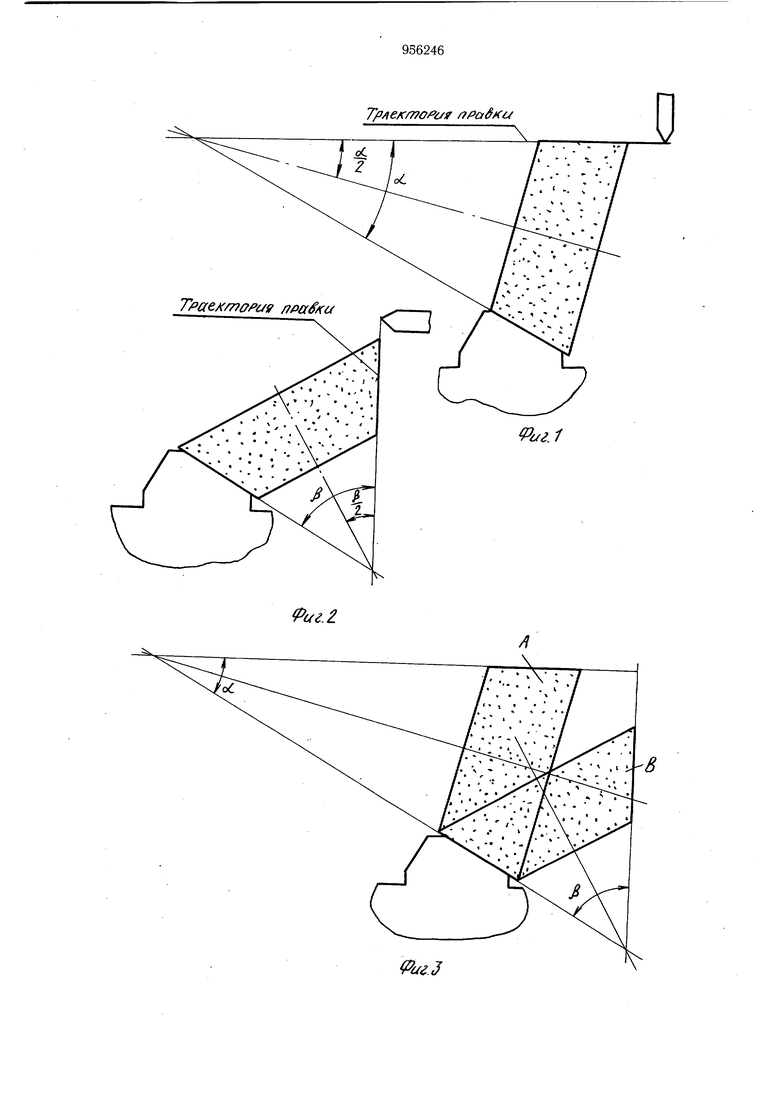
Бального круга, которое составляет по отношению к профилю детали угол не более 45°. На фиг. 1 показана схема осуществления предложенного способа шлифования с горизонтальной траекторией правки; на фиг. 2 - то же, с вертикальной траекторией правки; на фиг. 3 - схема способа шлифования одной и той же поверхности различными кругами с различной траекторией правки; на фиг. 4 - расчетная схема определения величины подачи круга после правки. Для шлифования по предложенному способу одной и той же поверхности правку можно производить по вертикали, либо по горизонтали. При этом правка круга производится со стороны диаметрально противоположной его рабочей стороне, а ось круга расположена на половине угла 1между профилем П1лифуемой поверхности и детали и траекторией правки. Выбор траектории правки (горизонтальная или вертикальная) производится из соображений получения наибольшей производительности. На фиг. 3 показана наклонная поверхность, которая .может быть прри.1лифована как кругом А, так и кругом В. Круг А правится по горизонтали и имеет угол при вершине конуса J., круг В правится по вертикали, его угол при вершине равенуЬ. Углы fi н fj в сумме равны 90°. Производительнее плифовать кругом, имеющим меньший угол при вершине конуса. Поэтому целесообразно выбирать в качестно траектории правки то из имеющихся на станке направлений перемещения щлифовального круга, при котором угол между профилем п лифуемой поверхности и траекторией правки не более 45°. Подачу на врезание при правке производят в плоскости, перпендикулярной траектории правки, правящий инструмент при этом неподвижен, э щлифовальный круг перемешается относительно правящего инструмента. После правки шлифовальный круг подают в направлении, перпендикулярном траектории правки .к детали на величину S, равную S (- + l)i, где t - слой абразива, снятый при правке; d.--угол между профилем шлифуемой юверхности и детали и траекторией правки. Благодаря этому положение рабочей стороны круга относительно шлифуемой поверхности остается неизменным. Таким образом, предложенный способ врезного шлифования обеспечивает повышенную точность обработки, обусловленную неподвижной установкой правяш,его инстру мента и совпадением траектории правки шлифовального круга с одним из направлений его неремеш,ения при обработке. В связи с отсутствием отдельного устройства для правки конструкция.станка при реализации данного способа врезного шлифования фасонной детали .может быть существенно упрошена. Формула изобретения 1. Способ врезного П1лифовання 1фофильной детали дисковым шлифовальным кругом с периодической правкой, согласно которому при правке сообшают относительное перемешение шлифовальному кругу и правяшему инстру.менту по прямолинейной траектории, лежашей в осевой плоскости круга со стороны, диаметрально противоположной линии контакта круга с деталью, и направленной под углом к профилю детали, а ось шлифовального круга располагают под углом к профилю детали, равны.м половине угла между траекторией правки и профилем детали, причем после правки шлифовальный круг подают к детали на величину, которую определяют с учето.м снятого при правке слоя круга, отличающийся тем, что, с целью повышения точн(х:ти обработки, правку осуществляют путем перемещения шлифовального круга относительно неподвижного правящего инстру.мента, причем траекторию правки совметают с одним из направлений перемещения шлифовального круга при обработке, величину подачи шлифовального круга к детали после правки определяют по зависимости ( + )i где S - подача шлифовального круга к детали после правки в направлении, перпендикулярном траектории правки;t - толщина снятого при правке слоя круга; об- угол между траекторией правки и профилем детали. 2. Способ по п. 1, отличающийся тем, что, с целью повышения производительности обработки, траекторию правки совмещают с тем направлением перемещения шлифовального круга, которое составляет по отношению к профилю детали угол не более 45°. Источники информации. принятые во внимание при экспертизе 1. Ящерицин П. И.(Попов С. Д., Наерман М. С. Прогрессивная технология финишной обработки деталей. Минск, «Беларусь, 1978, с. 70 (прототип).
TflAe/ffTJOfair 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки абразивного шлифовального круга | 1986 |
|
SU1526964A1 |
| Способ правки шлифовального круга | 1982 |
|
SU1060446A1 |
| Инструмент для правки многониточных резьбошлифовальных кругов | 1981 |
|
SU1268395A1 |
| СПОСОБ СОВМЕЩЕННОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2150364C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| Способ правки абразивного шлифовального круга | 1986 |
|
SU1526965A1 |
| Устройство для правки шлифовального круга | 1986 |
|
SU1468727A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Способ правки шлифовального круга | 1985 |
|
SU1281390A1 |
| Устройство для правки шлифовального круга | 1982 |
|
SU1033299A1 |
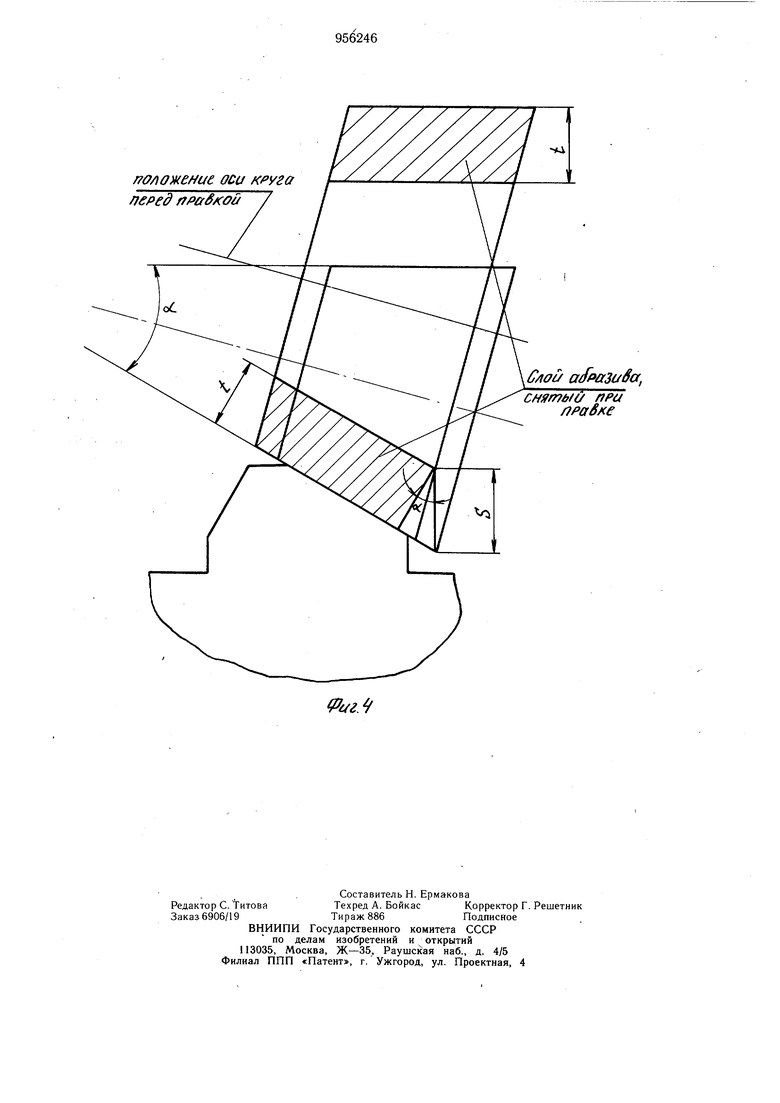
положение, оси круга перед
fflai. C/iOLf afftaSt/Sa, CHffrrfi t{/ пра /7Рав/(е
