(54) УСТРОЙСТВО ДЛЯ ЭЛЕКТРОФИЗИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрофизической обработкии CTAHOK для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU823050A1 |
| ПЛАЗМАТРОН | 2003 |
|
RU2225084C1 |
| ГАЗОВЫЙ ДЕТЕКТОР | 2006 |
|
RU2327151C2 |
| Электрод-инструмент для электроэрозионной обработки | 1985 |
|
SU1371817A1 |
| СПОСОБ ОЧИСТКИ ЖИДКОСТЕЙ С ИСПОЛЬЗОВАНИЕМ ПОТОКА ИОНИЗИРОВАННОГО ГАЗА | 2005 |
|
RU2355644C2 |
| СПОСОБ ОБРАБОТКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2009 |
|
RU2409455C2 |
| СИСТЕМА АВТОМАТИЧЕСКОЙ ОДОРИЗАЦИИ ГАЗА | 2013 |
|
RU2524044C1 |
| Способ определения элементного состава капельных жидкостей | 2021 |
|
RU2779718C1 |
| Способ прошивки сквозных отверстий электрической дугой | 1980 |
|
SU973266A1 |
| Устройство для электрохимической обработки | 1983 |
|
SU1138285A2 |
Изобретение относится к электрофизическим методам обработки и може быть использовано в системах подачи рабочей жидкости в зону обработки. Известен способ электрофизическо размерной .обработки стационарным эл трическим дуговым разрядом, при котором рабочая жидкость подается от периферии к центру злектрода-инстру мента с переменным по величине расходом ij , Устройство для реализации этого способа содержит электрод-инструмент, закрепленный на полом штоке, рез который проходит из зоны обрабо ки рабочая жидкость, загрязненная продуктами и да.тчик величины расхоЯа . Недостатком этого устройства является то, что при постоянной величине проходного сечения полого штока скорости жидкости в нем при малых и больших расходах являются н оптимальными. Это связано с тем, чт на различных режимах требуется изменять расход рабочей жидкости в широком диапазоне (от 10 до 1000 л/мин), в связи с чем скорость в штоке изменяется от 0,1 до 10 м/с В то же время установлено, что опти мальная скорость лежит в диапазоне от 0,5 до 5 м/с. При скоростях же больше 5 м/с и штоке значительно возрастает сопротивление, а при скоростях меньше 0,5 м/с затрудняется удаление продуктов эрозии из штока, которые,накапливаясь в нем, также увеличивают гидравлическое сопротивление , чтов целом приводит к нарушению стабильности обработки и вынуждает снижать расходы, и, как следствие, снижать и режимы. Цель изобретения - повышение .стабильности процесса обработки и расширение технологических возможностей устройства путем обеспечения оптимальных скоростей загрязненной -рабочей жидкости в полом штоке вне зависимости от величины расхода. Поставленная цель достигается тем, что в штоке выполнена система каналов, сечение наименьшего из которых выбрано из условия обеспечения оптимальной скорости при минимально возможном расходе, а суммарное сечение всех каналов выбрано из условия обеспечения оптимальной скорости при максимально возможном расходе, при зтом в устройство введен функционально связанный с датчиком расхода коандоаппара.т с автономными клапаами -дискретного действия, каждый з которых встроен в соответствуюий канал штока.
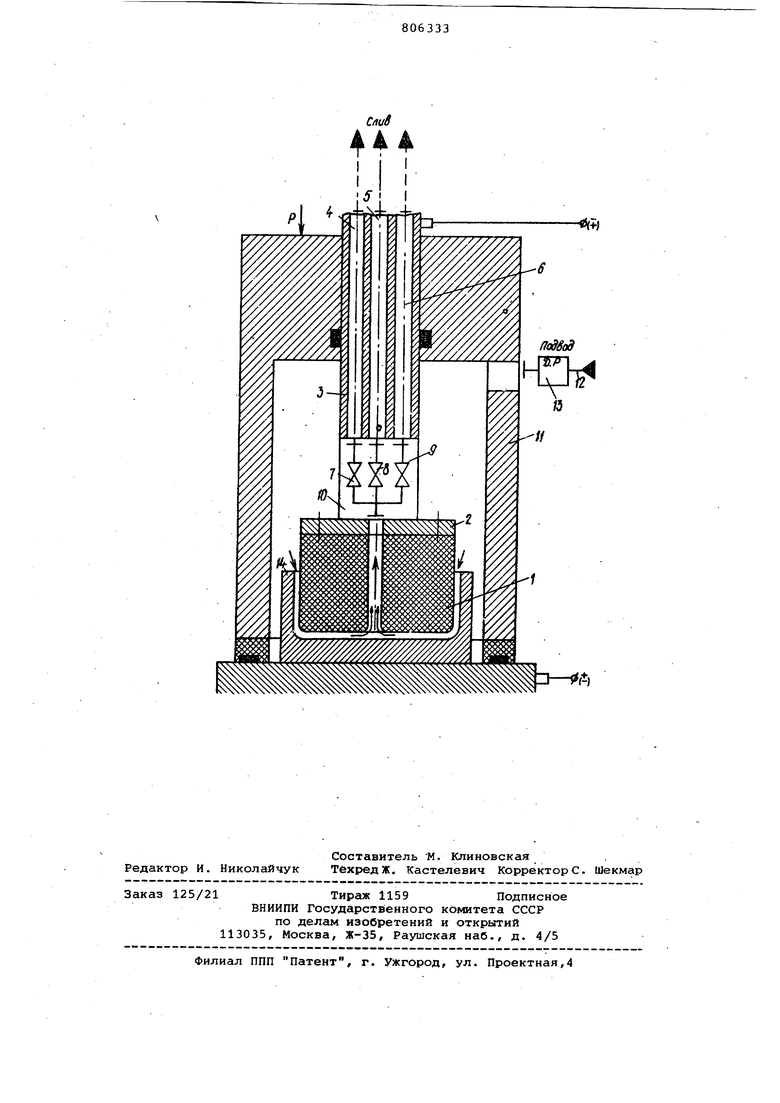
На чертеже представлен один из ариантов выполнения предлагаемого стройства.
Устройство содержит электрод 1, закрепленный на фланце 2 штока 3. В штоке выполнены каналы 4-6,в кажый из которых встроен соответственно клапан 7-9 дискретного двигателя, клапаны объединены в командоartnapaTe 10. Межэлектродный зазор через герметизированную камеру 11 соединен с насосом станции (на чертеже не показана).
В нагнетающую магистраль 12 встроен датчик 13 расхода. Электрод-инструмент 1 и обрабатываемая детгшь 14 подключены к источнику постоянного тока, а шток 3 связан с приводом подачи (на чертеже не показан),
Устройство работает следующим образе.
При минимальном расходе открыт только один из клапанов. При увеличении расхода датчик 13 выдает дискретные ксж|анды на последовательное открытке необходимого количества клапанов, которое зависит от диапазона оптимальных скоростей и диапазона используемых расходов.
Например, если известно, что оптимёшьные скорости лежат в пределах от 0,5 до 5 м/с, т.е. их диапазон равен 10, то число каналов п-определяется по формуле
где q - пропускная способность одного канала при минимально оптимальной скорости,равной 0,5 м/с, при этом очевидно, что q Q min
Использование предлагаемого изоб|ретения обеспечивает оптимальную скорость потока рабочей жидкости в штоке и позволяет увеличить диапазон расходов прокачки, что существенно расширяет диапазон режимов обработки.
Формула изобретения Устройство для электрофизической
размерной обработки, преимущественно стационарным дуговым разрядом, с прокачкой рабочей жидкости от периферии к центру закрепленного на по- . лом штоке электрода с переменным по
S величине расходом, контролируемым датчиком расхода, отличающееся тем, что, с целью повышения стабильности процесса обработки и расширения технологических возмож0 иостей устройства путем обеспечения оптимальных скоростей загрязненной рабочей жидкости, в штоке выполнена система каналов, сечение наименьшего из которых выбрано из условия
J обеспечения оптимальной скорости при минимально возкюжиом расходе, а суммарное сечение всех каналов выбрано из условия обеспечения оптимальжрй скорости при максимально возможном расходе, при этом в устройство
0 введен функционально связанный с датчиком расхода командоаппарат с автономным} клапанами дискретного действия, каждый из которых встроен в соответствующий канал штока.
5 Источники информации,
принятые во внимание при экспертизе
прошивки отверстий и полостей стационарным электрическим разрядом. Отчет Кировоградского института сельскохозяйственного машиностроения, 1976 , рис.4,5; 6,4; 6,6.
(-
