Изобретение относится к литейному производству, а именно к выбивке литейных форм, изготавливаемых методом вакуумно- пленочной формовки.
Известны способы выбивки литейных вакуумно-пленочных форм, включающие герметизацию контрлада нижней опоки эластичной пластиной, с перфорированной опорой, имеющей надрезы, образующие отгибающиеся лепестки. После заливки и охлаждения отливки перфорированную опору смещают относительно эластичной пластины до совмещения лепестков пластины с отверстиями опоры, после чего отключают вакуумную систему.
Известны также выбивные решетки мод. 31211.
К недостаткам способов следует отнести отсутствие возможности разделения песка и пыли в процессе выбивки, а также запыленность в рабочем пространстве приемного устройства под выбивной решеткой.
Известен способ выбивки литейных форм, изготовленных методом вакуумно- пленочной формовки, включающий установку формы на выбивную решетку, разрушение пленки на нижней опоке между проставками решетки, отключение вакуума.
Наиболее близким к изобретению является устройство для выбивки литейных форм, изготовленных методом вакуумно- пленочной формовки.
Недостатки известного способа и устройства заключаются в том, что они не обеспечивают разделение песка и пыли, а также удаление последней в процессе выбивки. Кроме того, не решен вопрос удаления песка из приемного бункера, установленного
ч|
ГО
Ifc
под выбивной решеткой в общем цикле работы оборудования, что не позволяет завязать в непрерывную технологическую цепочку процесс изготовления форм, заливки металла, выбивки, очистки песка и подачи его на формовку, что значительно сужает технологические возможности известного способа выбивки форм и используемых при этом устройств.
Целью изобретения является уменьшение пылевыделения.
Поставленная цель достигается тем, что в способе выбивки литейных форм, изготовленных методом вакуумно-пленочной формовки, включающей установку формы на выбивную рещетку, разрушение пленки на нижней опоке и отключение вакуума от формы в процессе заполнения бункера выбивной решетки песчаной смесью, верхнюю часть бункера вакуумируют через полую перегородку, а по окончании выбивки вакуум создают в донной части бункера, при этом в верхней части создают избыточное давление. Кроме того, установка для выбивки литейных форм, изготовленных методом вакуума пленочной формовки, содержащей приемный бункер с установленной на нем выбивной решеткой, снабжена всасывающим патрубком для удаления песка и гори- зонтальной полой перфорированной зубчатой перегородкой, размещенной в верхней части приемного бункера, а полость перегородки сообщена с системами вакуумирования и нагнетания воздуха с возможностью их поочередного включения, при этом всасывающий патрубок для удаления песка размещен в нижней части приемного бункера и соединен с вакуум-системой. В нижних углах зубьев перегородки выполнены отверстия, в которых установлены обратные клапаны, а в верхних углах выполнены отверстия, посредством которых полость перегородки сообщена с нижней частью бункера. Обратный клапан выполнен в виде горизонтальной эластичной пластины, расположенной под отверстием, один край пластины жестко закреплен на перегородке, а другой установлен с возможностью отгибания в сторону донной части бункера, Давление разрежения при вакуумировании в верхней части бункера 0,01-0,03 атм, а в нижней части 0,2-0,3 атм.
Таким образом, горизонтальная полая перфорированная зубчатая перегородка, ее расположение в бункере с возможностью через нее создавать в верхней части бункера поочередно разрежение и избыточное давление, а также наличие патрубка для удаления песка, его месторасположения и
связь с вакуум-системой обеспечивают отделение пыли от песка в процессе выбивки, удаление пыли, удаление песка из бункера выбивной решеткой с возможностью его
подачи на формовку, т.е. обеспечивает замкнутый технологический цикл.
Опытную проверку проводят при выбивке вакуумируемых опок размером 3,5x2 м с залитой отливкой рама пианино согласно
0 предлагаемому способу.
Форму установили на выбивную решетку, под которой находится приемный бункер. Перед установкой пленку на нижней опоке разрушают, а к полой перегородке
5 подключают вакуум. Высыпающаяся в бункер через сквозное отверстие перегородки песчаная смесь за счет турбулентности потока и разной массы песка и пыли начала разделяться. Песок оседает в донной части
0 бункера, а пыль стремится подняться и попадает в верхние углы зубчатой перегородки, где через глухие отверстия отсасывается вакуумом через полость перегородки для дальнейшей переработки, на фильтр и пы5 лесборники. Пределы вакуумирования 0,01- 0,03 обеспечивают выполнение этой операции. При увеличении вакуумирования (более 0,03 атм) начинается затягивание в систему песка. При вакуумировании (менее
0 0,01 атм) не обеспечивается полное удаление пыли.
После завершения выбивки опоку удаляют, вакуумйрование верхней части бункера отключают и включают вакуумйрование
5 донной части бункера. Обе системы работают от одного вакуум-насоса, но осуществляются по разным вакуум-приводам.
Создаваемый в донной части бункера вакуум 0,2-0,3 атм обеспечивает подачу пе0 ска из бункера для дальнейшей работы в циклоны для охлаждения, очистки и подачи на формовку.
Величина вакуума менее 0,2 атм оказывается недостаточна для изъятия песка из
5 бункера, а более 0,3 нецелесообразна, так как при выполнении одной и той же функции - удаление песка из бункера, происходит повышенный расход электроэнергии и воды вакуум-насоса, а также повышается износ
0 вакуум-привода за счет движения скорости движения песка.
При вакуумировании донной части бункера происходит разрежение свободной рабочей зоны бункера, выравнивается
5 давление в бункере и вакуум-системе, что углубляет процесс удаления песка. Для компенсации разрежения бункера в его верхней части через полую перегородку создают избыточное давление подачи сжатого воздуха из цеховой магистрали через трубу с запорным вентилем, врезанную в вакуум-систему перегородки. Кроме этого, создаваемое избыточное давление запирает обратный клапан сквозного отверстия перегородки, создавая в рабочей зоне бункера требуемый эффект за счет отсечки рабочей зоны от атмосферы.
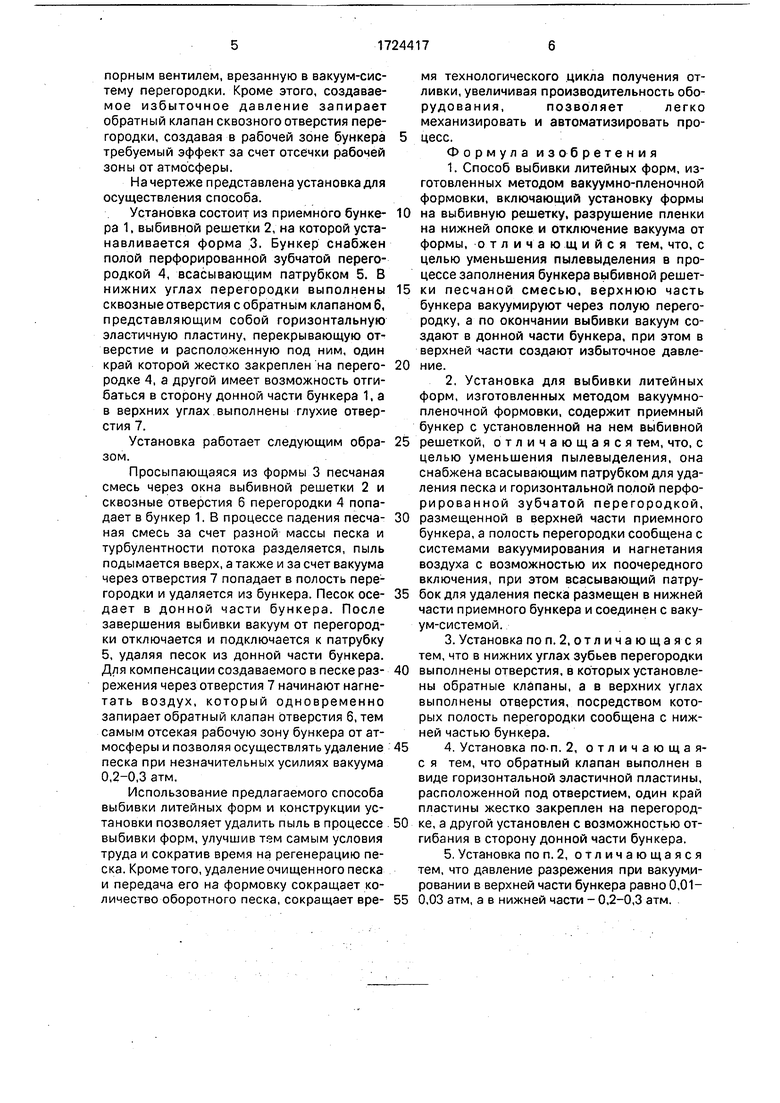
На чертеже представлена установка для осуществления способа.
Установка состоит из приемного бунке- ра 1, выбивной решетки 2, на которой устанавливается форма 3. Бункер снабжен полой перфорированной зубчатой перегородкой 4, всасывающим патрубком 5. В нижних углах перегородки выполнены сквозные отверстия с обратным клапаном 6, представляющим собой горизонтальную эластичную пластину, перекрывающую отверстие и расположенную под ним, один край которой жестко закреплен на перего- родке 4, а другой имеет возможность отгибаться в сторону донной части бункера 1, а в верхних углах выполнены глухие отверстия 7.
Установка работает следующим обра- зом.
Просыпающаяся из формы 3 песчаная смесь через окна выбивной решетки 2 и сквозные отверстия 6 перегородки 4 попадает в бункер 1. В процессе падения песча- ная смесь за счет разной массы песка и турбулентности потока разделяется, пыль подымается вверх, а также и за счет вакуума через отверстия 7 попадает в полость перегородки и удаляется из бункера. Песок осе- дает в донной части бункера. После завершения выбивки вакуум от перегородки отключается и подключается к патрубку 5, удаляя песок из донной части бункера. Для компенсации создаваемого в песке раз- режения через отверстия 7 начинают нагнетать воздух, который одновременно запирает обратный клапан отверстия 6, тем самым отсекая рабочую зону бункера от атмосферы и позволяя осуществлять удаление песка при незначительных усилиях вакуума 0,2-0,3 атм.
Использование предлагаемого способа выбивки литейных форм и конструкции установки позволяет удалить пыль в процессе выбивки форм, улучшив тем самым условия труда и сократив время на регенерацию песка. Крометого, удаление очищенного песка и передача его на формовку сокращает количество оборотного песка, сокращает вре-
мя технологического цикла получения отливки, увеличивая производительность обо- рудования,позволяетлегко
механизировать и автоматизировать процесс.
Формула изобретения
1.Способ выбивки литейных форм, изготовленных методом вакуумно-пленочной формовки, включающий установку формы на выбивную решетку, разрушение пленки на нижней опоке и отключение вакуума от формы, отличающийся тем, что, с целью уменьшения пылевыделения в процессе заполнения бункера выбивной решетки песчаной смесью, верхнюю часть бункера вакуумируют через полую перегородку, а по окончании выбивки вакуум создают в донной части бункера, при этом в верхней части создают избыточное давление.
2.Установка для выбивки литейных форм, изготовленных методом вакуумно- пленочной формовки, содержит приемный бункер с установленной на нем выбивной решеткой, отличающаяся тем, что, с целью уменьшения пылевыделения, она снабжена всасывающим патрубком для удаления песка и горизонтальной полой перфо- рированной зубчатой перегородкой, размещенной в верхней части приемного бункера, а полость перегородки сообщена с системами вакуумирования и нагнетания воздуха с возможностью их поочередного включения, при этом всасывающий патрубок для удаления песка размещен в нижней части приемного бункера и соединен с вакуум-системой.
3.Установка по п. 2, отличающаяся тем, что в нижних углах зубьев перегородки выполнены отверстия, в которых установлены обратные клапаны, а в верхних углах выполнены отверстия, посредством которых полость перегородки сообщена с нижней частью бункера.
4.Установка по-п. 2, отличающая- с я тем, что обратный клапан выполнен в виде горизонтальной эластичной пластины, расположенной под отверстием, один край пластины жестко закреплен на перегородке, а другой установлен с возможностью отгибания в сторону донной части бункера.
5.Установка по п. 2, отличающаяся тем, что давление разрежения при вакуум.и- ровании в верхней части бункера равно 0,01- 0,03 атм, а в нижней части - 0,2-0,3 атм.
2 -ЛУ-.
-4
| название | год | авторы | номер документа |
|---|---|---|---|
| Опока для вакуумной формовки | 1980 |
|
SU952416A1 |
| Способ выбивки литейных форм и установка для его осуществления | 1987 |
|
SU1423276A1 |
| Установка для выбивки крупногабаритных литейных форм | 1978 |
|
SU722677A1 |
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| Выбивная установка | 1979 |
|
SU804202A1 |
| Выбивное устройство | 1980 |
|
SU921673A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |
| Установка для изготовления и выбивки форм из сыпучего материала при литье по газифицируемым моделям | 1990 |
|
SU1773550A1 |
| Способ выбивки литейных форм,изготовленных методом вакуумно-пленочной формовки | 1984 |
|
SU1235651A1 |
| УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И ВИБРАЦИОННОЕ ВЫБИВНОЕ УСТРОЙСТВО | 1990 |
|
RU2015840C1 |
Изобретение относится к литейному производству, а именно к выбивке литейных форм, изготовленных методом вакуумнопленочной формовки. Цель изобретения - уменьшение пылевыделения в процессе заполнения бункера выбивной решетки песчаной смесью. Пылевыделение уменьшается за счет разделения песчаной смеси на пыль и песок в процессе заполнения бункера выбивной решетки путем вакуумирования верхней части бункера, затем нижней при одновременном создании избыточного давления в верхней части бункера. Для осуще- ствления способа приемный бункер снабжен горизонтальной зубчатой перегородкой, соединенной с системой вакуумирования и нагнетания воздуха и всасывающим патрубком для удаления песка, при этом отверстия в нижних углах зубьев перегородки сквозные, снабженные обратным клапаном, а в верхних углах зубьев - глухие. 2 с. и 3 з.п. ф-лы, 1 ил. (Л
| Способ выбивки литейных форм,изготовленных методом вакуумно-пленочной формовки | 1984 |
|
SU1235651A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
