Изобретение относится к обработке металлов давлением, в частности к оборудова- нию для горячей прокатки зубчатых , .профилей.
Цель изобретения - повышение точности зубчатых изделий за счет предотвращения влияния трения реборд и переполнения калибра в конце прокатки, расширение технологических возможностей за счет прокатки механически не обработанных заготовок.
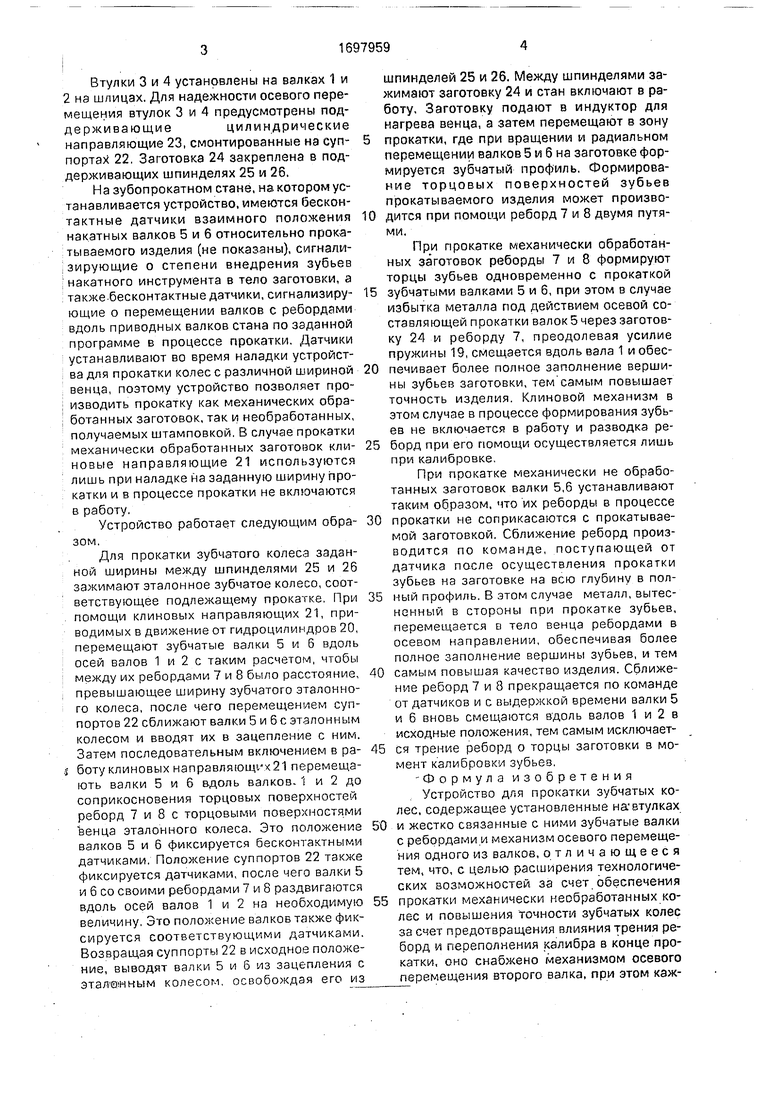
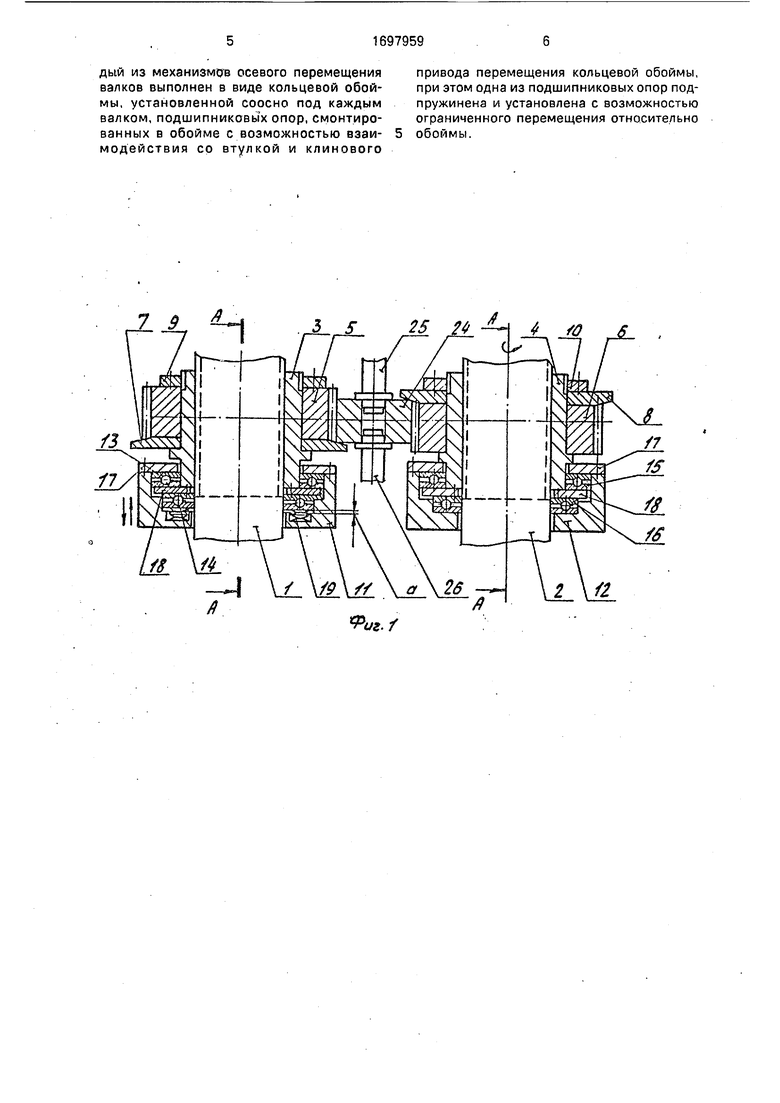
На фиг.1 показано предлагаемое устройство, разрез; на фиг.2 - разрез А-А на фмг.1,1 на фиг.З - разрез Б-Б на фиг.2. ,
Устройство для накатки зубчатый колес содержит установленные на валах И и 2 две втулки 3 м 4 с размещенными на ник зубчатыми валками 5 и 6 с ограничительными ребордами: нижней 7 у валка 5 и верхней 8 у валка б. Валки 5 и 6 вместе с ребордами 7 и 8 жестко закреплены в осевом направлении на втулках 3 и 4 гайками 9 и 10, а снизу втулки опираются на обоймы 11 и 12 механизма их осевого перемещения, которые имеют подшипники 13,14 и 15,16с крышками 17 и 18 соответственно, причем обойма 11 подпружинена пружиной 19 относительно втулки 3 с возможностью ограниченного осевого перемещения а. Обе обоймы сочленены с приводными от цилиндров 20 кпино- выминаправляющими 21,
смонтированными на суппортах 22 зубона- катного стана (не показан).
О
Втулки 3 и 4 установлены на валках 1 и 2 на шлицах. Для надежности осевого перемещения втулок 3 и 4 предусмотрены поддерживающиецилиндрическиенаправляющие 23, смонтированные на суппортах 22. Заготовка 24 закреплена в поддерживающих шпинделях 25 и 26.
На зубопрокатном стане, на котором устанавливается устройство, имеются бесконтактные датчики взаимного положения накатных валков 5 и 6 относительно прокатываемого изделия (не показаны), сигнализирующие о степени внедрения зубьев накатного инструмента в тело заготовки, а также бесконтактные датчики, сигнализирующие о перемещении валков с ребордами вдоль приводных валков стана по заданной программе в процессе прокатки. Датчики устанавливают во время наладки устройства для прокатки колес с различной шириной венца, поэтому устройство позволяет производить прокатку как механических обработанных заготовок, так и необработанных, получаемых штамповкой, В случае прокатки механически обработанных заготовок клиновые направляющие 21 используются лишь при наладке на заданную ширину прокатки и в процессе прокатки не включаются в работу.
Устройство работает следующим образом.
Для прокатки зубчатого колеса заданной ширины между шпинделями 25 и 26 зажимают эталонное зубчатое колесо, соответствующее подлежащему прокатке. При помощи клиновых направляющих 21, приводимых в движение от гидроцилиндров 20, перемещают зубчатые валки 5 и 6 вдоль осей валов 1 и 2 с таким расчетом, чтобы между их ребордами 7 и 8 было расстояние, превышающее ширину зубчатого эталонного колеса, после чего перемещением суппортов 22 сближают валки 5 и 6 с эталонным колесом и вводят их в зацепление с ним. Затем последовательным включением в ра- боту клиновых направляющ1 к21 перемеща- ють валки 5 и 6 вдоль валков 1 и 2 до соприкосновения торцовых поверхностей реборд 7 и 8 с торцовыми поверхностями венца эталонного колеса. Это положение валков 5 и 6 фиксируется бесконтактными датчиками. Положение суппортов 22 также фиксируется датчиками, после чего валки 5 и 6 со своими ребордами 7 и 8 раздвигаются вдоль осей валов 1 и 2 на необходимую величину, Это положение валков также фиксируется соответствующими датчиками. Возвращая суппорты 22 в исходное положение, выводят валки 5 и 6 из зацепления с эталш нным колесом освобождая его из
шпинделей 25 и 26. Между шпинделями зажимают заготовку 24 и стан включают в работу. Заготовку подают в индуктор для нагрева венца, а затем перемещают в зону
прокатки, где при вращении и радиальном перемещении валков 5 и 6 на заготовке формируется зубчатый профиль, Формирование торцовых поверхностей зубьев прокатываемого изделия может произво0 дится при помощи реборд 7 и 8 двумя путями.
При прокатке механически обработанных заготовок реборды 7 и 8 формируют торцы зубьев одновременно с прокаткой
5 зубчатыми валками 5 и 6, при этом в случае избытка металла под действием осевой составляющей прокатки валок 5 через заготовку 24 и реборду 7, преодолевая усилие пружины 19, смешается вдоль вала 1 и обес0 печивает более полное заполнение вершины зубьев заготовки, тем самым повышает точность изделия. Клиновой механизм в этом случае в процессе формирования зубьев не включается в работу и разводка ре5 борд при его помощи осуществляется лишь при калибровке
При прокатке механически не обработанных заготовок валки 5,6 устанавливают таким образом, что их реборды в процессе
0 прокатки не соприкасаются с прокатываемой заготовкой. Сближение реборд производится по команде, поступающей от датчика после осуществления прокатки зубьев на заготовке на всю глубину в пол5 ный профиль. В этом случае металл, вытесненный в стороны при прокатке зубьев, перемещается в тело венца ребордами в осевом направлении, обеспечивая более полное заполнение вершины зубьев, и тем
Q самым повышая качество изделия. Сближение реборд 7 и 8 прекращается по команде от датчиков и с выдержкой времени валки 5 и 6 вновь смещаются вдоль валов 1 и 2 в исходные положения, тем самым исключает5 ся трение реборд о торцы заготовки в момент калибровки зубьев,
Формула изобретения Устройство для прокатки зубчатых колес, содержащее установленные на втулках
0 и жестко связанные с ними зубчатые валки с ребордами и механизм осевого перемещения одного из валков, отличающееся тем, что, с целью расширения технологических возможностей за счет обеспечения
5 прокатки механически необработанных колес и повышения точности зубчатых колес за счет предотвращения влияния трения реборд и переполнения калибра в конце прокатки, оно снабжено механизмом осевого перемещения второго валка, при этом каждый из механизмов осевого перемещения валков выполнен в виде кольцевой обоймы, установленной соосно под каждым валком, подшипниковых опор, смонтированных в обойме с возможностью взаимодействия со втулкой и клинового
привода перемещения кольцевой обоймы, при этом одна из подшипниковых опор подпружинена и установлена с возможностью ограниченного перемещения относительно обоймы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для накатки зубчатых профилей | 1990 |
|
SU1814953A1 |
| Стенд для прокатки кольцевых деталей с внутренним профилем | 1989 |
|
SU1697958A1 |
| Стан для прокатки зубчатых профилей | 1986 |
|
SU1400743A1 |
| Стан для накатки зубчатых колес | 1989 |
|
SU1613232A1 |
| Стан для прокатки зубчатых колес | 1989 |
|
SU1750824A1 |
| Стан для накатки зубчатых профилей | 1991 |
|
SU1810196A1 |
| СТАН ДЛЯ ПРОКАТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1964 |
|
SU165418A1 |
| Способ накатывания деталей с наружным зубчатым профилем | 1985 |
|
SU1287973A1 |
| Стан-полуавтомат для горячей накатки зубчатых колес | 1978 |
|
SU786126A1 |
| СПОСОБ НАКАТЫВАНИЯ ЗУБЧАТЫХ ВЕНЦОВ | 1991 |
|
RU2015780C1 |
Изобретение относится к обработке металлов давлением, в частности к оборудованию для горячей прокатки зубчатых профилей. Цель - расширение технологических возможностей за счет прокатки механически необработанных заготовок, а также повышение точности зубчатых изделий за счет предотвращения влияния трения реборд и переполнения калибра в конце прокатки. Устройство содержит размещенные на приводных валках втулки, на которых смонтированы накатные зубчатые валки и ограничительные реборды, причем диаметрально расположенные, и механизм осевого перемещения втулок с валками, выполненный в виде приводного клина и сочлененной с ним обоймы. Обойма одного валка подпружинена относительно втулки и смонтирована на подшипниках, клин выполнен в виде ласточкина хвоста. Устройство позволяет изменять расстояние между ребордами как до прокатки, так и в процессе ее. 3 ил.
9W
4LdL S 9
20 21
| Устройство для прокатки зубчатых колес | 1986 |
|
SU1323189A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
