t
Изобретение относится к литейному производству и может быть использовано при производстве отливок по способу вакуумно-пленочной формовки.
Известна установка для выбивки литейных форм, изготовленных по методу вакуумно-пленочной формовки, содержащая раму со стойками, на которой закреплен приемный бункер, а на стойках рамы закреплена направляющая для перемещения каретки с пе регружаталем опок, выполненным в виде вилки с захватами, разделитель опок, установленный на вилке, отсасывающий зонт для удаления пленок с прижимами, подъемник провисающего конца пленки, напорный вентилятор р..
Недостатком указанного устройства является ненадежность отделения пленок от опок при их удалении, так как при заливке формы жидким металлом, например в случае попадания последнего в места соприкосновения пленки с опокой, пленка может прилипнуть к опоке и отделение пленки путем отсоса через зонт и надува от напорного вентилятора может не произойти.
Цель изобретения - обеспечение надежного отделения пленок от опок при из удалении.
Цель достигается тем, что для удаления пленок на одной из стоек рамы расположены подвижные в вертикальной плоскости зажимы, установленные с возможностью их введения с двух сторон в просвет опок до упо0ра друг в друга с обеспечениемзажима пленок между ними и последующего перемещения до выхода их стыка за пределы опок, а элементы прижима краев наружных пленок к опокам5размещены на перегружателе опок.
Один из подвижных зажимов снабжен коллектором сжатого воздуха с отверстиями.
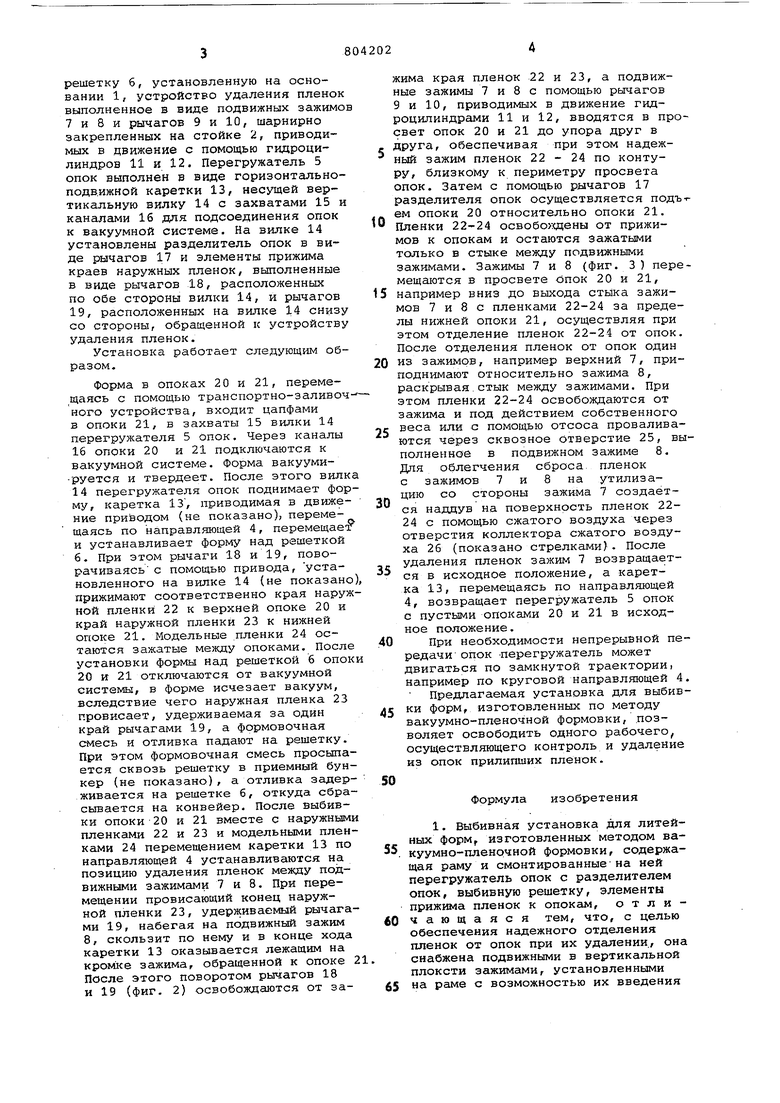
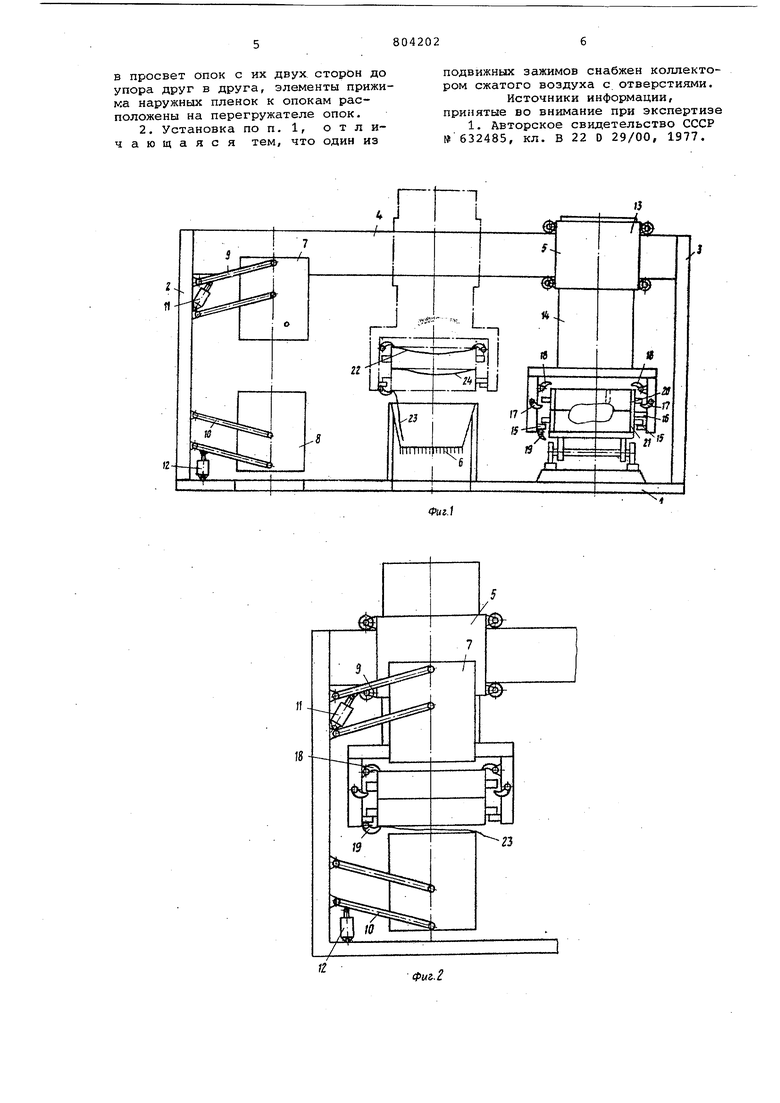
На фиг. 1 представлена выбивная
0 установка, общий вид на фиг. 2 часть выбивной установки с подвижными зажимами в момент зажима пленок между ними; на фиг. 3 - то же, после выхода стыка зажимав с зажа5тыми пленками из опок.
Выбивная установка содержит основание 1 с размещенными на нем стойками 2 и 3, на которых закреплена направл дащая 4 для перемещения по.
0 ней перегружателя 5 опок, выбивную решетку 6, установленную на основании 1, устройство удаления пленок выполненное в виде подвижных зажимо 7 и 8 и рычагов 9 и 10, шарнирно закрепленных на стойке 2, приводимых в движение с помощью гидроцилиндров 11 и 12. Перегружатель 5 опок выполнен в виде горизонтальноподв.ижной каретки 13, несущей вертикальную вилку 14 с захватами 15 и каналами 16 для подсоединения опок к вакуумной системе. На вилке 14 установлены разделитель опок в виде рычагов 17 и элементы прижима краев наружных пленок, выполненные в виде рычагов 18, расположенных по обе стороны вилки 14, и рычагов 19, расположенных на вилке 14 снизу со стороны, обращенной к устройству удаления пленок. Установка работает следующим образом. Форма в опоках 20 и 21, перемещаясь с помощью транспортно-эаливоч ного устройства, входит цапфами в опоки 21, в захваты 15 вилки 14 перегружателя 5 Опок. Через каналы 16 опоки 20 и 21 подключаются к вакуумной системе. Форма вакууми-руется и твердеет. После этого вилк 14 перегружателя опок поднимает фор му, каретка 13, приводимая в движение приводом (не показано), перемещаясь по направляющей 4, перемещает и устанавливает форму над решеткой 6. При этом рычаги 18 и 19, поворачиваясь с помощью привода, установленного на вилке 14 (не показан прижимают соответственно края наруж ной пленки 22 к верхней опоке 20 и край наружной пленки 23 к нижней опоке 21, Модельные пленки 24 остаются зажатые между опоками. Посл установки формы над решеткой 6 опо 20 и 21 отключаются от вакуумной системы, в форме исчезает вакуум, вследствие чего наружная пленка 23 провисает, удерживаемая за один край рычагами 19, а формовочная смесь и отливка падают на решетку. При этом формовочная смесь просыпа ется сквозь решетку в приемный бун кер (не показано), а отливка задер живается на решетке б, откуда сбра сывается на конвейер. После выбивки опоки 20 и 21 вместе с наружным пленками 22 и 23 и модельными плен ками 24 перемещением каретки 13 по направляющей 4 устанавливаются на позицию удаления пленок между подвижными зажимами 7 и 8, При перемещении провисающий конец наружной пленки 23, удерживаемый рычага ми 19, набегая на подвижный зажим 8, скользит по нему и в конце хода каретки 13 оказывается лежащим на кромке зажима, обращенной к опоке После этого поворотом рычагов 18 и 19 (фиг. 2) освобождаются от зажима края пленок 22 и 23, а подвижные зажимы 7 и 8 с помощью рычагов 9 и 10, приводимых в движение гидроцилиндрами 11 и 12, вводятся в просвет опок 20 и 21 до упора друг в друга, обеспечивая при этом надежный зажим пленок 22 - 24 по контуру, близкому к периметру просвета опок. Затем с помощью рычагов 17 разделителя опок осуществляется подът ем опоки 20 относительно опоки 21, Пленки 22-24 освобо хдены от прижимов к опокам и остаются Зажатыми только в стыке между подвижными зажимами. Зажимы 7 и 8 (фиг. 3 ) перемещаются в просвете 5пок 20 и 21, например вниз до выхода стьака зажимов 7 и 8 с пленками 22-24 за пределы нижней опоки 21, осуществляя при этом отделение пленок 22-24 от опок. После отделения пленок от опок один из зажимов, например верхний 7, приподнимают относительно зажима 8, раскрывая.стык между зажимами. При этом пленки 22-24 освобождаются от зажима и под действием собственного веса или с помощью отсоса проваливаются через сквозное отверстие 25, выполненное в подвижном зажиме 8, Для облегчения сброса- пленок с зажимов 7 и 8 на утилизацию со стороны зажима 7 создается наддув на поверхность пленок 2224 с помощью сжатого воздуха через отверстия коллектора сжатого воздуха 26 (показано стрелками). После удаления пленок зажим 7 возвращается в исходное положение, а каретка 13, перемещаясь по направляющей 4, возвращает перегружатель 5 опок с пустыми опоками 20 и 21 в исходное положение. При необходимости непрерывной передачи опок -перегружатель может двигаться по замкнутой траектории, например по круговой направляющей 4, Предлагаемая установка для выбивки форм, изготовленных по методу вакуумно-пленочной формовки, позволяет освободить одного рабочего, осуществляющего контроль и удаление из опок прилипших пленок. Формула изобретения 1. Выбивная установка для литейных форм, изготовленных методом вакуумно-пленочной формовки, содержащая раму и смонтированныена ней перегружатель опок с разделителем опок, выбивную решетку, элементы прижима пленок к опокам, отличающаяся тем, что, с целью обеспечения надежного отделения пленок от опок при их удалении., она снабжена подвижными в вертикальной плоксти зажимами, установленными на раме с возможностью их введения
в просвет опок с их двух сторон до упора друг в друга, элементы прижима наружных пленок к опокам расположены на перегружателе опок.
2. Установка по п. 1, отличающаяся тем, что один из
подвижных зажимов снабжен коллекто ром сжатого воздуха с. отверстиями.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №632485, кл. В 22 D 29/00, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для выбивки литейных форм | 1977 |
|
SU632485A1 |
| Выбивная установка | 1980 |
|
SU931290A1 |
| Установка для выбивки литейных форм | 1981 |
|
SU1014649A1 |
| Способ выбивки литейных форм и установка для его осуществления | 1987 |
|
SU1423276A1 |
| Установка для выбивки крупногабаритных литейных форм | 1978 |
|
SU722677A1 |
| Выбивное устройство | 1980 |
|
SU921673A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |
| Способ выбивки литейных форм, изготовленных методом вакуумно-пленочной формовки и установка для его осуществления | 1990 |
|
SU1724417A1 |
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| Автоматическая линия для производства отливок по вакуум-процессу | 1978 |
|
SU766744A1 |
Фиг. 2
