(54) СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КРУПНОГАБАРИТНЫХ ТОЛСТОЛИСТОВЫХ КОНСТРУКЦИЙ
Поставленная цель достигается тем, что после сборки элементов определяют участки стыка с максимальным зазором и сварку этих участков выполняют путем заполнения разделки боковыми валиками, а сварку остальных участков осуществляют путем заполнения разделки центральными валиками на всю ее ширину.
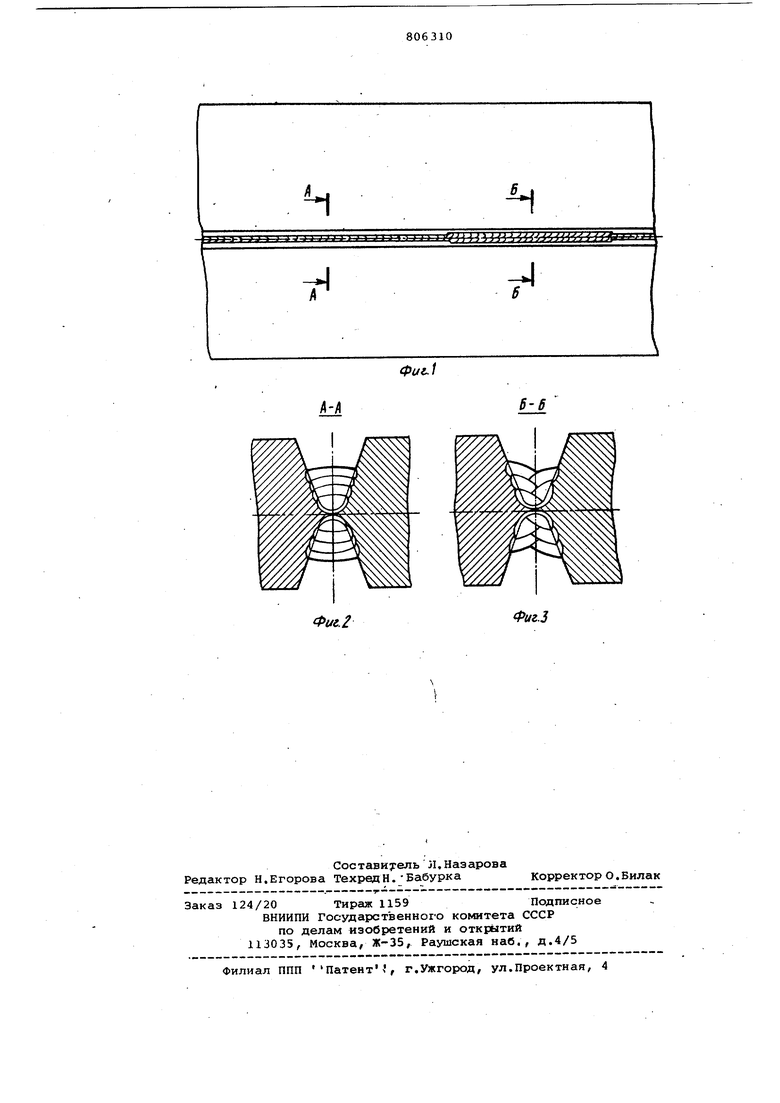
На фиг,1 представлена схем4 осуществления способа;на фиг.2 - сечение А-А на фиг.1; на фиг. 3 - сечение Б-Б на фиг.1.
Способ осуществляется следующим образом.
Берут элементы конструкции, подлежащие сварке. На металлорежущем станке производят обработку кромок на элементах под сварку. Разделка сварных кромок может быть как односторонняя, так и двухсторонняя.После этого на стенде производят сборку свариваемых элементов конструкции и фиксируют их положение при помощи сборочных приспособлений, прихватывают сваркой собранные элементы конструкции и снимают сборочные приспособления. Затем производят замеры зазора, определяют участки стыка с максимальным зазором и отмечают эти участки, так как на этих участках ожидаемая поперечная усадка сварного шва также будет максимальной. С учетом этого производят вручную сварку элементов конструкции, при атом на участках стыка, где зафиксирован максимальный зазор между свариваемыми кромками, заполнение разделки кромок ведут только боковыми валиками, а на остальном протяжении сварного шва - центральными валиками на всю ширину разделки.
Пример 1. При сварке плиты из стали 08х18Н10Т высотой 8000 мм, с толщиной свариваемых кромок 30 мм при колебании зазора от О до 1,5 мм на участке шва с максимальным зазором поперечную усадку уменьшают на О,7 мм.
П р :} м е р 2. При сварке крупногабаритных конструкций, например деталей и корпуса ротора, где требуется высокая точность расположения поверхностей, осей и обеспечение необходимой толщины стенки, на металлорежущем станке производят обработку деталей и свариваемых кромок на них, затем производят сборку деталей где обеспечивают относительное расположение поверхностей и осей деталей в пределах допусков,регламентированных техническими требованиями, и фиксируют их положение при помощи сборочных приспособлений. Прихватывают сваркой собранные детали и снимают сборочные приспособления. Затем производят замеры зазора между сваривае &1ми кромками, колебания которого между двумя диаметрально расположенными точками корпуса ротос ра составляет 0-1,5 мм.
Определяют участок с максимальным зазором (0,75-1,5. мм) между сваривае14 ыми кромками и отмечают его.
При одинаковом заполнении разделки валиками по всей длине шва ожидаемая поперечная усадка в точке корпуса.с зазором равна нулю.Неравномерность поперечной усадки по длине шва приводит к нарушению требуемой точности расположения поверхностей и осей корпуса, поэтому,производя ручную сварку деталей корпуса, на участке, где зафиксирован максимальный зазор между свариваемыко кромками, заполнение разделки 0 кромок в корне шва, толщиной 15 мм, производят только боковыми валиками, а на остальном протяжении сварного шва - центральными валиками.
Применение предлагаемого способа 5 позволяет уменьшить поперечную уеадку на участке шва с максимальным зазором, увеличить точность сварных конструкций, уменьшить расход металла на припуски, исключить механическую обработку после сварки и приобретение специализированных дорогостоящих станков для механической, обработки.
Формула изобретения
Способ изготовления сварных крупногабаритных толстолистовых конструкций, при котором выполняют сборку свариваемых элементов конструкций
с последукедей их сваркой, о т л и ч а ю щ и и с я тем, что, с целью обеспечения требуемой геометричес.кой формы конструкции, после сборки элементов определяют участки стыка
с максимашьным зазором и сварку этих участков выполняют путем заполнения разделки боковыми валиками, а сварку оста.льных участков осуществляют путем заполнения разделки центргшьными вгшиками на всю ее ширину.
Источники информации, принятые во внимание при экспертизе
1.Топчун И. Внутренние усилия и деформации при сварке, м., Машиностроение , 1964, с.235.
2.Сагалевич В. Методы устранения сварочных деформаций и напряжений. М., Машиностроение, 1974, с.60,
3.Винокуров В. Сварочные деформации и напряжения. М., Машиностроение, 1968, с.200.
н
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ТОЛСТОСТЕННЫХ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2278008C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| СПОСОБ СБОРКИ СВАРНЫХ КРУПНОГАБАРИТНЫХ ТОЛСТОЛИСТОВЫХ ОРТОТРОПНЫХ ПЛИТ ИЗ УГЛЕРОДИСТЫХ, НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ ПОД АВТОМАТИЧЕСКУЮ СВАРКУ | 2003 |
|
RU2254974C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
| СПОСОБ СБОРКИ И СВАРКИ КОНСТРУКЦИИ ТРУБОПРОВОДА | 2001 |
|
RU2229967C2 |
| Способ получения сварного соединения | 1983 |
|
SU1127727A1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ СТЫКОВ ТОЛСТОЛИСТОВЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2578303C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| СПОСОБ СВАРКИ ТОЛСТОСТЕННЫХ ДЕТАЛЕЙ | 2001 |
|
RU2239531C2 |
1 Д-/1g-tf
ri
./
