,1
Изобретение относится к обработке металлов давлением, в частности к холодной штамповке деталей типа втулок
Известен штамп изготовления конических втулок путем совмещения вырезки заготовки и гибки ее, содержащий матрицу с отверстием, входные кромки которого расположены на конусной рабочей поверхности, входящий в отверстие пуансон, с симметрично окошенными режущими кромками, между которыми заключена формообразующая рабочая поверхность, и прижим, поверхность которого выполнена эквидистантной рабочей поверхности матрицы. Кромки отверстия в матрице вы-, полнены в форме, отличной от формы развертки втулки, а стенка отверстия, образованная большей дугой развертки, наклонена к оси движения пуансона. Пуансон в своем сечении выполнен в.форме проекций кромок матрицы на горизонтальную плоскость. Образующие конусной поверхности матрицы и рабочей поверхности пуансона выполнены наклонными к оси движения пуансона l ,
Однако наклонное расположение рабочей поверхности матрицы по отношению к оси движения пуансона усложняет конструкцию штампа и технологический процесс его изготовления, а также снижает долговечность штампа. Наиболее близким к предлагаемому является штамп для одновременной вырубки заготовок и гибки втулок, содержащий матрицу с рабочим отверстием, соответствукяцим форме вырубаемой заготовки, и пуансон с симметрично скошенной рабочей поверхностью 2j . Однако в известном штампе нельзя получать втулки в форме усеченного конуса с фасками по торцам.
Цель изобретения - изготовление втулок в форме- усеченного конуса с фасками по торцам.
Для достижения этой цели стенка отверс1;ия матрицы, образованная дугой меньшего размера, выполнена наклонной к оси штампа.
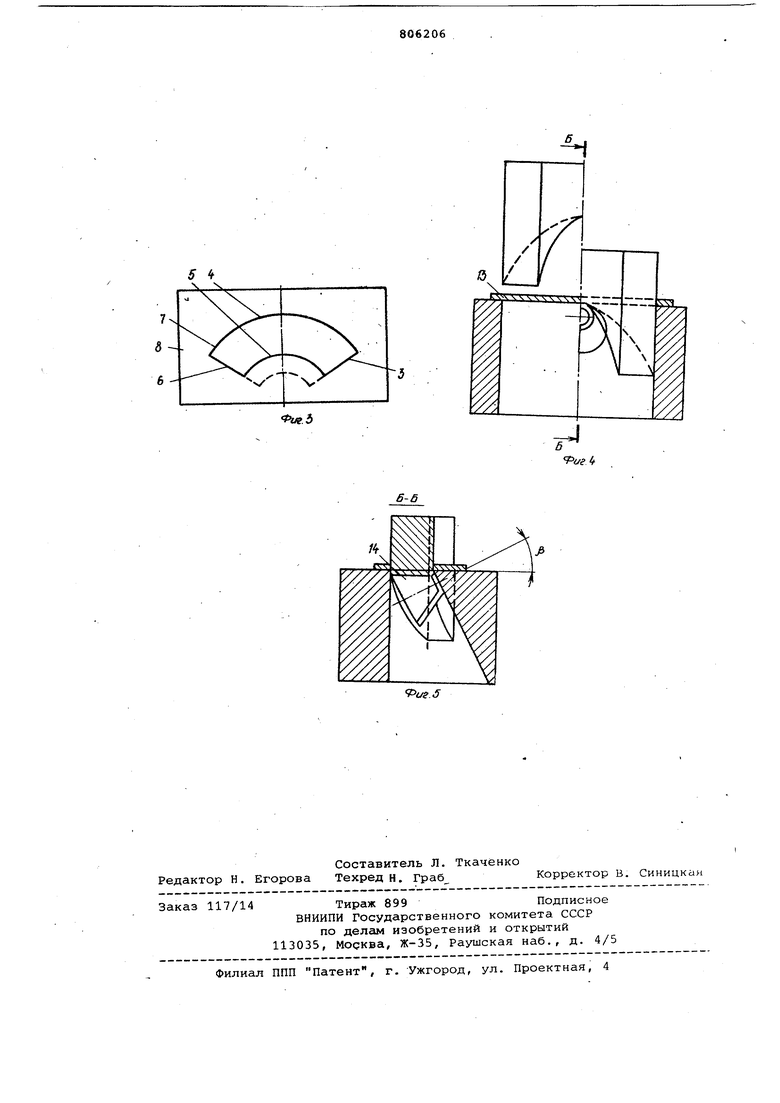
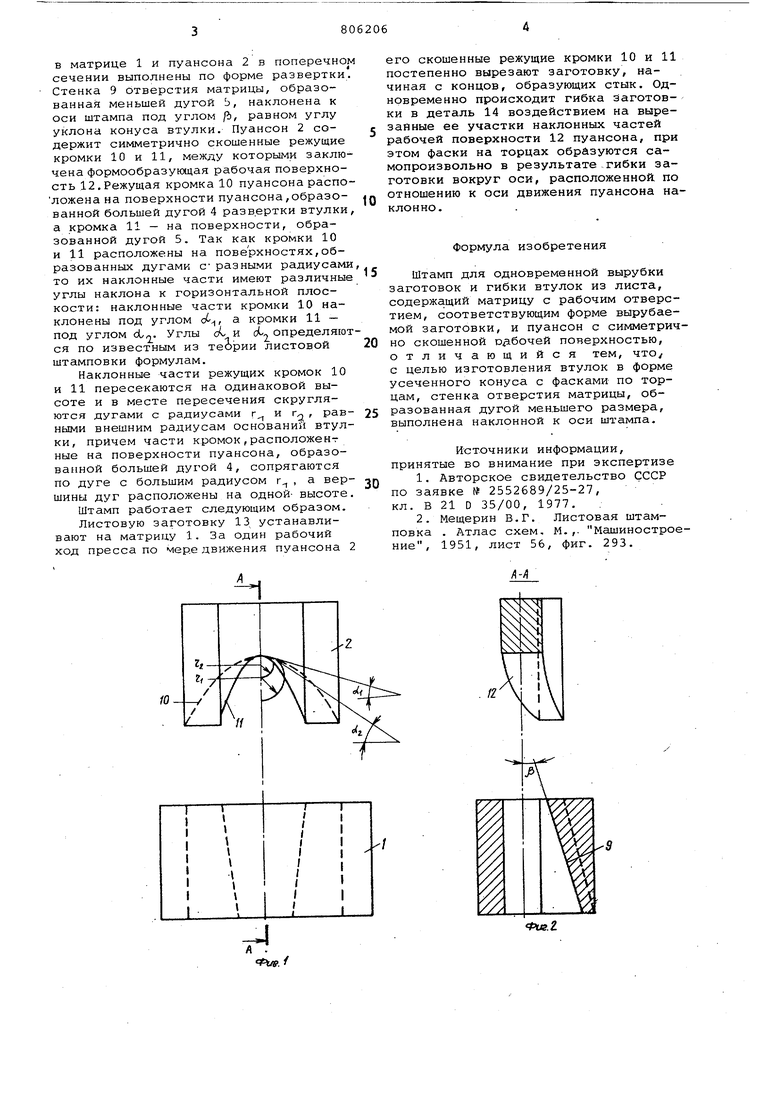
На фиг. 1 изображено устройство, общий вид} на фиг, 2 - разрез А-А на фиг. 1; на фиг. 3 - матрица, вид сверху; на фиг, 4 - устройство в исходном (левая часть) и конечном (правая часть) положениях пуансона (передняя часть матрицы не показана); на фиг. 5 - разрез Б-Б на фиг. 4.
Штамп содержит матрицу 1 и луансон 2, входные кромки 3-6 отверстия 7 в матрице 1 и пуансона 2 в поперечно сечении выполнены по форме развертки Стенка 9 отверстия матрицы, образованная меньшей дугой Ь, наклонена к оси штампа под углом fb, равном углу уклона конуса втулки. Пуансон 2 содержит симметрично скошенные режущие кромки 10 и 11, между которыми заклю чена формообразующая рабочая поверхность 12, Режущая кромка 10 пуансонараспо ложена на поверхности пуансона,образованной большей дугой 4 развертки втулки а кромка 11 - на поверхности, образованной дугой 5. Так как кромки 10 и 11 расположены на поверхностях,образованных дугами Сразными радиусам то их наклонные части имеют различные углы наклона к горизонтальной плоскости: наклонные части кромки 10 наклонены под углом с/-, а кромки 11 - под углом d. Углы с и (i-,, определяют ся по известным из теории листовой штамповки формулам. Наклонные части режущих кромок 10 и 11 пересекаются на одинаковой высоте и в месте пересечения скругляются дугами с радиусами г и г, равными внешним радиусам оснований втулки, причем части кромок,расположент ные на поверхности пуансона, образованной большей дугой 4, сопрягаются по дуге с большим радиусом г, а вершины дуг расположены на одной- высоте Штамп работает следующим образом. Листовую заготовку 13 устанавливают на матрицу 1. За один рабочий ход пресса по мере движения пуансона 2 его скошенные режущие кромки 10 и 11 постепенно вырезают заготовку, начиная с концов, образующих стык. Одновременно происходит гибка заготовки в деталь 14 воздействием на вырезанные ее участки наклонных частей рабочей поверхности 12 пуансона, при этом фаски на торцах образуются самопроизвольно в результате гибки заготовки вокруг оси, расположенной, по отношению к оси движения пуансона наклонно. Формула изобретения Штамп для одновременной вырубки заготовок и гибки втулок из листа, содержащий матрицу с рабочим отверстием, соответствующим форме вырубаемой заготовки, и пуансон с симметрично скошенной одбочей поверхностью, отличающийся тем, что/ с целью изготовления втулок в форме усеченного конуса с фасками по торцам, стенка отверстия матрицы, образованная дугой меньшего размера, выполнена наклонной к оси штампа. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР по заявке № 2552689/25-27, кл. В 21 D 35/00, 1977. 2.Мещерин в.Г. Листовая штамповка . Атлас схем. М. ,. Машиностроение , 1951, лист 56, фиг. 293.
A-/t
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления втулок из листовогоМАТЕРиАлА и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1977 |
|
SU806205A1 |
| Способ изготовления двухслойных втулок сфлАНцЕМ | 1976 |
|
SU594642A1 |
| Способ изготовления разрезных цилиндрических втулок с одним фланцем и штамп для его осуществления | 1975 |
|
SU599890A1 |
| Способ изготовления разрезных втулок с фланцем | 1985 |
|
SU1269883A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗВЕРТКИ | 2017 |
|
RU2734856C2 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1996 |
|
RU2103139C1 |
| Способ изготовления цилиндрических втулок с фланцем | 1977 |
|
SU759197A1 |
| Универсальный штамп Камалова-Суворова для вырубки пазов | 1987 |
|
SU1442295A1 |
| БЛОЧНЫЙ ВЫРУБНОЙ ШТАМП | 2022 |
|
RU2778092C1 |
| Штамп последовательного действия | 1990 |
|
SU1785470A3 |