(54) СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛОК ИЗ ЛИСТОВОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
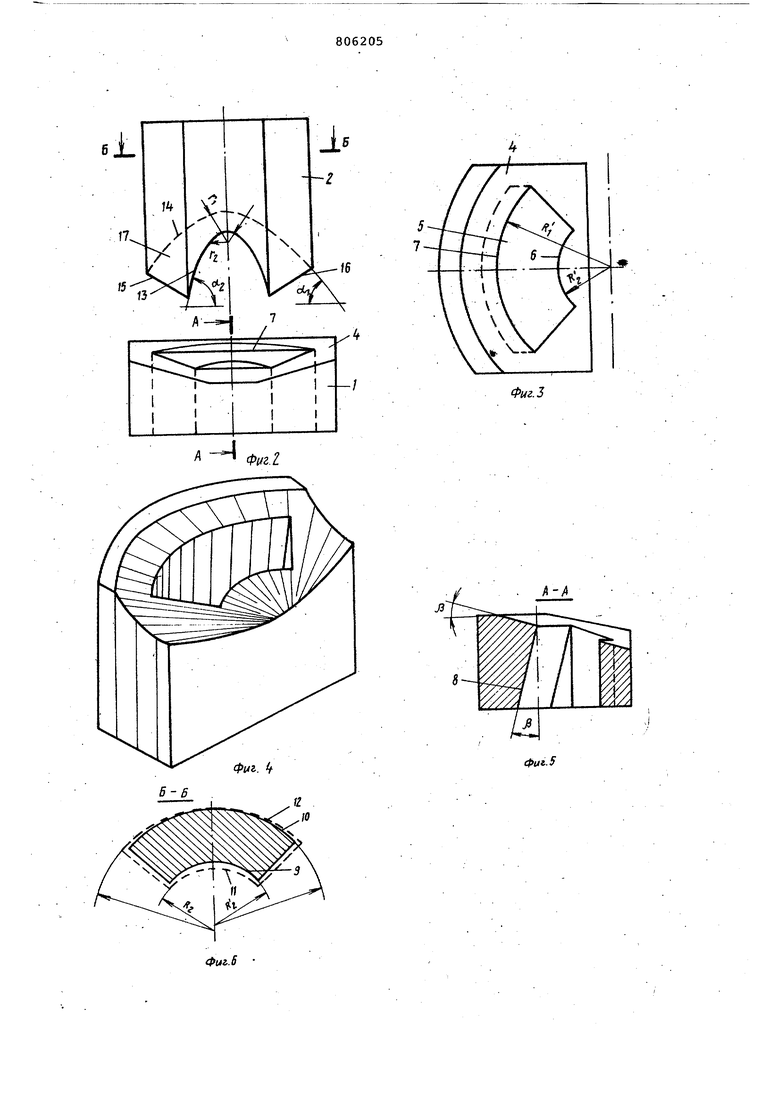
мещенное с разверткой втулки; на фиг. 7 - разрез В-В на фиг. 1; на фиг. 8 - развертка поверхностей пуансона; на фиг. 9 - совмещение разверток .
Пример осуществления способа. .
Ленту из металлофторпл аста подают в з.ону обработки, прижимают к рабоче поверхности матрицы и изгибают по форме рабочей поверхности матрицы. После изгиба ленты вырубают заготовку, начиная с концов, образующих сты втулки и одновременно изгибают заготовку, формуя втулку, причем гибку втулки осуществляют в сторону, противоположную изгибу ленты перед вырукой. Вырубка заготовки и гибка ее в готовую конусную втулку производятся за один рабочий ход.
Устройство для осуществления способа содержит матрицу 1, пуансон 2 и прижим 3. Рабочая поверхность 4 матрицы 1 имеет рабочее отверстие 5, входные кромки которого образованы дугами б и. 7, концы которых соединены прямыми. Дуги 6 и 7 связаны с дугами развертки готовой втулки зависимостью
(1)
R cos ft
R
1
где R - радиус дуги входной кромки
отверстия;
R
- радиус дуги развертки втулки;
- угол уклона втулки. Длина дуг б и 7 равна длине соответствующих дуг развертки втулки. Рабочая поверхность 4 матрицы выполнена конусной и наклон образующей составляет угол, равный углу уклона втулки к плоскости, перпендикулярной продольной оси пуансона (оси рабочего отверстия матрицы). Рабочее отверстие 5 матрицы выполнено расширяющимся книзу за счет наклона стенки матрицы 8, которая соответствует дуге 7. Угол наклона станки 8 к продольной оси пуансона равен углу уклона втулки. Расстояние между дугами 6 и 7 равно длине образующей втулки. Пуансон в поперечном сечении выполнен по дугам 9 и 10, радиусы которых равны радиусамдуг входных кро.мок отверстия матрицы R и R, но расстояние между ними равно высоте готовой втулки. Концы дуг 9 и 10 соединены, как и в матрице, прямыми линиями. Отличие дуг 6,7 и 9,10 (см. фиг. 5) от дуг развертки втулки 11 и 12 объясняется вогнутостью рабочей поверхности 4 матрицы, форму которой принимает и лист, из которого вырубают заготовку втулки. На боковых поверхностях пуансона расположены режущие кромки 13-16, между которыми заключена рабочая поверхность 17 с симметрично расположенными наклонными формообразующими поверхностями, производжцими изгиб заготовки. Кромки 13 и 14 выполнены наклонными и
сопрягаются по радиусам г и г соответственно. Радиусы г и Гд окружностей представляют собой окружности, лежащие в основаниях конуса, продольная ось которого перпендикулярна -продольной оси пуансона,, а образующая этого конуса наклонена к плоскости, перпендикулярной продольной оси.пуансона под углом,равным углу уклона втулки. Благодаря такомуисполнению каждая образующая рабочей поверхности матрицы параллельна противолежащей образующей пуансона.
Углы наклона режущих кромок 13 и 14 пуансона к плоскости, перпендикулярной его продольной оси, с ределяются из выражения
(2)
cos oi
где .0 - угол наклона режущих кромок; г - требуемый радиус кривизны
втулки;
h - высота блестящего пояска, возникающего в зоне резания. Углы наклона режущих кромок уточняются опытным путем.
Для конусной втулки с параметрами; Внутренний диаметр мень8
шего основания D.
мм
Внутренний диаметр боль18 1 шого основания D, мм Толщина стенки t, мм Угол уклона втупки ,
15 18,6
Высота втулки Н, мм . Получают следующие размеры заготовки и инструмента, мм: Длина образующей L
19,2 Радиус большей дуги 36,7 развертки R Радиус меньшей 17,5
дуги развертки R
Длина большей дуги
развертки 6 59,7
Длина меньшей дуги
развертки 28,3
Высота блестящего пояска, возникающего в зоне резания (определено экспериментально) h 0., 9 t .
Радиусы дуг отверстия матрицы и поверхностей пуа.нсона равны, мм:
Радиус большей дуги R .35,5
Радиус меньшей
дуги ,9
Углы наклона режущих кромок равны: для кромок, расположенных на поверхности пуансона, образованной большей дугой d 25°50 ; для кромок, расположенных на поверхности пуансона, образованной меньшей дугой Х,., 34 55; радиус сопряжения кромок 0 14 - г 10 мм; радиус сопряжения кромок 13 - 5 мм.
По полученным размерам изготавливают матрицу и пуансон.
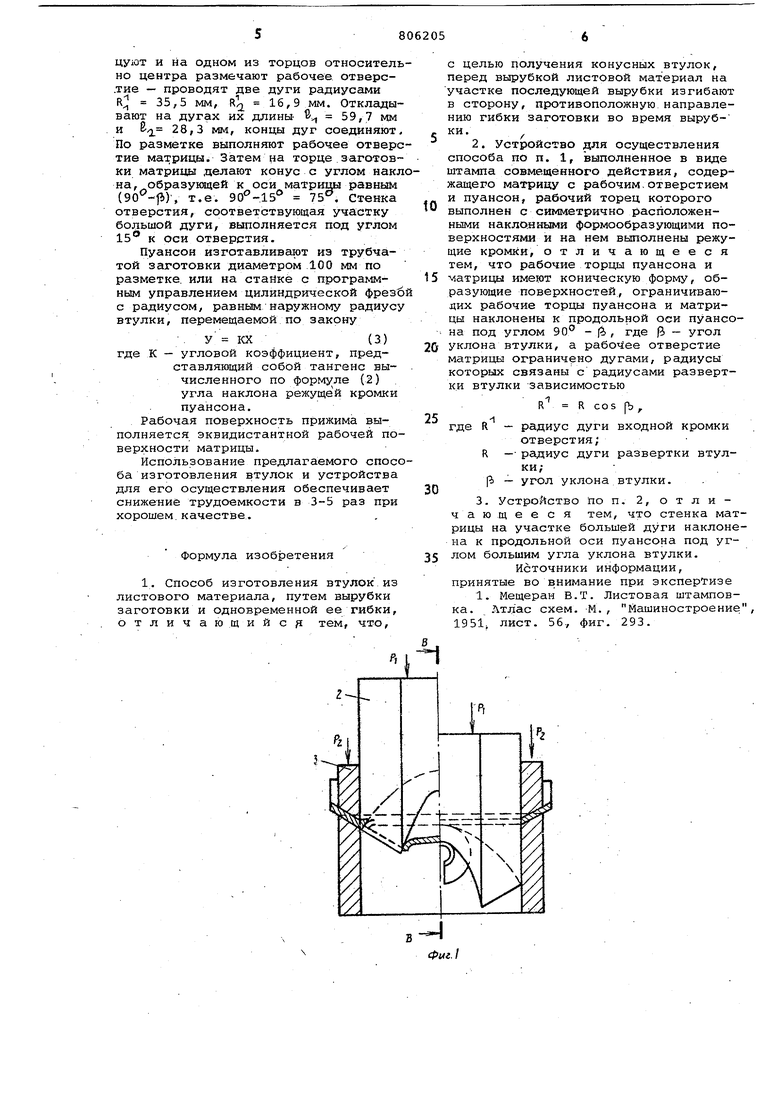
Матрицу изготавливают из заготовки диаметром 100 мм. Заготовку торцуют и на одном из торцов относитель но центра размечают рабочее отверс.тие - проводят две дуги радиусами R 35,5 мм, R 16,9 мм. Откладывают на дугах их длины- , 59,7 мл и 6 28,3 мм, концы дуг соединяют По разметке выполняют рабочее отверс тие матрицы. Затем на торце заготовки матрицы делают конус с углом накл на, образующей к оси матрищл равным (90 -f5), т.е. 75. Стенка отверстия, соответствующая участку большой дуги, выполняется под углом 15° к оси отверстия. Пуансон изготавливают из трубчатой заготовки диаметром 100 мм по разметке, или на стайке с программным управлением цилиндрической фрезо с радиусом, равным наружному радиусу втулки, перемещаемой по закону У (3) где К - угловой коэффициент, представляющий собой тангенс вычисленного по формуле (2) угла наклона режущей кромки пуансона. Рабочая поверхность прижима выполняется эквидистантной рабочей поверхности матрицы. Использование предлага емого спосо ба изготовления втулок и устройства для его осуществления обеспечивает снижение трудоемкости в 3-5 раз при хорошем.качестве. Формула изобретения 1. Способ изготовления втулок из листового материала, путем вырубки заготовки и одновременной ее гибки, отличаю щийс/1 тем, что. с целью получения конусных втулок, перед вырубкой листовой материал на участке последующей вырубки изгибают в сторону, противоположную направлению гибки заготовки во время вырубки. 2. Устройство для осуществления способа по п. 1, выполненное в виде штампа совмещенного действия, содержащего матрицу с рабочим.отверстием и пуансон, рабочий торец которого выполнен с симметрично расположенными наклонными формообразующими поверхностями и на нем выполнены режущие кромки, отличающееся тем, что рабочие торцы пуансона и матрицы имеют коническую форму, образующие поверхностей, ограничивающих рабочие Toptibi пуансона и матрицы наклонены к продольной оси пуансона под углом 90 - 1 , где Р - угол уклона втулки, а рабочее отверстие матрицы ограничено дугами, радиусы которых связаны с радиусами развертки втулки зависимостью R R cos Ъ, - где R - радиус дуги входной кромки отверстия; R -радиус дуги развертки втулки;fi - угол уклона . втулки. 3. Устройство по п. 2, отличающееся тем, что стенка матрицы на участке большей дуги наклонена к продольной оси пуансона под углом большим угла уклона втулки. Источники информации, принятые во внимание при экспертизе 1. Мещерам В.Т. Листовая штамповка. Лтлас схем. М. , Машиностроение, 1951; лист. 56-, фиг. 293.
Фмг. if
Фиг. 2
. /t-/J
Фи1.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп щля одновременной вырубкизАгОТОВОК и гибКи ВТулОК | 1978 |
|
SU806206A1 |
| Способ изготовления разрезных втулок с фланцем | 1985 |
|
SU1269883A1 |
| Способ изготовления цилиндрических втулок с фланцем из листового материала и устройство для его осуществления | 1987 |
|
SU1430137A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОНУСОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1990 |
|
RU2011455C1 |
| Способ изготовления разрезных цилиндрических втулок с одним фланцем и штамп для его осуществления | 1975 |
|
SU599890A1 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ С ОБЖИМКОЙ | 2008 |
|
RU2409444C2 |
| Способ изготовления двухслойных втулок сфлАНцЕМ | 1976 |
|
SU594642A1 |
| Устройство для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств | 2019 |
|
RU2727404C1 |
| Способ обработки кольцевого желоба переменного профиля изделия | 1981 |
|
SU992164A1 |
| Штамп для перфорирования изделий из листового материала | 1986 |
|
SU1532138A1 |