(54) СПОСОБ ПРОДОЛЬНОГО РЕЗАНИЯ ПЛОСКОГО МАТЕРИАЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ наладки многодисковых ножниц в процессе продольного резания тонких полос | 1988 |
|
SU1720814A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ РУЛОННОГО ИЛИ ЛИСТОВОГО МАТЕРИАЛА НА ПРОДОЛЬНЫЕ ПОЛОСЫ | 2000 |
|
RU2176177C2 |
| Многодисковые ножницы | 1991 |
|
SU1795929A3 |
| ДИСКОВЫЕ НОЖНИЦЫ | 2011 |
|
RU2458765C1 |
| СПОСОБ ПРОДОЛЬНОЙ РЕЗКИ ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2281189C2 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ | 2006 |
|
RU2334599C2 |
| Дисковые ножницы | 1986 |
|
SU1388202A2 |
| СПОСОБ ПОРЕЗКИ ПОЛОСЫ | 2011 |
|
RU2456131C1 |
| Линия порезки рулонной стали | 1986 |
|
SU1338985A1 |
I
Изобретение относится к обработке металлов давлением, в частности к оборудованию для резки, и может быть использовано для порезки плоского материала (листы, ленты) на полосы разной ширины.
. Известен способ резания материала, при котором материал изгибают и затем режут 1.
Однако таким способом нельзя регулировать ширину нарезаемых полос:
Известен также способ резания плоского материала на дисковых ножницах, включающий задачу материала в дисковые ножницы и резку его на несколько полос 2.
Недостатком этого способа является то, что он предназначен для резки плоского материала определенной ширины. При переходе на порезку плоского материала другой ширины необходима переналадка ножевых оправок.
Цель изобретения - регулировка ширины нарезанных полос.
Поставленная цель достигается тем, что при заправке плоского материала в ножницы к нему прикладывают усилие сжатия в поперечном направлении, изгибая его при этом.
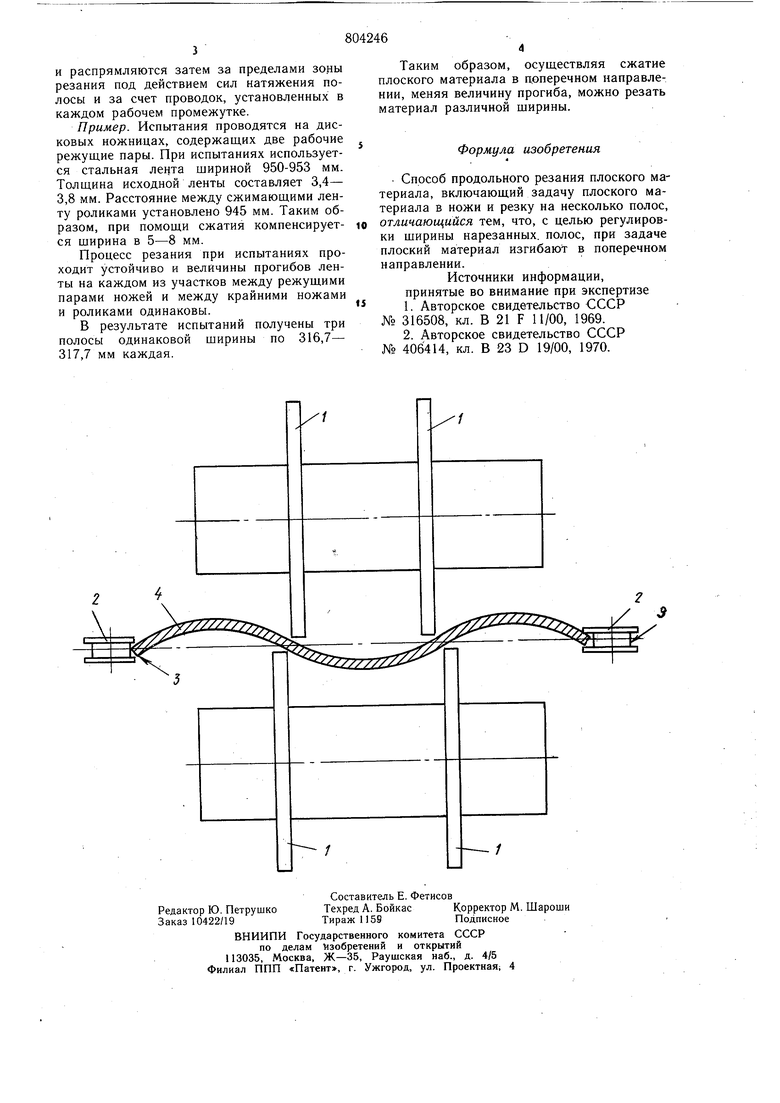
На чертеже показана схема резки плоского материала в Дисковых ножницах с двумя парами ножей.
По обеи.м сторонам дисковых ножниц I устанавливаются ролики 2, которые имеют 5 ручьи 3 для направления краев разрезаемого плоского материала 4. Ролики устанавливаются перед ножницами с обеих сторон ножей, при этом расстояние между роликами и дисковыми ножами определяется шириной разрезаемого плоского материала и шири0 ной нарезанных полос.
При поступлении ленты в зону резания ее края входят в ручьи холостых вращающихся роликов. Так как расстояние между роликами меньше исходной ширины материала, то лента теряет поперечную устойчивость и изгибается. Причем количество точек перегиба стальной ленты соответствует числу режуших пар ножей. Направление изгиба на участках между режущими парами определяется взаимным расположением ножей и совпадает с направлением силы резания относительно точек перегиба. В процессе резания края разрезаемых полос вследствие сил упругости упираются в дисковь1е ножи и еще сильнее затягиваются в ручьи и распрямляются затем за пределами зоны резания под действием сил натяжения полосы и за счет проводок, установленных в каждом рабочем промежутке. Пример. Испытания проводятся на дисковых ножницах, содержащих две рабочие режущие пары. При испытаниях используется стальная лента щириной 950-953 мм. Толщина исходной ленты составляет 3,4- 3,8 мм. Расстояние между сжимающими ленту роликами установлено 945 мм. Таким образом, при помощи сжатия компенсируется ширина в 5-8 мм. Процесс резания при испытаниях проходит устойчиво и величины прогибов ленты на каждом из участков между режущими парами ножей и между крайними ножами и роликами одинаковы. В результате испытаний получены три полосы одинаковой ширины по 316,7- 317,7 мм каждая.
X/
f 6 Таким образом, осуществляя сжатие плоского материала в поперечном направлении, меняя величину прогиба, можно резать материал различной ширины. Формула изобретения Способ продольного резания плоского материала, включающий задачу плоского материала в ножи и резку на несколько полос, отличающийся тем, что, с целью регулировки ширины нарезанных, полос, при задаче плоский материал изгибают в поперечном направлении. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 316508, кл. В 21 F 11/00, 1969. 2.Авторское свидетельство СССР № 406414, кл. В 23 D 19/00, 1970.
