Изобретение относится к области литейного производства и может быть использовано для изготовления отливок способом вакуумной формовки. Известно несколько типов механизированных и автоматических линий для производства отливок по вакуум-процессу, созданных японскими фирмами. Известна специализированная пото но-механическая линия производства фир1иы Синто Когио , на которой осуществляется формовка, заливка и выбивка отливок чугунных ванн 1. Недостаткагли этой линии являются узкая специализация по номенклатуре и невысокая производительность. Известна также линия вакуумной формовки, представляющая собой горизонтально-замкнутый тележечный кон вейер с формовочной установкой,, выбивной решеткой и системой транспортеров для песка, вакуумные насосы ресивер, кантователвг бункер, горел и монорельс 2. На данной линии освоено производртво свыше 50 наименований отливок, но недостатком ее является невозможность одновременного производства от ливок, значительно отливающихся друг . от друга по весу. Известна также автоматическая линия для производства отливок по вакуумпроцессу, содержащая горизонтально замкнутый конвейер с вакуумной системой, формовочные машины для полуформ низа и верха, кантователь, механизмы для передачи полуформ на горизонтально-замкнутый конвейер и их сборки, устройство для установки грузов на формы, выбивную решетку, установленную между ветвями горизонтально-замкнутого конвейера, и средство для передачи заЛитых форм на выбивную решетку, имеющее с кареткой направляющие, смонтированное над выбивной решеткой и одной из ветвей горизонтально-замкнутого конвейера 3). При изготовлении на указанной линии отливок большего веса, требующих, длительного охлаждения, .требуется значительное увеличение длины горизонтально-замкнутого конвейера, что приЬодит к увеличению потребности в опочной оснастке, либо приводит к остановке линии на период охлаждения отливок, что приводит к снижению производительности.
Целью предлагаемого изобретения является возможность одновременного изготовления отливок различных по весу для повышения ее производительности и сокращения парка опок.
Цель достигается за счет того, что автоматическая линия снабжена допол-. нительным конвейером для охлаждения отливок, коробами, размещенными на кгикдой его тележке, распределительным столом, установленным между выбивной решеткой и одной из ветвей горизонтапьно-эгиикнутого конвейера с приводом для возвратно-поступательного . перемещения в вертикальной плоскости, второй кареткой, расположенной на направляющих, средства для перемещения залитых форм на выбивную решетку, причем направляющие продолжены над одной из ветвей конвейера для охлаждения отливок, перпендикулярно его оси.
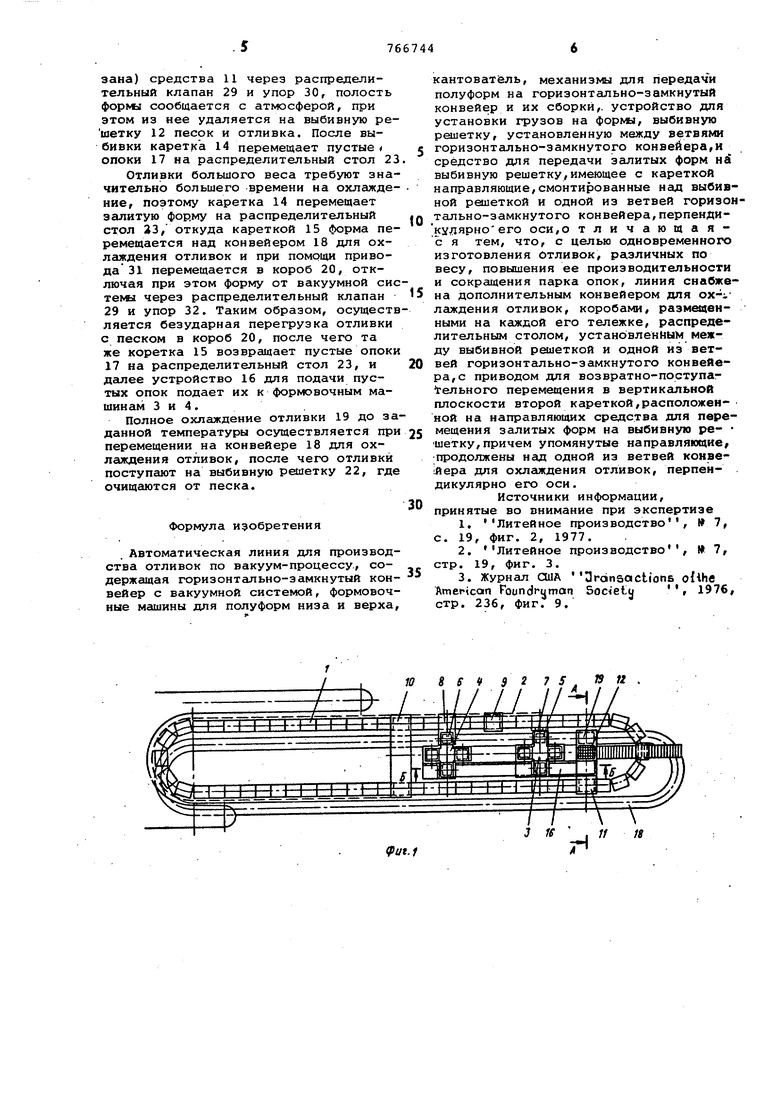
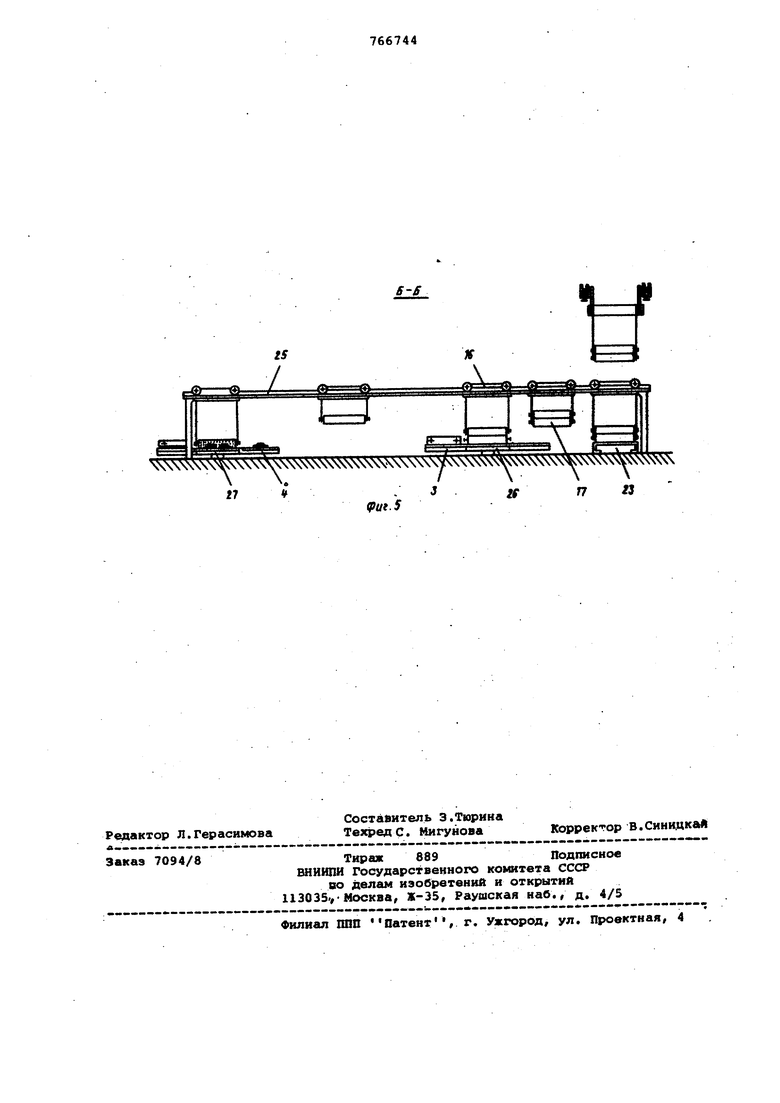
На фиг. 1 изображена схема автоматической линии для изготовления отливок по вакуум-процессуг на фиг. 2часть линии, в увеличенном масщтабег на фиг. 3 - схема конвейера для охлаждения отливок в коробах с выбивной решеткой; на фиг. 4 - разрез А-А фиг. 1, на фиг. 5 - разрез В-Б фиг.1о Автоматическая линия для изготовления отливок по вакуум-процессу содержит горизонтально-замкнутый тележе ный конвейер 1 с типовой вакуумной . системой 2, между ветвями которого установлены четырехпозиционные формовочные машины 3 и 4 известной конструкции для полуформ 5 и 6 низа и верха, кантователь 7, подающий полуформу 5 низа на горизонтальнозамкнутый конвейер 1, механизм 8 перадачи полуформ б верха на Иоризон- тально-замкнутый конвейер 1 и сборки форм, механизм 9 установки стержней, установленный на формовочно-заливочг ной и охладительной ветвях горизонтально-замкнутого конвейера 1, механизм 10 установки грузов (на чертеже не показаны) на собр анную форму средство 11 для передачи запитых форм на выбивную решетку 12, имеющее направляющие 13 и каретки 14 и 15, и устройство 16 дпя подачи пустых опок 1 к формовочным машинам 3 и 4.
Механизм 10 для установки грузов, средство 11 для передачи залитых фор и устройство 16 для подаЧи пустых опок представляют собой манипуляторы выполненные по схеме мостового крана
Под горизонтально-замкнутым конвейером 1 смонтирован конвейер 18 для охлаждения отливок 19 в коробах 20, установленных на тeJ7ёжкax 21 конвейера 18 с выбивной ранеткой 22.
Конвейер 18 для охлаждения отливо 19 в коробах 20 может быть выполнен горизонтгшьно или вертикально-замкну тын или расположенным рядом с горизотально-зеи 1кнутым конвейером 1.
Автоматизированная линия работает следующим образом.
После выбивки залитой формы на выбивной решетке 12, комплект пустых опок 17 поступает на распределительный стол 23 и при помощи устройства 16 для подачи пустых опок, имеющего каретку 24 и направлякицие 25, передается на стол 26 формовочной машины 3, где осуществляется распаровка : опок. Опока верха поступает на йтол 27 формовочной машины 4.
Формовочные машины 3 и 4 на своих рабочих позициях могут использовать одновременно одинаковые, либо различные модели. Изготовление полуформ осуществляется следующим образом; обтягивание пленкой, нанесение огнеупорно Г9 покрытия, сушка, засыпка- песка, съем готовой полуфорг л.
Кантователь 7, подающий полуформу 5 низа на горизонтально-замкнутый конвейер 1, осуществляет захват полуформ 5 низа и перегружает ее с одновременной кантовкой на 180® на тележку горизонтально-замкнутого конвейера 1, где она, через распределительный клапан 28 подключается к вакуумной системе 2 горизонтально-замкнутого конвейера 1.
В последствии, при передаче, к очередному механизму линии, полуформы 5 и б подключаются к соответствующей вакуумной системе и отключается от предыдущей через распределительные клапаны известной конструкции.
Полуформа 5 низа перемещается при помощи горизонтсшьно-замкнутого конвейера 1 к механизму 19 установки стержней,после чего полуформа 6 верха механизма 8 сборки форм устанавливается на полуформу низа,причем в случае необходимости механизм 8 может осуществлять и кантовку полуформы 6 верха перед сборкой формы для ее осмотра
Собранная форма перемещается к механизму 10 установки грузов, при помощи которого груз снимается с залитой формы, находящейся на охладительной ветки горизонтально-замкнутого конвейера 1, и устанавливается на собранную форму перед заливкой.
Собранная форма заполняется жидким металлом. После затвердевания корочки отливки груз с формы снимается и передается на последующее использование с помощью механизма 10 установки грузов.
Далее форма перемещается по горизонтально-замкнутому конвейеру 1 к средству 11 передачи залитых форм на выбивную решетку 12, где каретка 14, в случае наличия в форме отливок 19 небольшого веса, успевающих охладиться на горизонтально-замкнутом конвейере 1, перемещает форму на выбивную решетку 12, где форма отличается от вакуумной системы (на чертеже не показана) средства 11 через распределительный клапан 29 и упор 30, полость формз сообщается с атмосферой, при этом из нее удаляется на выбивную ре шетку 12 песок и отливка. После выбивки каретка 14 перемещает пустые опоки 17 на распределительный стол 2 Отливки большого веса требуют зна чительно большего времени на охлажде ние, поэтому каретка 14 перемещает залитую форму на распределительный стол аз/ откуда кареткой 15 форма перемещается над конвейером 18 для охлаждения отливок и при помощи привода 31 перемещается в короб 20, отключая при этом форму от вакуумной сис Tei«i через распределительный клапан 29 и упор 32. Таким образом, осуществ ляется безударная перегрузка отливки с песком в короб 20, после чего та же коретка 15 возвращает пустые опоки 17 на распределительный стол 23, и Дсшее устройство 16 для подачи пустых опок подает их к формовочным машинам 3 и 4. Полное охлаждение отливки 19 до за данной температуры осуществляется при перемещении на конвейере 18 для охлаждения отливок, после чего отливки поступают на выбивную решетку 22, где очищаются от песка. Формула изобретения . Автоматическая линия для производства отливок по вакуум-процессу., содержащая горизонтально-замкнутый конвейер с вакуумной системой, формовочные машины для полуформ низа и верха. кантователь, механизмы для передач и полуформ на горизонтально-замкнутый конвейер и их сборки,, устройство для установки грузов на форкы, выбивную решетку, установленную между ветвями горизонтально-замкнутого конвейера,и средство для передачи залитых форм ни выбивную решетку,имеющее с кареткой направляющие,смонтированные над выбивной решеткой и одной из ветвей горизонтально-замкнутого конвейера,перпендикулярноего оси,о тличающаяс я тем, что, с целью одновременного изготовления отливок, различных по весу, повышения ее производительности и сокращения парка опок, линия снабжена дополнительным конвейером для ox-iлаждения отливок, коробами, размещенными на каждой его тележке, распределительным столом, установленным между выбивной решеткой и одной из ветвей горизонтально-замкнутого конвейера, с приводом для возвратно-поступательного перемещения в вертикальной плоскости второй кареткой,расположенной на направляющих средства для перемещения залитых форм на выбивную ре- шетку,причем упомянутые направляющие, ;продолжены над одной из ветвей конве:йера для охлгикдения отливок, перпендикулярно его оси. Источники информации, принятые во внимание при экспертизе 1.Литейное производство , 7, с. 19, фиг. 2, 1977. 2.Литейное производство , 7, стр. 19, фиг. 3. 3.Журнал США 3rQnsactions o{ihe meHcoin Foundfyman Society , 1976, стр. 236, фиг. 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |
| Механизированная линия для изготовления отливок | 1988 |
|
SU1675043A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ | 1961 |
|
SU152728A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Автоматическая линия для безопочной формовки | 1976 |
|
SU651887A1 |
| Автоматическая литейная линия | 1979 |
|
SU865525A1 |
| Установка для выбивки литейных форм | 1980 |
|
SU899265A1 |
| Устройство для выбивки литейных форм | 1979 |
|
SU863173A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ ЧУГУННОЙ ОТЛИВКИ ТЮБИНГА ТОННЕЛЬНОЙ ОБДЕЛКИ ПОДЗЕМНЫХ СООРУЖЕНИЙ МЕТРОПОЛИТЕНА | 2015 |
|
RU2661929C2 |

10 ,J3l2 .
(Put. ч n «
