Изобретение относится к машиностроению и может быть использовано при обработке деталей фасонного точного профиля методами врезного глубинного шлифования.
Целью изобретения является повышение производительности и точности обработки.
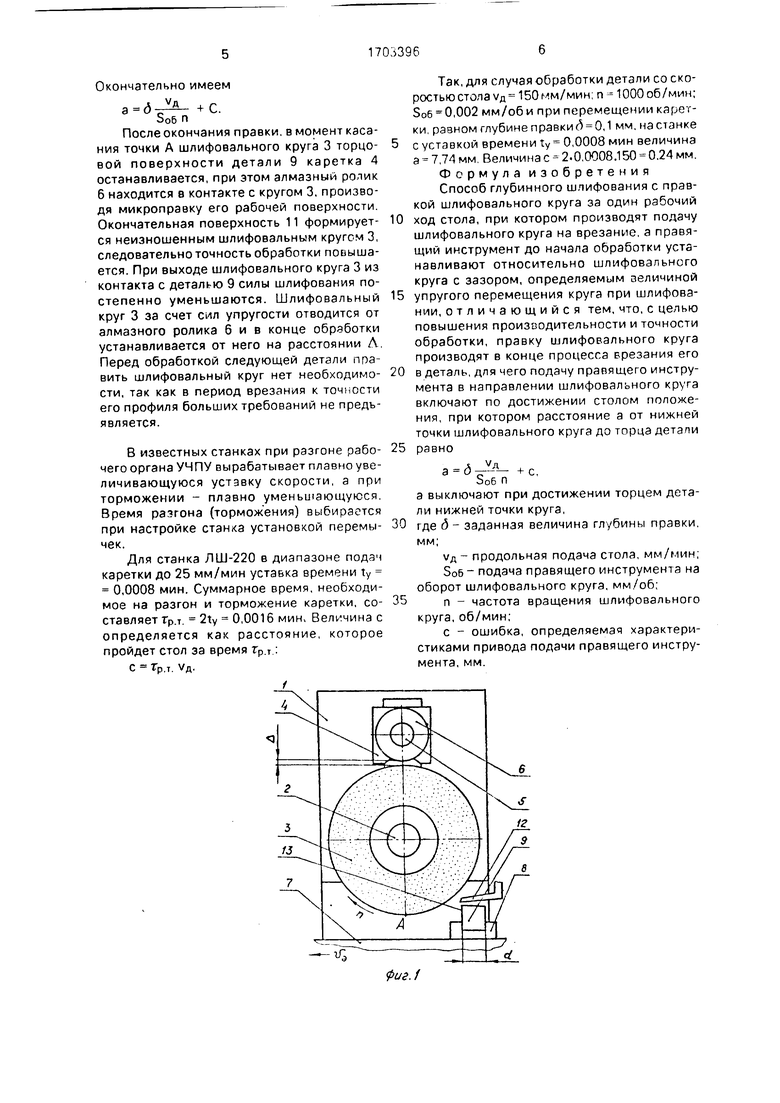
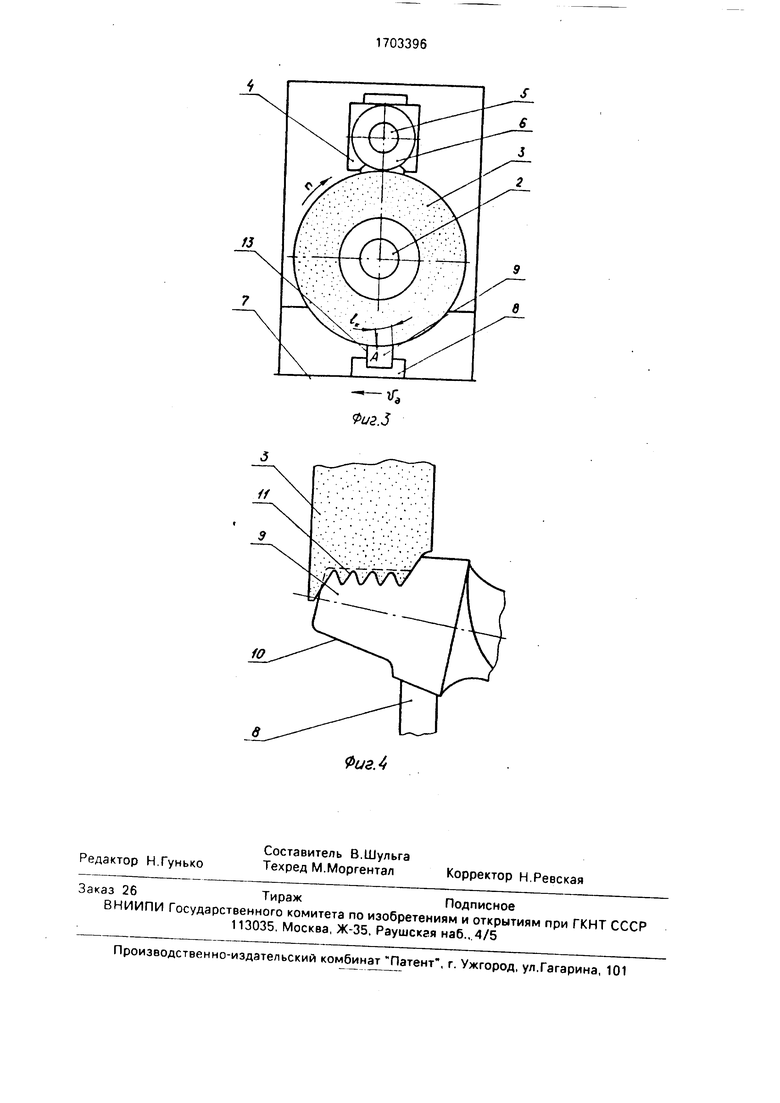
На фиг. 1 показана схема обработки перед началом рабочего хода; на фиг. 2 - то же, в момент начала правки; на фиг. 3 - формирование поверхности детали; на фиг.4 - профиль обработанной детали.
Для осуществления предлагаемого способа на шлифовальной бабке 1 станка размещены шпиндель 2 с шлифовальным кругом 3 и каретка 4 с шпинделем 5, на котором закреплен правящий алмазный ролик 6 На столе 7 станка установлено приспособление 8 с обрабатываемой деталью 9, имеющей длину d. Максимальная величина припуска детали 9 равна t. При этом расчетная величина длины дуги контакта шлифовального круга 3 с деталью 9 определяется как
1кР , где DK - диаметр шлифовального круга.
Однако при малой длине d, а также в процессе врезания и выхода фактическая длина дуги контакта (к шлифовального круга 3 с деталью 9 меньше расчетной. Деталь 9 до шлифования имеет плоские поверхности 10. В начале рабочего хода стола 7 правящий алмазный ролик 6 устанавливается на расстоянии Дог поверхности шлифовального круга 3. Величина А определяется отжа- тием шпинделя 2 при обработке шлифовальным кругом 3 детали 9. На рабочей поверхности круга 3, например при его замене, предварительно должен быть сформирован профиль, соответствующий профилю поверхности 11 окончательно обработанной детали 9. Перемещения шлифовальной бабки 1, каретки 4 с правящим роликом б и сгола 7 с закрепленной на ней деталью 9 осуществляется от устройства числового программного управления (УЧПУ) в соответствии с командами, заданными в кадре управляющей программы.
Столу 7 придается скорость продольной подачи уд. Через сопло 12 для охлаждения зоны обработки подводится смазочно-ох- лаждающая жидкость.
По мере врезания в плоскую поверхность 10 детали 9 круг 3 изнашивается, его профиль теряет точность, одновременно происходит рост сил шлифования и упругой деформации шпинделя 2, за счет которой шлифовальный кругЗ подводится до контакта с алмазным роликом 6. УЧПУ, контролируя положение стола 7, в момент, когда расстояние от торцовой поверхности 13 детали 9 до нижней точки А шлифовального круга 3
станет равным а, включает привод/перемещающий каретку 4 с алмазным роликом 6 в направлении шлифовального круга 3 на заданную в кадре управляющей программы величину глубины правки д. Одновременно
с перемещением каретки 4 УЧПУ, контролируя текущий диаметр D шлифовального круга 3, опускает шлифовальную бабку 1 с подачей Y, равной по величине подаче каретки 4 5об- Таким образом, нижняя точка А
на рабочей поверхности шлифовального круга 3, в которой происходит формирование окончательной поверхности 11 детали 9, остается на постоянном расстоянии b от базовой поверхности стола 7.
Расстояние а выбирается из следующих соображений. Во избежание возникновения неоднородной по качеству поверхности 11 на детали 9 правка должна производиться до начала ее формирования. Кроме того,
при формировании поверхности 11 круг 3 должен быть как можно меньше изношен, следовательно, до начала правки с детали 9 необходимо снять максимальное количество материала припуска. Поэтому подача каретки 4 должна прекращаться в момент, когда точка А шлифовального круга 3 коснется торцовой поверхности 13 детали 9. Момент включения привода подачи каретки 4 определяется через время т, необходимое
для правки шлифовального круга 3 на величину д, Сигнал для включения привода перемещения каретки 4 дает УЧПУ, постоянно контролирующее положение стола 7. УЧПУ дает сигнал на перемещение каретки 4 при
достижении столом 7 определенного положения, в котором расстояние от торцовой поверхности детали 9 до точки А шлифовального круга 3 равно а г уд + с,
где г- время правки, мин;
ул - продольная подача детали, мм/мин; с - ошибка, определяемая характеристиками привода подачи каретки 4 с правящим алмазным роликом 6, мм.
Время правки может быть рассчитано как
г- «
Soen
где д - толщина слоя материала, снимаемо- го при правке с шлифовального круга 3. мм;
S06 - подача каретки 4 на оборот шлифовального круга 3, мм/об;
п - частота вращения шлифовального круга 3, об/мин.
Окончательно имеем
VA
+ С.
Зоб г
После окончания правки, в момент касания точки А шлифовального круга 3 торцовой поверхности детали 9 каретка 4 останавливается, при этом алмазный ролик 6 находится в контакте с кругом 3. производя микроправку его рабочей поверхности. Окончательная поверхность 11 формируется неизношенным шлифовальным кругом 3, следовательно точность обработки повышается. При выходе шлифовального круга 3 из контакта с деталью 9 силы шлифования постепенно уменьшаются. Шлифовальный круг 3 за счет сил упругости отводится от алмазного ролика бив конце обработки устанавливается от него на расстоянии Л Перед обработкой следующей детали править шлифовальный круг нет необходимости, так как в период врезания к точности его профиля больших требований не предъявляется.
В известных станках при разгоне рабочего органа УЧПУ вырабатывает плавно увеличивающуюся устэвку скорости, а при торможении - плавно уменьшающуюся. Время разгона (торможения) выбирается при настройке станка установкой перемы чек.
Для станка ЛШ-220 в диапазоне подач каретки до 25 мм/мин уставка времени ту 0,0008 мин. Суммарное время, необходимое на разгон и торможение каретки, составляет Тр.т. 2ty 0,0016 мин. Величина с определяется как расстояние, которое пройдет стол за время гр.т.:
С Тр.т. Уд.
/
-
Так, для случая обработки детали со скоростью стола УД 150 мм/мин: п 1000 об/мин; Зоб 0,002 мм/об и при перемещении каретки, равном глубине правки (3 0,1 мм. на станке
5 суставкой времени ту 0,0008 мин величина а 7,74 мм, Величина с -- 2.0,0008.150 0.24 мм. Формула изобретения Способ глубинного шлифования с правкой шлифовального круга за один рабочий
10 ход стола, при котором производят подачу шлифовального круга на врезание, а правящий инструмент до начала обработки устанавливают относительно шлифовального круга с зазором, определяемым величиной
15 упругого перемещения круга при шлифовании, отличающийся тем, что, с целью повышения производительности и точности обработки, правку шлифовального круга производят в конце процесса срезания его
20 в деталь, для чего подачу правящего инструмента в направлении шлифовального круга включают по достижении столом положения, при котором расстояние а от нижней точки шлифовального круга до торца детали
25 равно
а +с,
Ьоб П
а выключают при достижении торцем детали нижней точки круга, где д - заданная величина глубины правки, мм;
УД - продольная подача стола, мм/мин;
5об подача правящего инструмента на оборот шлифовального круга, мм/об; 35п - частота вращения шлифовального круга, об/мин;
с - ошибка, определяемая характеристиками привода подачи правящего инструмента, мм.
30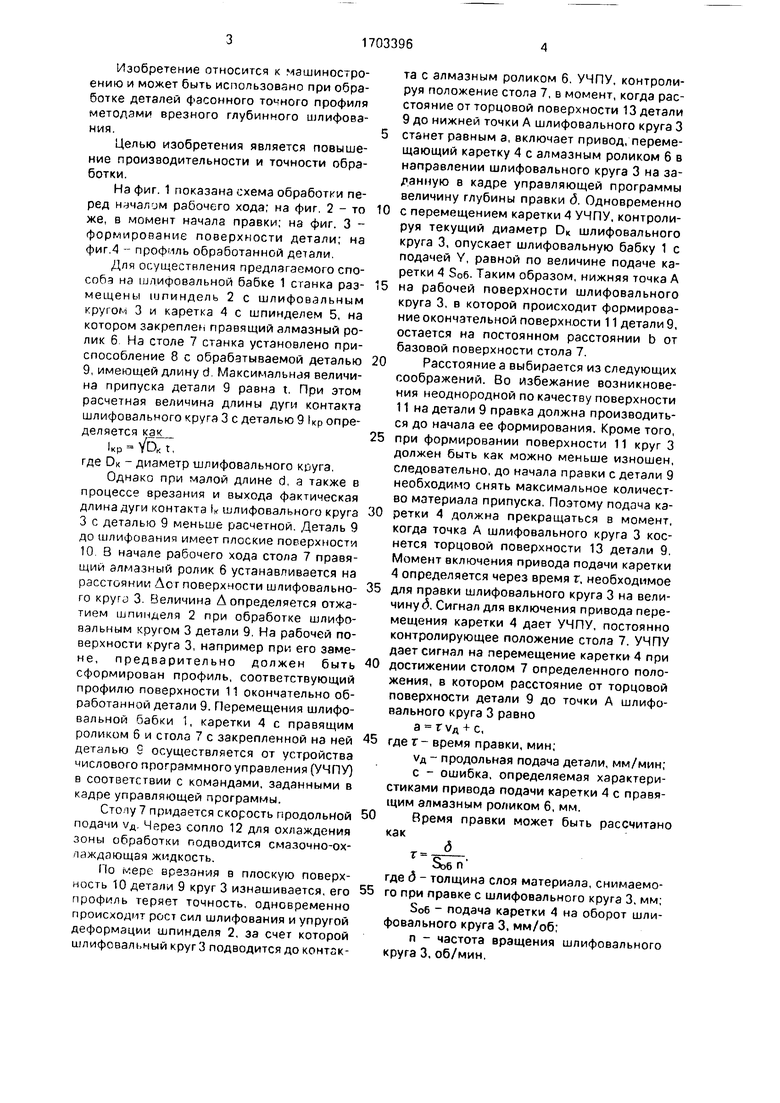
| название | год | авторы | номер документа |
|---|---|---|---|
| Профилешлифовальный станок | 1976 |
|
SU1030142A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛЬНОЙ ПРАВКИ ПЕРИФЕРИИ ШЛИФОВАЛЬНОГО КРУГА | 2005 |
|
RU2319599C2 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| Способ правки шлифовального круга бесцентрово-шлифовального станка | 1987 |
|
SU1553356A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| Круглошлифовальный станок | 1985 |
|
SU1323345A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
Изобретение относится к машиностроению, а более конкретно к обработке металлов резанием. Цель изобретения - повышение производительности и точности обработки. Правящий алмазный ролик 6, установленный на шпинделе 5 каретки 4, перед началом обработки устанавливается на расстоянии Лот рабочей поверхности шлифовального круга 3, установленного на шпинделе 2 шлифовальной бабки 1. Столу 7. на котором в приспособлении 8 закреплена обрабатываемая деталь 9, придается скорость продольной подачи УД. При врезании шлифовального круга 3 в деталь 9 в момент, когда расстояние от нижней точки А на шлифовальном круге 3, формирующей окончательную поверхность детали 9, до ее торцовой поверхности 13 составит а, включается перемещение каретки 4 с алмазными роликом 6. Перемещение каретки 4 осуществляется на установленную глубину правки д. Расстояние а д (vfl/S06 п) + с. где а - расстояние от нижней точки А шлифовального круга 3 до торцовой поверхности 13 детали 9, по достижении которого включают подачу правящего инструмента, мм; S06 подача правящего алмазного ролика 6 на оборот шлифовального круга 3 мм/об; п - частота вращения шлифовального круга 3, об/мин; с - ошибка, определяемая характеристиками следящей системы привода подачи правящего инструмента, мм. Одновременно с перемещением каретки 4 шлифовальная бабка 1 опускается с подачей Y, задаваемой ЧПУ, на величину износа шлифовального круга 3. Таким образом точка А оказывается на постоянном расстоянии о от поверхности стола 7. По достижении точкой А торцовой поверхности детали 9 подачу каретки 4 отключают. Далее деталь 9 обрабатывается заправленным шлифовальным кругом, который формирует окончательный профиль. 4 ил. ел с 4 О СА CJ ю О
| Способ шлифования | 1986 |
|
SU1366364A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
