(54) ЗАЖИМНОЕ УСТРОЙСТВО
| название | год | авторы | номер документа |
|---|---|---|---|
| Роботизированный технологический комплекс | 1987 |
|
SU1465264A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2010687C1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Машина для сварки трением | 1982 |
|
SU1073047A1 |
| Машина для сварки трением | 1989 |
|
SU1683249A1 |
| Устройство для крепления держателя инструмента в шпинделе металлорежущего станка | 1988 |
|
SU1736331A3 |
| Машина для сварки трением | 1984 |
|
SU1225740A1 |
| УСТРОЙСТВО для ПОДАЧИ ПРУТКА | 1973 |
|
SU376175A1 |
| Зажимной патрон для сварки трением | 1982 |
|
SU1049219A1 |
| Машина для сварки трением | 1985 |
|
SU1258660A1 |
1
Изобретение относится к машиностроению, в частности к зажимным устройствам, преимущественно для машин для сварки трения, и может быть использовано в различных отраслях станкостроения и машиностроения.
Известно зажимное устройство, содержащее корпус с навинчиваемой на него гайкой, в осевом отверстии расположена зажимная цанга, имеющая коническую форму со стороны наружной поверхности 1.
Однако известное устройство не дает возможности передавать большие крутящие моменты, возникающие при сварке заготовок трением.
Наиболее близким к изобретению по технической сущности является зажимное устройство, состоящее из цангового патрона с заходным конусом и центрирующим отверстием, хвостовая часть которого снабжена тягой с рабочим гнездом в виде многогранника с заходной фаской 2.
Недостаток этого устройства заключается в том, что для загрузки заготовок с концом многогранника сечения необходимо затормозить вращение щпинделя, для чего необходимо применять дополнительные тормозные устройства, усложняющие конструкцию машины для сварки трением и удлиняется при этом технологический процесс.
Цель изобретения - повышение производительности путем обеспечения загрузки цилиндрических заготовок с концом многогранного сечения в зажимное устройство в процессе его вращения.
Цель достигается тем, что в зажимном устройстве, преимущественно для машин для сварки трением, состоящем из цангового патрона с заходным конусом и центрирующим отверстием, хвостовая часть которого снабжена тягой с рабочим гнездом в виде многогранника с заходной фаской, на каждой грани рабочего гнезда на половине ее щирины выполнен прилежащий к углу направляющий паз с плавнорасщиряющейся в сторону заходной фаски частью, причем к каждому углу прилежит один паз.
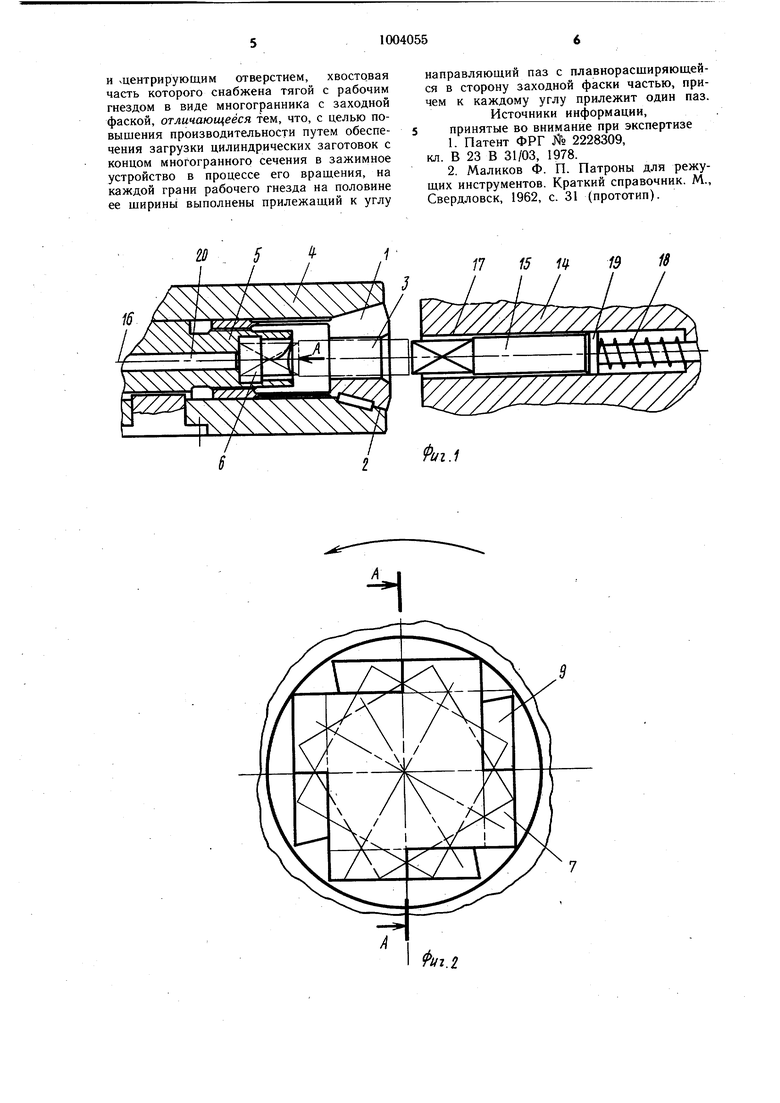
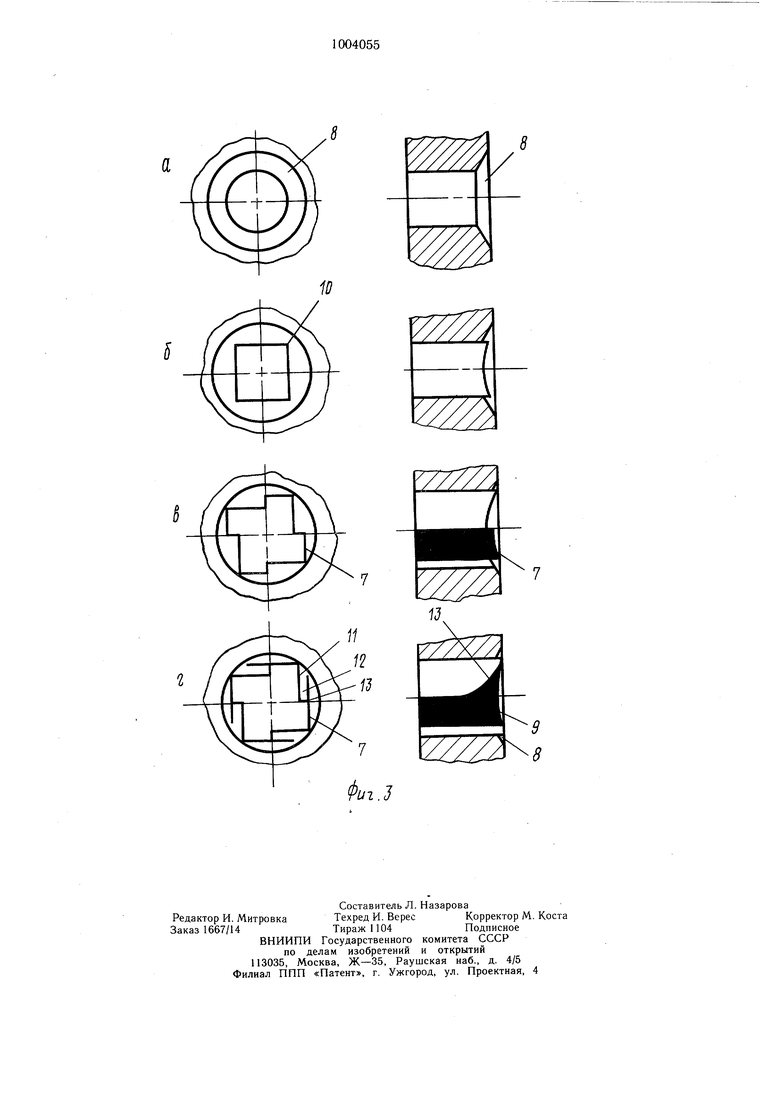
На фиг. 1 представлено зажимное устройство мащины с установленной в нем заготовкой (обозначена штрихпунктирной линией) и положение заготовки в ложементе манипулятора до установки ее в зажимное устройство; на фиг. 2 - вид А на фиг. 1; на фиг. 3 (а, б, в, г) - технологическая
последовательность изготовления рабочего гнезда зажимного устройства.
Зажимное устройство состоит из цангового патрона I с заходным конусом 2 и центрирующим отверстием 3. В хвостовую часть цангового патрона ввернута зафиксированная от повегрота относительно шпинделя машины 4 тяга 5, в которой выполнено рабочее гнездо 6 в виде многогранника, на каждой грани которого на половине ее ширины выполнен направляющий паз 7 с плавнорасширяющейся в сторону заходной фаски 8 часть 9. Осевое перемещение тяги 5 осуществляется с помощью специального механизма (не показан).
Технологическая последовательность изготовления рабочего гнезда устройства состоит в следующем.
Рабочая часть гнезда 6 многогранной формы. Для простоты графических пояснений за многогранник принят квадрат. В начале в заготовке выполняется отверстие диаметром, равным стороне квадрата (фиг. 3 а), имеющее фаску 8 (она названа заходной). Затем отверстие преобразуется в квадрат (фиг. 3 б) со стороной, равной диаметру отверстия. Квадрат имеет внутренние углы 10. Для квадрата их четыре. В этих углах, захватывая половину стороны квадрата, выполненные взаимно не прилежащие пазы 7 (фиг. 3 е). Паз 7 закрашен. После этого каждый паз 7 выполняется плавно расширенным в сторону заходной фаски 8 (фиг. 3 г). Зона постепенного расширения 9.
Пересечение поверхности 11 (поверхность половины стороны квадрата) с поверхностью 12, создающей зону расширения 9, дает ребро 13.
Установка детали в зажимном устройстве выполняется следующим образом.
Шпиндель 4 машины с расположенным в нем зажимным устройством вращается непрерывно. Манипулятор 14 выносит заготовку 15 на ось вращения 16 шпинделя 14. Заготовка 15 в гнезде 17 манипулятора 14 находится в свободном положении и может свободно перемещаться вдоль Оси вращения 16 и вращаться, имея ось 16 осью вращения.
Цанговый патрон 1 разжат. В нужный момент в соответствии с циклограммой работы мащины упругий элемент, в данном случае пружина 18, через толкатель 19 начинает воздействовать на заготовку 15, перемещая ее в сторону зажимного устройства. А так как патрон 1 раскрыт и его центрирующее отверстие 3 диаметрально больше заготовки, то заготовка проходит свободно центрирующее отверстие 3 и вступает в соприкосновение с гнездом 6, а именно с поверхностью и ребром 13 (фиг. 3 г), так как на заготовку в осевом направлении продолжает действовать сила упругого элемента, то заготовка, вступив в контакт с вращающимся гнездом 6 начинает ускоренное вращение, имея осью вращения ось 16 (фиг. 1), и в момент, когда частота вращения заготовки и зажимного устройства становятся близкими по величине, заготовка,
скользя своими угловыми выступами по ребру 13 зоны расщирения 9 (фиг. 3 г), под действием упомянутой упругой силы устанавливается в гнездо 6 зажимного устройства. Затем цанговый патрон вместе с зажимным
Q устройством перемещается влево специальным механизмом (не показан). Центрирующее отверстие 3 уменьщается и происходит зажим заготовки. При этом ни манипулятор, ни зажимное устройство не испытывают перегрузок, тем более поломок.
В процессе сварки, когда заготовке необходимо передать от шпинделя значительный крутящий момент, то он передается через ее граничную часть гнездом 6.
Заготовку, с которой производится сварка, устанавливают в подвижную головку мащины (не показано) и зажимают ее зажимными устройствами. Подвижная головка своим перемещением приводит заготовку в контакт между собой. В месте контакта заготовок за счет тепла трения происходит
5 разогрев. Затем в момент сварки заготовка, находящаяся в зажимном устройстве подвижной головки, освобождается от зажима, но осевое давление продолжает действовать (осевое давление обеспечивается конструкцией мащины), заготовка захватывается во
0 вращение вращающейся заготовкой и происходит сварка. Подвижная головка возвращается в исходное положение. ЦанговЕлй патрон 1 разжимается механизмом разжима (не показан), и сварные заготовки тол- кателем 20 выталкиваются из зажимного устройства в манипулятор выгрузки и им уносятся из зоны шпинделя.
«При работе с зажимным устройством увеличивается производительность машины для сварки трением за счет загрузки заготовок
0 во вращающийся щпиндель машины, т. е. на ходу, при этом не тратится дополнительная энергия на ее разгон.
Устройство компактно и упрощает конструкцию мащины, так как не требует специальных тормозных систем.
Экономический эффект только за счет экономии электроэнергии, расходуемой в случае разгона и торможения шпинделя машины, на что ориентировочно нужно 1 с, при Q годовой программе 10 млн шт. изделий, мощности двигателя 11 кВт составляет 6,1 тыс. руб.
Формула изобретения
Зажимное устройство, преимущественно для машин для сварки трением, состоящее из цангового патрона с заходным конусом
и центрирующим отверстием, хвостовая часть которого снабжена тягой с рабочим гнездом в виде многогранника с заходной фаской, отличающееся тем, что, с целью повышения производительности путем обеспечения загрузки цилиндрических заготовок с концом многогранного сечения в зажимное устройство в процессе его вращения, на каждой грани рабочего гнезда на половине ее щирины выполнены прилежащий к углу
направляющий паз с плавнорасширяющейся в сторону заходной фаски частью, причем к каждому углу прилежит один паз.
Источники информации, принятые во внимание при экспертизе
8
