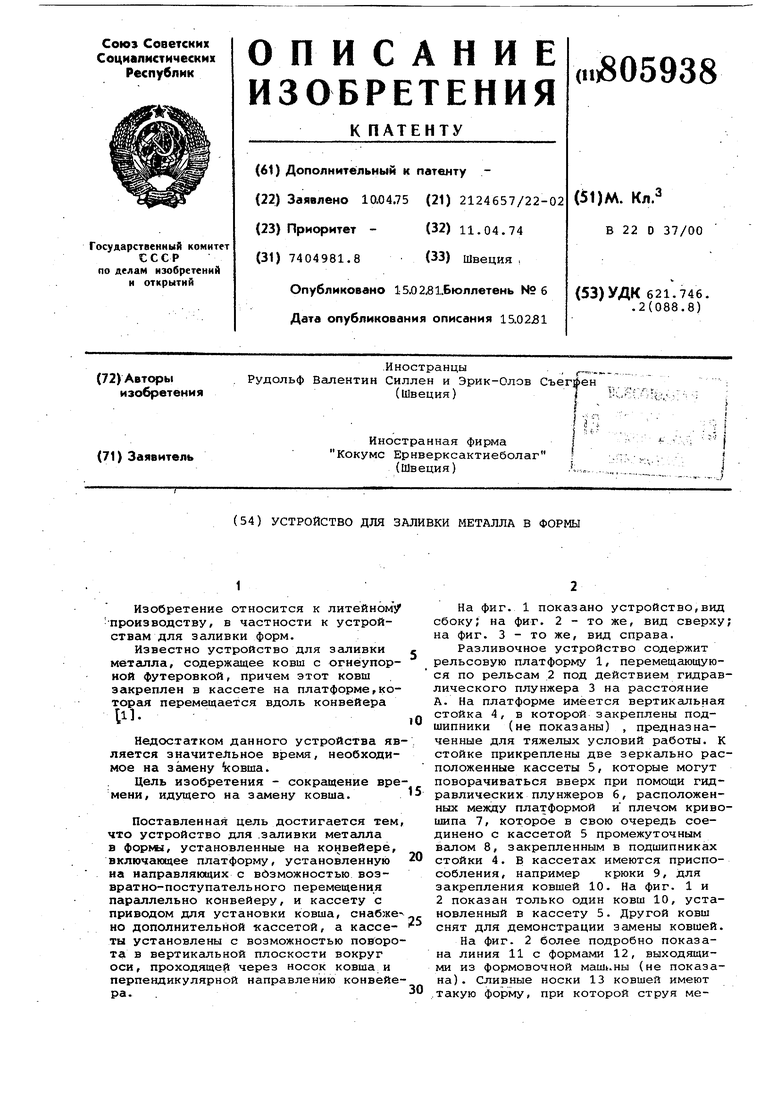
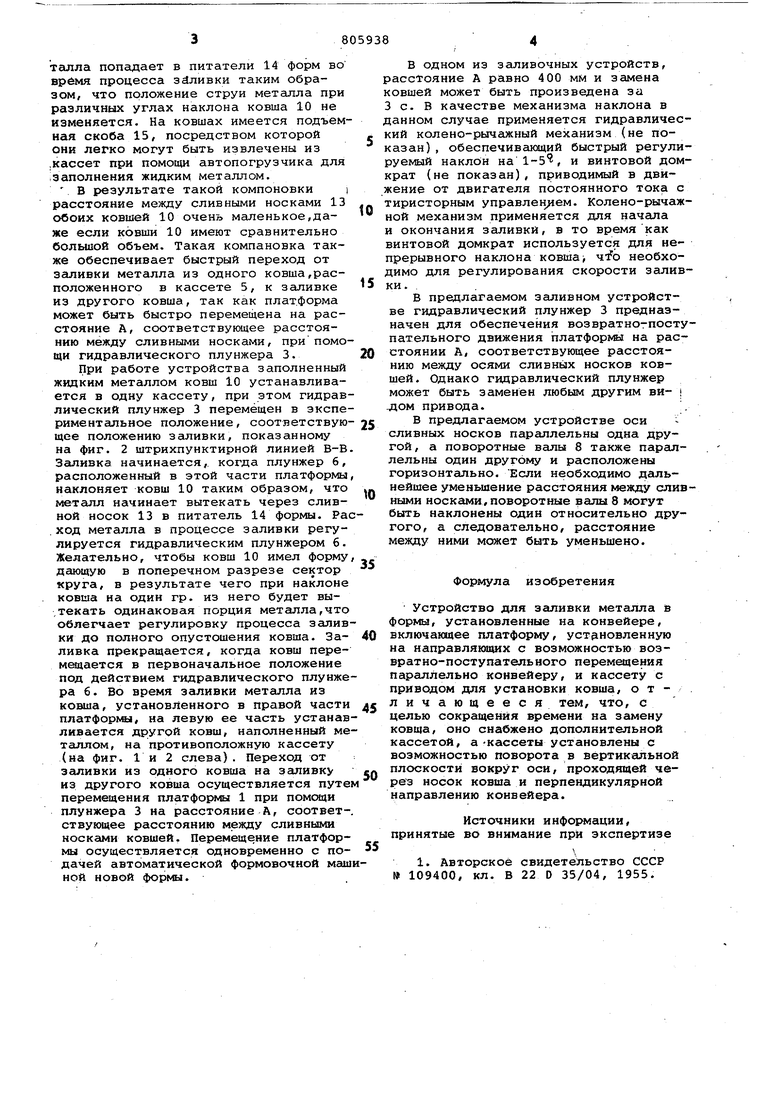
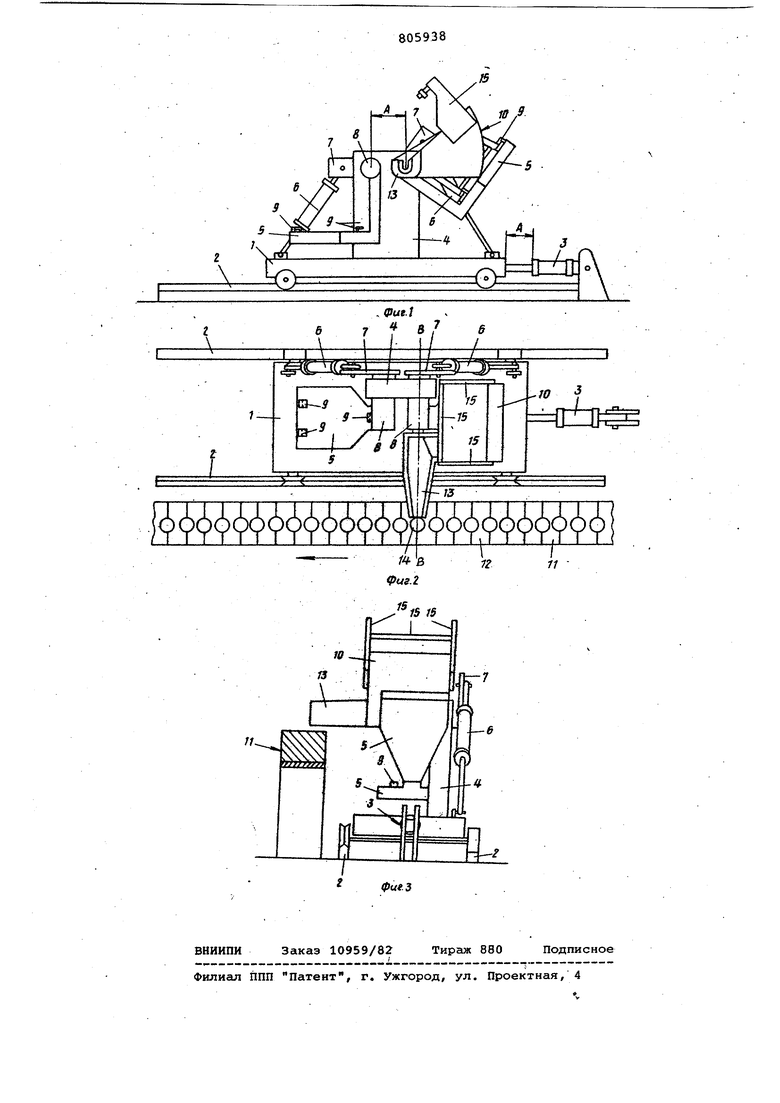
Изобретение относится к литейномУ производству, в частности к устройствам для заливки форм. Известно устройство для згшивки металла, содержащее ковш с огнеупорной футеровкой, причем этот ковш закреплен в кассете на платформе,которая перемещается вдоль конвейера 111. Недостатком данного устройства яв ляется значительное время, необходимое на замену овша. Цель изобретения - сокращение вре мени, идущего на замену ковша. Поставленная цель достигается тем что устройство для .Зсшивки металла в формл, установленные на конвейере, включающее платформу, установленную на направляющих с вдзможностью возвратно-поступательного перемещения параллельно конвейеру, и кассету с приводом для установки ковша, снабже но дополнительной кассетой, а кассеты установлены с возможностью поворо та в вертиксшьной плоскости вокруг оси, проходящей через носок ковша и перпендикулярной направлению конвейе ра. На фиг. 1 показано устройство,вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, вид справа. Разливочное устройство содержит рельсовую платформу 1, перемещающуюся по рельсам 2 под действием гидравлического плунжера 3 на расстояние А. На платформе имеется вертикальная стойка 4, в которой закреплены подшипники (не показаны) , предназначенные для тяжелых условий работы. К стойке прикреплены две зеркально расположенные кассеты 5, которые могут поворачиваться вверх при помощи гидравлических плунжеров 6, расположенных между платформой и плечом кривошипа 7, которое в свою очередь соединено с кассетой 5 промежуточным вгшом 8, закрепленным в подшипниках стойки 4. В кассетах имеются приспособления, например крюки 9, для закрепления ковшей 10. На фиг. 1 и 2 показан только один ковш 10, установленный в кассету 5. Другой ковш снят для демонстрации замены ковшей. На фиг. 2 более подробно показана линия 11 с формами 12, выходящими из формовочной машины (не показана). Сливные носки 13 ковшей имеют .такую форму, при которой струя металла попадает в питатели 14 форм во время процесса заливки таким образом, что положение струи металла при различных углах наклона ковша 10 не изменяется. На ковшах имеется подъемная скоба 15, посредством которой они легко могут быть извлечены из .кассет при помощи автопогрузчика для заполнения жидким металлом. В результате такой компоновки i расстояние между сливными носками 13 обоих ковшей 10 очень маленькое,даже если ковши 10 имеют сравнительно большой объем. Такая компановка также обеспечивает быстрый переход от заливки металла из одного ковша,расположенного в кассете 5, к згшивке из другого ковша, так как платформа может быть быстро перемещена на расстояние А, соответствующее расстоянию между сливными носками, припомощи гидравлического плунжера 3. При работе устройства заполненный жидким металлом ковш 10 устанавливается в одну кассету, при этом гидравлический плунжер 3 перемещен в экспериментальное положение, соответствующее положению заливки, показанному на фиг. 2 штрихпунктирной линией В-В Заливка начинается, когда плунжер 6, расположенный в этой части платформы наклоняет ковш 10 таким образом, что металл начинает вытекать через сливной носок 13 в питатель 14 формы. Ра .ход металла в процессе заливки регулируется гидравлическим плунжером 6. Желательно, чтобы ковш 10 имел форму дающую в поперечном разрезе сектор круга, в результате чего при наклоне ковша на один гр. из него будет вы,текать одинаковая порция металла,что облегчает регулировку процесса залив ки до полного опустошения ковша. Заливка прекращается, когда ковш переметдается в первоначальное положение под действием гидравлического плунже ра 6. Во время заливки металла из ковша, установленного в правой части платфорьш, на левую ее часть устанав ливается другой ковш, наполненный ме таллом, на противоположную кассету (на фиг. 1 и 2 слева). Переход от заливки из одного ковша на заливку из другого ковша осуществляется путе перемещения платформы 1 при помощи плунжера 3 на расстояние А, соответствующее расстоянию между сливными носками ковшей. Перемещение платформы осуществляется одновременно с подачей автоматической формовочной маш ной новой формы. в одном из заливочных устройств, асстояние А равно 400 мм и замена овшей может быть произведена за 3 с. В качестве механизма наклона в анном случае применяется гидравличесий колено-рычажный механизм (не поазан) , обеспечиваквдий быстрый регулируемый наклон на 1-5, и винтовой домкрат (не показан), приводимый в двиение от двигателя постоянного тока с тиристорным управлением. Колено-рычажной механизм применяется для начала и окончания заливки, в то время как винтовой домкрат используется для непрерывного наклона ковша необхоимо для регулирования скорости заливки. В предлагаемом заливном устройстве гидравлический плунжер 3 предназначен для обеспечения возвратнотпоступательного движения платфоркы на расстоянии А, соответствующее расстоянию между осями сливных носков ковшей. Однако гидравлический плунжер может быть заменен любым другим ви- i лом привода.. В предлагаемом устройстве оси сливных носков параллельны одна другой , а поворотные валы 8 также параллельны один другому и расположены горизонтально. Если необходимо дальнейшее уменьшение расстояния между сливными носкс1ми, поворотные валы 8 могут быть наклонены один относительно другого, а следовательно, расстояние между ними может быть уменьшено. Формула изобретения Устройство для заливки металла в формы, установленные на конвейере, включающее платформу, установленную на направлякадих с возможностью возвратно-поступательного перемещения параллельно конвейеру, и кассету с приводом для установки ковша, отличающееся тем, что, с целью сокращения времени на замену ковша, оно снабжено дополнительной кассетой, а -кассеты установлены с возможностью поворота в вертикальной плоскости вокруг оси, проходящей через носок ковша и перпендикулярной направлению конвейера. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 109400, кл. В 22 D 35/04, 1955.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический заливочный конвейер | 1940 |
|
SU76574A1 |
| ЖЕЛОБ ДЛЯ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА | 2012 |
|
RU2490331C1 |
| ЖЕЛОБ ДЛЯ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА | 2008 |
|
RU2373289C1 |
| Устройство для обработки потока расплава металла или жидкого сплава на основе алюминия или магния | 1982 |
|
SU1279535A3 |
| Устройство для заливки жидкого металла | 1975 |
|
SU546432A1 |
| УСТРОЙСТВО ДЛЯ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА | 2020 |
|
RU2736951C1 |
| Устройство для заливки жидкогоМЕТАллА | 1979 |
|
SU821060A1 |
| Устройство для заливки жидкого металла | 1980 |
|
SU876293A1 |
| Желоб для разливки металла | 1978 |
|
SU720277A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПОСРЕДСТВЕННОЙ ЗАЛИВКИ ИЗ КОВША В ЭЛЕКТРИЧЕСКУЮ ПЕЧЬ ЖИДКОГО МЕТАЛЛА | 1995 |
|
RU2149904C1 |
11
