(54) ШТАМП ДЛЯ РАДИАЛЬНОЙ ШТАМПОВКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для радиальной калибровки изделий | 1989 |
|
SU1706777A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| Устройство для выдавливания шлицев на валах | 1975 |
|
SU539664A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1992 |
|
RU2057613C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ ЛИСТОВЫХ ИЗДЕЛИЙ | 1990 |
|
RU1751913C |
| Устройство для радиальной штамповки шлицев на валах | 1987 |
|
SU1484430A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |

1
Изобретение относится к обработке металлов давлением/ преимущественно к калибровке шлицев шестерен, с внутренними уклонами.
Известен штамп для радиальной штамповки деталей, содержащий соосно установленные пуансон, верхнюю и нижнюю плиты, а также радиально расположенные пуансоны 1 .
Основным недостатком конструкции штампа является невозможность обработки зубчатых колес, имеющих внутрен ние шлицы с обратными уклонами, что снижает технологические возможности штампа.
Цель изобретения - устранение указанных недостатков.
Указанная цель достигается тем, что на верхней торцовой поверхности нижней плиты выполнены в количестве/ соответствующем числу шлицев колеса, радиальные пазы с параллельными боковыми стенками, а радиально расположенные пуансоны установлены в упомянутых пазах и подпружинены от периферии к центру, при этом пуансон выполнен в виде двух соосно установленных цилиндрических частей разного диаметра и соединяющей их конической части с гранями на наружной поверхности.
радиально расположенные., пуансоны выполнены с боковыми поверхностями, соответствующими поверхностям пазов плиты, а количество граней на конической части пуансона равно числу радйалъно подпружиненных пуансонов.
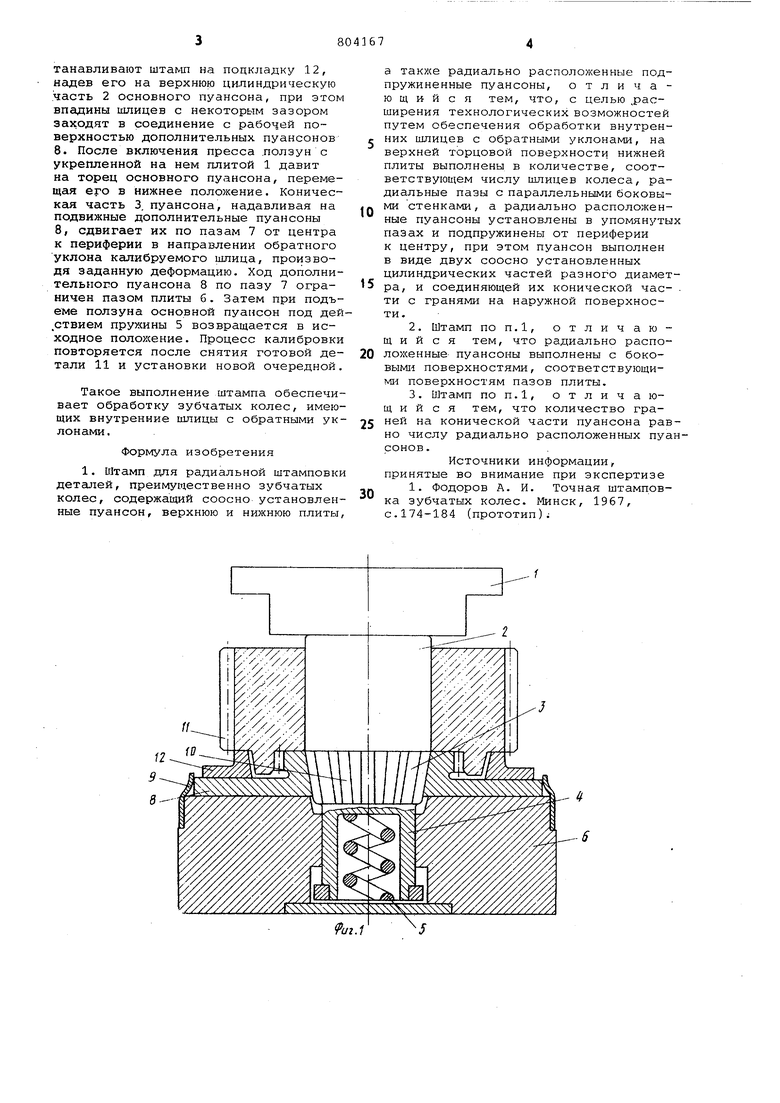
На фиг.1 изображен штамп, продольный разрез; на фиг. 2 -; йижняя .плита штампа, продольный разрез (вид сверху).
0
Штамп включает верхнюю плиту 1, составной пуансон, выполненный из трех частей - верхней цилиндрической 2, средней конической 3 и нижней цилиндрической 4 с размеренной в ней
5 и укрепленной на опоре пресса пружиной 5, нижнюю плиту б, на верхнем торце которой выполнены пазы 7 для установки в них дополнительных пуансонов 8 с возможностью перемещения
0 в радиальном направлении посредством пружины 9. По числу дополнительных пуансонов на конической части 3 пуансона выполнены грани 10. Обрабатываемая деталь 11-крепится посредст5вом расположенной на дополнительном пуансоне 8 подкладки 12.
Штамп работает следующим образом.
После полной токарной обработки зубчатое колесо11 со шлицами, имеющими параллельные станки профиля,ус0
танавливают шташт на подкладку 12, надев его на верхнюю цилиндрическую .часть 2 основного пуансона, при этом впсщины шлицев с некоторым зазором заходят в соединение с рабочей поверхностью дополнительных пуансонов 8. После включения пресса .ползун с укрепленной на нем плитой 1 давит на торец основного пуансона, перемещая его в нижнее положение. Коническая часть 3, пуансона, надавливая на подвижные дополнительные пуансоны 8, сдвигает их по пазам 7 от центра к периферии в направлении обратного уклона калибруемого шлица, производя заданную деформацию. Ход дополнительного пуансона 8 по пазу 7 ограничен пазом плиты 6. Затем при подъеме ползуна основной пуансон под дей ствием прухшны 5 возвращается в исходное положение. Процесс калибровки повторяется после снятия готовой детали 11 и установки новой очередной.
Такое выполнение штампа обеспечивает обработку зубчатых колес, имеющих внутренние шлицы с обратными уклонами.
Формула изобретения
Й/г./
а также радиально расположенные подпружиненные пуансоны, отличающийся тем, что, с целью .расширения технологических возможностей путем обеспечения обработки внутренних шлицев с обратными уклонами, на верхней торцовой поверхности нижней плиты выполнены в количестве, соответствующем числу шлицев колеса, радиальные пазы с параллельными боковыми стенками, а радиально расположенные пуансоны установлены в упомянуты пазах и подпружинены от периферии к центру, при этом пуансон выполнен в виде двух соосно установленных цилиндрических частей разного диаметра, и соединяющей их конической части с гранями на наружной поверхности.
Источники информации, принятые во внимание при экспертизе
..- f
