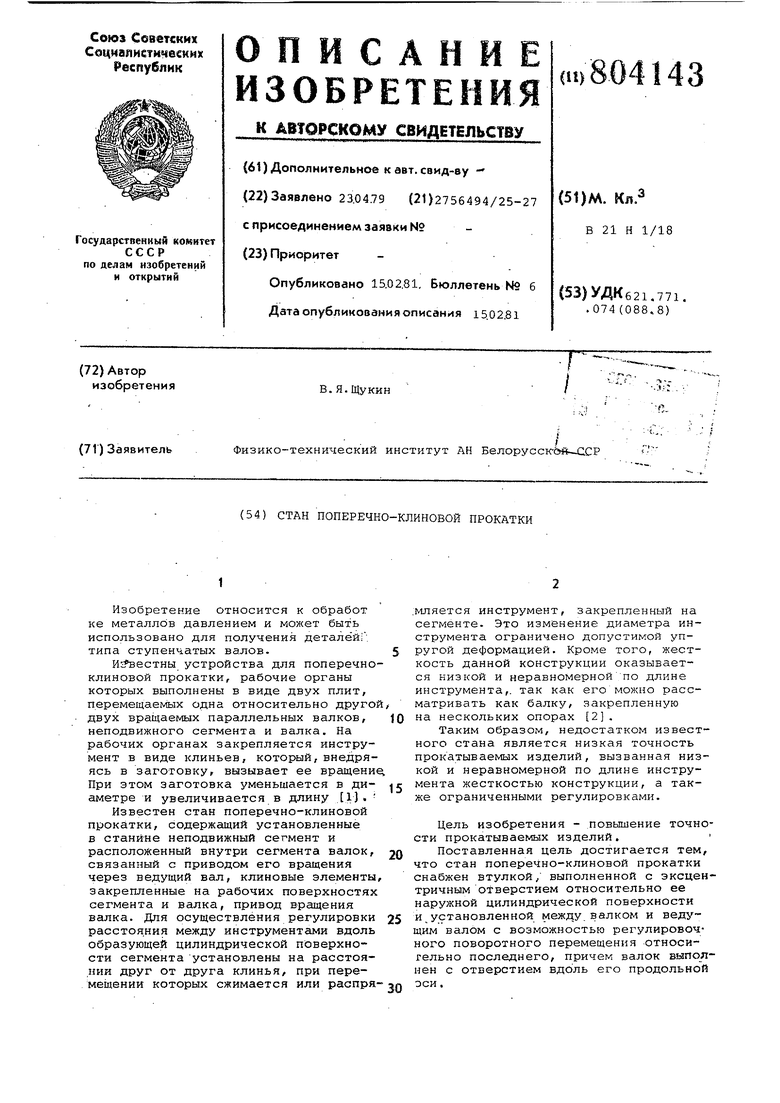
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2015 |
|
RU2588819C1 |
| Клеть стана холодной периодической прокатки | 1977 |
|
SU735340A1 |
| СТАН ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1986 |
|
SU1394544A2 |
| Устройство для прокатки зубчатых колес | 1989 |
|
SU1697959A1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2124958C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УСИЛИЯ ПРОКАТКИ В ПРОКАТНОЙ КЛЕТИ И ПРОКАТНАЯ КЛЕТЬ | 2007 |
|
RU2436639C2 |
| Рабочая клеть стана холодной прокатки труб | 1984 |
|
SU1215773A1 |
| ВАКУУМНЫЙ СТАН ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2106223C1 |
| СТАН ДЛЯ РАСКАТКИ КОЛЕЦ | 1993 |
|
RU2042463C1 |
| Шпиндель стана поперечно-клиновой прокатки | 1980 |
|
SU889242A1 |