(5) ВЫБИВНАЯ УСТАНОВКА
Изобретение относится к литейному производству и может быть использовано при производстве отливок методом вакуумно-пленочной формовки.
Известна установка для выбивки литейных форм, изготовленных методом вакуумно-пленочной формовки, в которой удаление пленок осущ ствляется с помощью отсасывающего зонта и напорного вентилятора tl .
Наиболее близкой к предлагаемой по технической сущности и достигаемому эффекту является установив для выбивки литейных форм, изготовленных методом вакуумно-пленочной формовки. Эта установка включает перегружатель опок с вилкой и разделителем опок, выбивную решетку t2.
Общим недостатком известных выбивных установок йвляется то, что при изготовлении крупногабаритных отливок под воздействием теплоты залитого металла пленки, расположенные внутри опок, могут полностью
выгорать, при этом остатки пленок могут прилипать к ладу и контрладу опок, в результате этого для обеспечения следующей формовки требуется удаление остатков пленок вручную.
Цель изобретения - обеспечение надежного отделения пленок от опок и их удаление.
Указанная цель достигается тем, что установка, содержащая перегружатель опок с вилкой.и разделителем опок, выбивную решетку и подвижные захваты пленок, снабжена подвижной в горизонтальной плоскости кареткой, а подвижные захваты пленок смонтированы на каретке с возможностью взаимодействия с краями пленок, выступающими за внешний контур опок.
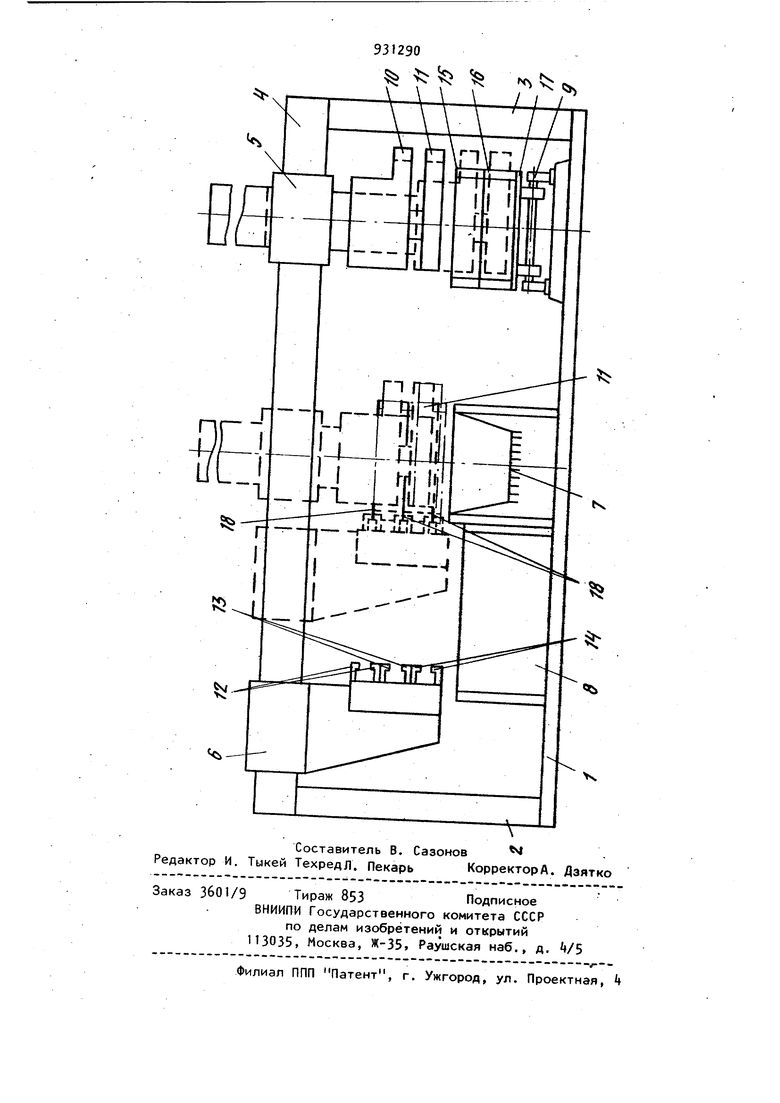
На чертеже представлена выбивная установка, общий вид.
Установка содержит основание 1 с закрепленными на нем стойками 2 и 3. на которых закреплена направляющая 4 для перемещения по ней перегружателя 3-93 5 опок и подвижной в горизонтальной плоскости каретки 6, выбивную решетку 7 утилизатор 8, транспортно-зали вочное устройство 9, смонтированные на перегружателе 5 опок вилку 10 и . разделитель 11 опок и подвижные зах ваты 12, 13 и И, размещенные на каретке 6. Установка работает следующим обра зом. Залитая форма в ondpax 15 и 16, установлейная на поддоне 17, перемещаясь с помощью транспортно-заливочного устройства 9. устанавливается под перегружателем 5 опок. Опускаясь в нижнее положение, вилка 10 и разделитель 11 опок захватывают опоки 15 и 16 с помощью полых захватов (не показаны), через которые фо ма вакуумируется. После чего вилка 10 и разделитель 11 опок снимают опо ки 15 и 16 с поддона 17 и устанавли вают их на выбивной решетке 7, а каретка 6 с установленными на ней рас крытыми подвижными захватами 12,,13 и 14 подходит к опокам, захваты 12, 13 и 1 закрываются и зажимают края пленок 18, выступающие за внешний контур опок 15 и 16. Затем вакуум сбрасывается и формо вочная смесь вместе с отливкой попа дают на выбивную решетку 7, при это верхняя и нижняя пленки удерживаются захватами 12 и 1, а средние зажаты между опоками 15 и 16 и дополнительноудерживаются захватами 13. После выбивки разделитель 11 опок отделяет нижнюю опоку 16 от верхней опоки 15, а каретка 6 с захватами 12, 13 и I, в которых зажаты края пленок, перемещается по направляющей k в крайнее левое положение, где зах ваты 12, 13 и }k разводятся и остатки пленок попадают в утилизатор. Перегружатель 5 опок перемещается в крайнее правое положение, вилка 10 с разделителем 11 опок устанавливают опоки 15 и 16 на поддон 17, полые захваты разводятся, после чего опоки поступают на очередную формовку. При заливке крупногабаритных форм пленки внутри опок могут почти полностью выгорать,при этом оставшиеся края пленок оплавляются и могут частично прилипать к ладу и контрладу опок. Края пленок, выступающие за внешний контур опок, всегда остаются холодными и сохраняют первоначальную прочность, что обеспечивает надежное отделение пленок при захвате их за внешние края. Предлагаемое изобретение исключает необходимость очистки лада и контрлада опок вручную при подготовке опок для очередной формовки. Необходимость периодической остановки литейной линии для удаления вручную остатков пленок с опок приводит к уменьшению производительности линии литья по этой причине на 5%. При годовой производительности линии 1000 т литья и средней стоимости 1 т литья 100 руб экономическая эффективность от использования предлагаемого изобретения составит IOOvlOOO0,05 5000 руб. Формула изобретения Выбивная установка для литейных форм, изготовленных методом вакуумно-пленочной формовки, включающая перегружатель опок с вилкой и разделителем опок, выбивную решетку и подвижные захваты пленок, отличающаяся тем, что, с целью обеспечения надежного отделения пленок от опок и их удаления, она снабжена подвижной в горизонтальной плоскости кареткой, а подвижные захваты пленок смонтированы на каретке с возможностью взаимодействия с краями пленок, выступающими за внешний контур опок. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 632485, кл.,:В.22 D 29/00, 1977. 2.Авторское свидетельство СССР № 804202, кл. В 22 D 29/00, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Выбивная установка | 1979 |
|
SU804202A1 |
| Установка для выбивки литейных форм | 1977 |
|
SU632485A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |
| Опока для вакуумно-пленочной формовки | 1980 |
|
SU959898A1 |
| Выбивное устройство | 1980 |
|
SU921673A1 |
| Установка для выбивки крупногабаритных литейных форм | 1978 |
|
SU722677A1 |
| Способ выбивки литейных форм, изготовленных методом вакуумно-пленочной формовки и установка для его осуществления | 1990 |
|
SU1724417A1 |
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| Горизонтально-замкнутый конвейер для литейных опок | 1977 |
|
SU737318A1 |
| Автоматическая линия для производства отливок по вакуум-процессу | 1978 |
|
SU766744A1 |