(54) МАШИНА ДЛЯ СВАРКИ ТРЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки трением | 1978 |
|
SU806323A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| Токарный многошпиндельный станок | 1986 |
|
SU1351715A1 |
| Машина для сварки трением | 1982 |
|
SU1092023A1 |
| СПОСОБ ОБРАБОТКИ ШЛИФОВАНИЕМ КОНСТРУКТИВНОГО ЭЛЕМЕНТА МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2446037C2 |
| Устройство для загрузки и съема деталей | 1981 |
|
SU998086A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Устройство для сборки под сварку дугообразных деталей с цилиндрическим изделием | 1980 |
|
SU935244A1 |
| Автооператор | 1979 |
|
SU831516A1 |
| Поводковый токарный патрон | 1958 |
|
SU117014A1 |

1
Изобретение относится к сварке металлов трением.
Известна машина для сварки трением с устройством для прецизионной остановки деталей фасонного сечения, содержащая зажимной патрон с приводом и рабочий шпиндель, с помощью которого осуществляют принудительную фиксацию механизма зажатия в заданном пространственном положении путем растормаживания в нем перед проковкой закрепленной детали и включения опрессовываквдего давления Г| .
Однако применение в шпиндельном узле вспомогательных устройств для растормаживания детали, работающих в режиме высоких скоростей вращения, усложняет конструкцию сварочной машины и снижает ее эксплуатационную надежность, особенно, в условиях массового изготовления деталей с использованием их автоматической загрузки - выгрузки. Поэтому на практике такие устройства для угловой ориентации не наиши применения.
Известна машина для сварки трением содержащая корпус, переднюю бабку со шпинделем и зажимным патроном и устройство для угловой ориентации патрона 2.
Недостатком известной машины, является то, что ориентация зажимного патрона осуществляется в процессе торможения шпинделя по свариваемой заготовке. Роль тормоза в устройстве для угловой ориентации патрона выполняет массивный фиксатор и подпружи0ненный упор, взаимодействие которых при больших моментах инерции рабочего шпинделя приводит к быстрому разрушению упора и фиксатора.
Цель изобретения - повышение надежности конструкции путем осуществления ориентации патрона во время холостого хода.
Указанная цель достигается тем, что на наружной поверхности зажимного
0 патрона выполнен паз, а устройство для угловой ориентации патрона выполнено в виде закрепленного на корпусе на оси скрещивающегося с осью шпинделя ролика, взаимодействующего
5 при относительном осевом перемещении шпинделя и корпуса с наружной поверхностью патрона. Кроме того, зажимной патрон установлен с возможностью поворота относительно шпинделя
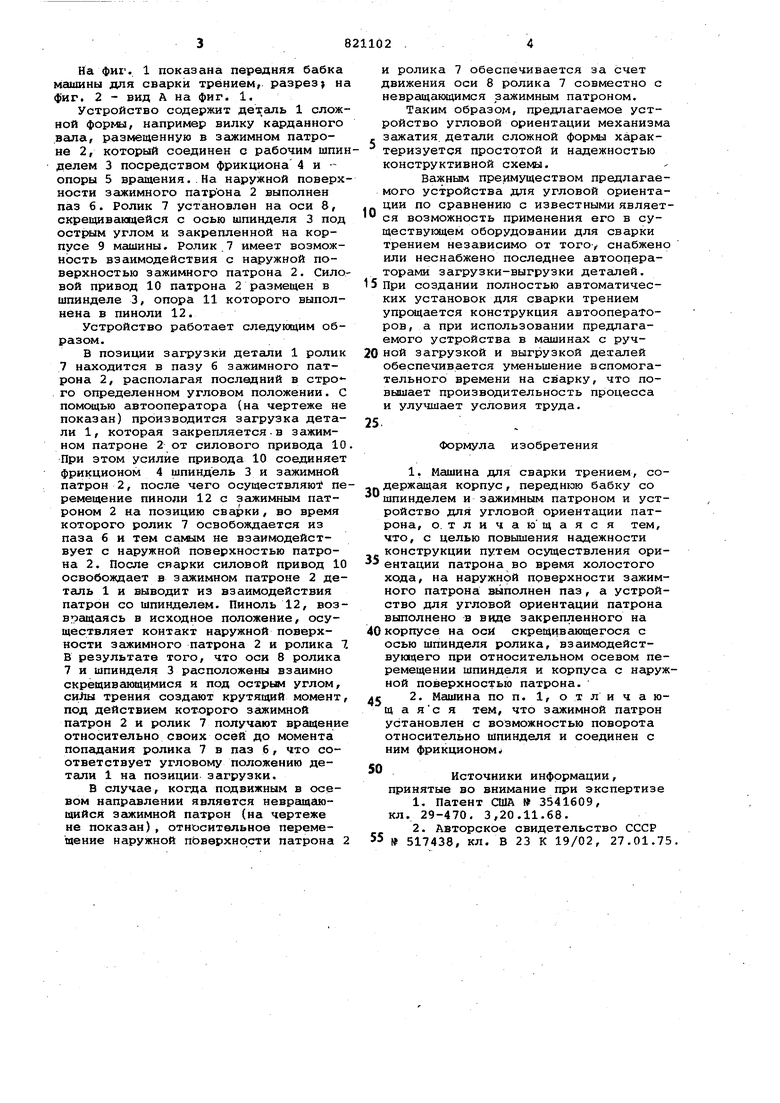
0 и соединен, с ним фрикционом. На фиг. 1 показана передняя бабка машины для сварки трением, разрез; н фиг. 2 - вид А на фиг. 1. Устройство содержит деталь 1 слож ной форьм, например вилку карданного вала, размещенную в зажимном патроне 2, который соединен с рабочим шпи делам 3 посредством фрикциона 4 и опоры 5 вращения..На наружной поверх ности зажимного патрона 2 выполнен паз 6. Ролик 7 установлен на оси 8, скрещивакхцейся с осью шпинделя 3 под острым углом и закрепленной на корпусе 9 машины. Ролик 7 имеет возможность взаимодействия с наружной поверхностью зажимного патрона 2. Сило вой привод 10 патрона 2 размещен в шпинделе 3, опора 11 которого выполнена в пиноли 12. Устройство работает следующим образом. В позиции загрузки детали 1 ролик 7 находится в пазу 6 зажимного патрона 2, располагая последний в стро го определенном угловом положении. С помощью автооператора (на чертеже не показан) производится загрузка детали 1, которая закрепляется.в зажимном патроне 2 от силового привода 10 При этом усилие привода 10 соединяет фрикционом 4 шпиндель 3 и зажимной патрон 2, после чего осуществляют пе ремещение пиноли 12 с зажимным патроном 2 на позицию сварки, во время которого ролик 7 освобождается из паза 6 и тем самым не взаимодействует с наружной поверхностью патрона 2. После сварки силовой привод 10 освобождает в зажимном патроне 2 деталь 1 и выводит из взаимодействия патрон со шпинделем. Пиноль 12, возвращаясь в исходное положение, осуществляет контакт наружной поверхности зажимного патрона 2 и ролика 7 В результате того, что оси 8 ролика 7 и шпинделя 3 расположены взаимно скрещивающимися и под остръол углом, сиЛы треНия создают крутящий момент под действием которого зажимной патрон 2 и ролик 7 получают вращение относительно своих осей до момента попадания ролика 7 в паз б, что соответствует угловому положению детали 1 на позиции, загрузки. В случае, когда подвижным в осевом направлении является невргццгиощийся зажимной патрон (на чертеже не показан), относительное перемещение наружной пЬверхности патрона и ролика 7 обеспечивается за счет движения оси 8 ролика 7 совместно с невращающимся зажимным патроном. Таким образом, предлагаемое устройство угловой ориентации механизма зажатия детгши сложной формы характеризуется простотой и надежностью конструктивной схемы. Важным преимуществом предлагаемого устройства для угловой ориентации по сравнению с известными является возможность применения его в существукидем оборудовании для сварки трением независимо от того/ снабжено или неснабжено последнее автооператорами загрузки-выгрузки деталей. При создании полностью автоматических установок для сварки трением упрощается конструкция автооператоров, а при использовании предлагаемого устройства в машинах с ручной загрузкой и выгрузкой деталей обеспечивается уменьшение вспомогательного времени на сварку, что повышает производительность процесса и улучшает условия труда. Формула изобретения 1. Машина для сварки трением, содержсццая корпус, переднюю бабку со шпинделем и зажимным патроном и устройство для угловой ориентации патрона, о. тличающаяс я тем, что, с целью повышения надежности конструкции путем осуществления ориентации патрона во время холостого хода, на наружной поверхности зажимного патрона вьаполнен паз, а устройство для угловой ориентации патрона выполнено в виде закрепленного на корпусе на оси скрещивающегося с осью шпинделя ролика, взаимодействующего при относительном осевом перемещении шпинделя и корпуса с наружной поверхностью патрона. 2. Машина по п. 1, отлича ющ а яс я тем, что зажимной патрон установлен с возможностью поворота относительно шпинделя и соединен с ним фрикционом Источники информации, принятые во внимание при экспертизе 1.Патент США 3541609, кл. 29-470. 3,20.11.68. 2.Авторское свидетельство СССР № 517438, кл. В 23 К 19/02, 27.01.75,
