Изобретение относится к технологическим процессам обработки металлов давлением, в частности к устройствам для выглаживаний наружных цилиндрических поверхностей преимущественно эксцентриков и кривошипов на валах.
Целью изобретения является повышение качества за счет снижения биения при обработке эксцентриков и кривошипов.
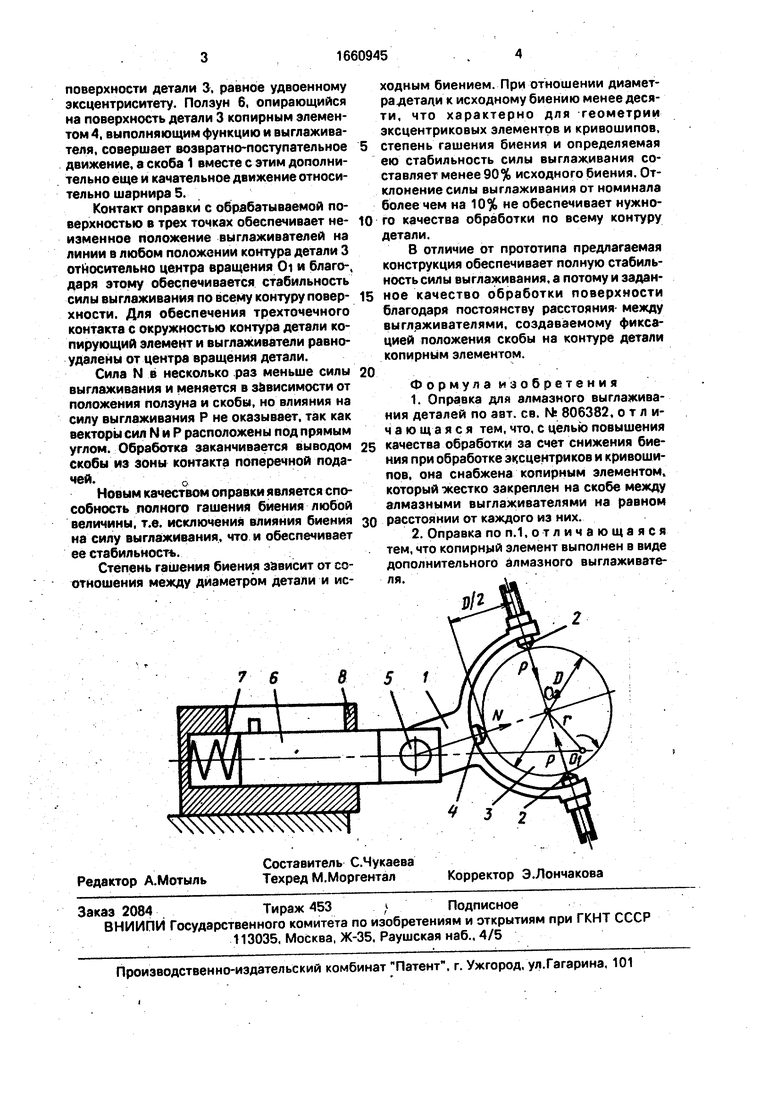
На чертеже изображена предлагаемая оправка, разрез.
Оправка состоит из скобы 1 с размещенными на ней алмазными выглаживателями 2, расположенными оппозитно. Между ними располагают деталь 3 и копирный элемент 4, выполняющий функцию фиксатора положения выглаживателей на контуре детали. Скоба связана шарниром 5 с ползуном 6, в торец которого (ползуна) установлена пружина 7 сжатия, размещенная в корпусе 8, закрепленном на суппорте станка (на чертеже не показан), N - усилие, создаваемое пружиной 7, Р - расчетная сила выглаживания.
Оправка,работает следующим образом.
Перед началом обработки вводят в контакт с обрабатываемой поверхностью детали 3 тремя элементами - выглаживателями 2 и копирным элементом 4. При этом деформацией пружины 7 создают усилие N, достаточное для безотрывного скольжения копирного элемента 4 по поверхности детали 3 Расчетная сила выглаживания Р создается выглаживателями 2 за счет упругой деформации скобы, на которой размещены выглаживатели.
При обработке детали включают продольную подачу и деталь 3 вращается в центрах относительно оси Oi Геометрический центр контура детали 3 находится в точке 02. Расстояние между этими точками образует эксцентриситет г При вращении контура создается биение обрабатываемой
О
о о о ел
м
поверхности детали 3, равное удвоенному эксцентриситету. Ползун 6, опирающийся на поверхность детали 3 копирным элементом 4, выполняющим функцию и выглажива- теля, совершает возвратно-поступательное движение, а скоба 1 вместе с этим дополнительно еще и качательное движение относительно шарнира 5.
Контакт оправки с обрабатываемой поверхностью в трех точках обеспечивает не- изменное положение выглаживателей на линии в любом положении контура детали 3 относительно центра вращения Oi и благодаря этому обеспечивается стабильность силы выглаживания по всему контуру повер- хности. Для обеспечения трехточечного контакта с окружностью контура детали копирующий элемент и выглаживатели равноудалены от центра вращения детали.
Сила N в несколько раз меньше силы выглаживания и меняется в зависимости от положения ползуна и скобы, но влияния на силу выглаживания Р не оказывает, так как векторы сил N и Р расположены под прямым углом. Обработка заканчивается выводом скобы из зоны контакта поперечной подачей.0
Новым качеством оправки является способность полного гашения биения любой величины, т.е. исключения влияния биения на силу выглаживания, что и обеспечивает ее стабильность.
Степень гашения биения зависит от соотношения между диаметром детали и исходным биением. При отношении диаметра дета д и к исходному биению менее десяти, что характерно для геометрии эксцентриковых элементов и кривошипов, степень гашения биения и определяемая ею стабильность силы выглаживания составляет менее 90% исходного биения. Отклонение силы выглаживания от номинала более чем на 10% не обеспечивает нужного качества обработки по всему контуру детали.
В отличие от прототипа предлагаемая конструкция обеспечивает полную стабильность силы выглаживания, а потому и заданное качество обработки поверхности благодаря постоянству расстояния между выглаживателями, создаваемому фиксацией положения скобы на контуре детали копирным элементом.
Формула изобретения
1.Оправка для алмазного выглаживания деталей по авт. св. № 806382, отличающаяся тем, что, с целью повышения качества обработки за счет снижения биения при обработке эксцентриков и кривошипов, она снабжена копирным элементом, который -жестко закреплен на скобе между алмазными выглаживателями на равном расстоянии от каждого из них.
2.Оправка по п.1, отличающаяся тем, что копирный элемент выполнен в виде дополнительного алмазного выглаживате- ля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для алмазного выглажи-ВАНия дЕТАлЕй | 1979 |
|
SU806382A2 |
| Оправка для алмазного выглаживания деталей | 1980 |
|
SU942965A2 |
| Устройство для алмазного выглаживания цилиндрических деталей | 1988 |
|
SU1720845A1 |
| Устройство для чистовой обработки отверстий | 1989 |
|
SU1646814A1 |
| Оправка для алмазного выглаживания деталей | 1973 |
|
SU500048A1 |
| ИНСТРУМЕНТ ДЛЯ ВЫГЛАЖИВАНИЯ ПРЕРЫВИСТЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2433900C1 |
| Устройство для алмазного выглаживания деталей | 1986 |
|
SU1409444A1 |
| Способ алмазного выглаживания | 1978 |
|
SU795908A2 |
| Приспособление для алмазного выглаживания деталей | 1989 |
|
SU1691081A1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2571011C2 |
Изобретение относится к обработке металлов давлением, а именно к оправке для алмазного выглаживания деталей. Цель изобретения - повышение качества. На скобе между выглаживателями на равном расстоянии от каждого из них жестко закреплен копирный элемент. При работе контакт оправки с обрабатываемой деталью в трех точках обеспечивает неизменное положение алмазных выглаживателей на линии в любом положении контура детали относительно центра вращения. Благодаря этому обеспечивается стабильность силы выглаживания по всей поверхности за счет снижения биения при обработке деталей типа эксцентриков и кривошипов. 1 з.п.ф-лы, 1 ил.
| Оправка для алмазного выглажи-ВАНия дЕТАлЕй | 1979 |
|
SU806382A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
