Изобретение относится к изготовлению резиновых технических изделий и может быть использовано при стыковке многослойных лент, в частности конвейерных.
Цель изобретения - повышение прочности стыкового соединения и долговечности ленты за счет снижения концентрации напряжений в зоне стыка.
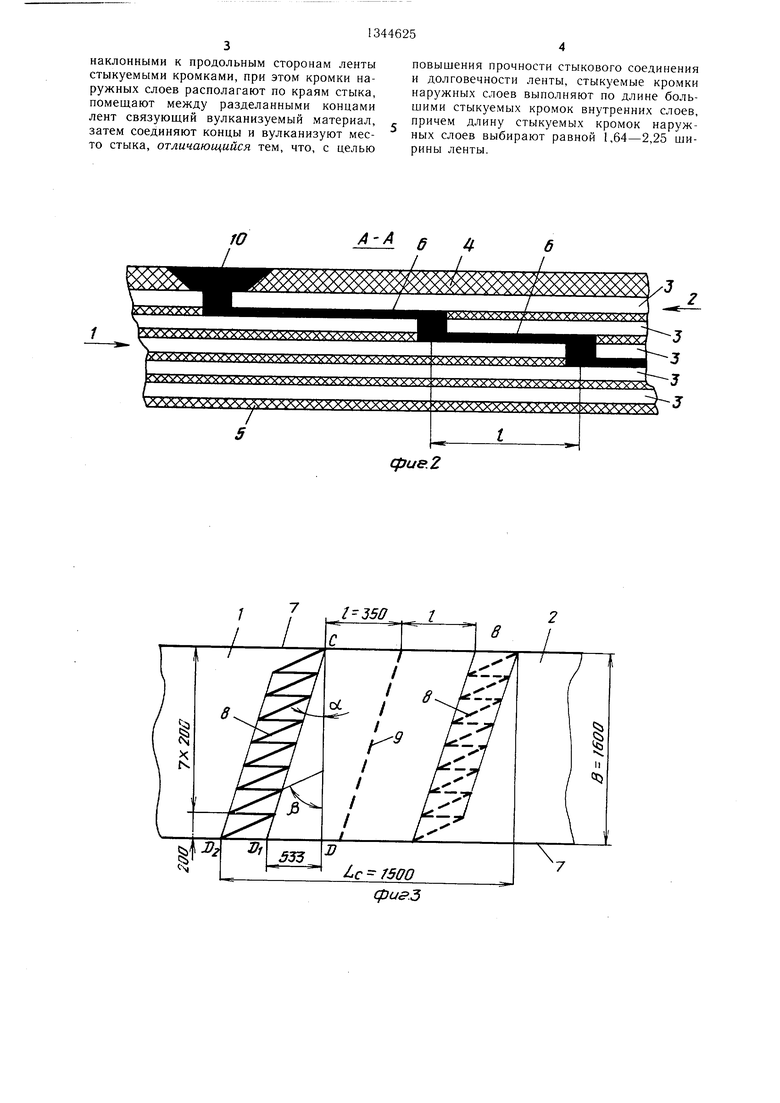
На фиг. 1 изображено стыковое соединение, вид в цлане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 и 4 - варианты выполнения стыкового соединения, вид в цлане.
Способ стыковки многослойных лент осуществляют следующим образом.
Соединенные концы 1 и 2 многослойной ленты, состоящей из внутренних слоев - тканевых прокладок 3, и наружных слоев - верхней 4 и нижней 5 резиновых обкладок, разделывают по слоям с образованием ступеней 6, имеющих наклонные к продольным сторонам 7 ленты стыкуемые кромки. При этом стыкуемые кромки 8 наружных слоев располагают по краям стыка, а стыкуемые кромки 9 внутренних слоев - в середине стыка. Кромки 9 расположены под углом а к продольным сторонам 7 ленты для уменьшения скачка раздирающих усилий при проходе стыка по барабанам и роликам конвейера. Кромки 8 выполнены по длине большими кромок 9. Длина кромок 8 выбрана равной -1,64-2,25 ширины В ленты. Для уменьшения длины стыка кромки 8 выполняют состоящими из нескольких наклонных участков, CNi, N2M3, M2D2, имеющих одинаковый угол j3 наклона.
Между разделанными концами 1 и 2 помещают связующий вулканизуемый материал 10, например сырую резину. Затем соединяют концы 1 и 2 и вулканизуют место, стыка.
Пример 1. Выполняли стыковку концов конвейерной ленты 2-1000-5 ТК-200-6-2-А ГОСТ 20-76, имеющей щирину В 1000 мм и количество прокладок i 5. Толщину резиновых прослоек S в стыке принимали равной 0,05 мм, угол скоса кромок внутренних слоев ос 18°30 (tgp4/3), а длину их ступеней мм. Затем определяли длину стыкуемых кромок 8 наружных слоев по соотношению L В 1,64 1640 мм и угол их наклона р arc cos Sa ; 52°25 (tgp 1,30). Тогда длина отрезка AD В.. tgp 1300 мм. Количество п наклонных участков стыкуемых кромок 8 принимали равным трем, а их щирину - равной В. Затем производили разделку стыка следующим образом. От точки А откладывали отрезок AD В. tgp и проводили перпендикуляр DC с продольной стороны 7 ленты (фиг. 1). Точки С и А соединяли прямой, делили линию DC на равные отрезки по количеству наклонных участков п. Из точек деления отрезка DC восстанавливали перпендикуляры MMi и NNi. Откладывали на линии AD отрезок DDi В tga и соединяли прямой точ0
5
0
5
0
5
0
5
0
5
ки DI и с. Прямая DC пересекает перпендикуляр NNi в точке N2, а линию MM| в точке М2. Проводили из точки NI линию ND2, параллельную DiC и пересекающую перпендикуляр ММ| в точке Мз. Суммарная длина отрезков CNi, Ы2Мз и M2D2 равна расчетному значению длины L кромки 8.
Откладывали от точки С по продольной стороне 7 ленты отрезки длиной Р и, проводя линии, параллельные CDi, размечали кромки ступеней стыка внутренних слоев. Таким же образом размечали другой конец 2 ленты.
Полная длина стыка определяется зависимостью
(i-I)+Ptga l+f (}||-1).
После разметки и отрезки по линии кромок 8 концы ленты разделывали, поочередно снимая обкладки 4 и 5 с образованием ступеней 6 длиной Е по слоям.
После разделки соединяемые концы ленты шероховали, промывали растворителем, промазывали клеем, укладывали между ними слои связующего вулканизуемого материала (например, сырой резины), совмещали оба соединяемых конца и вулканизовали место стыка.
Пример 2. Выполняли стыковое соединение концов конвейерной линии 2-1600-3-МК- -400-4-1-6 (В 1200 мм, 1 3). Принимали толщину резиновых прослоек s 0,05 см, угол наклона кромок внутренних слоев ос : 18°30 (tgcc 1/3), длину ступени 1 350 мм (фиг. 3). Длину стыкуемых кромок наружных слоев определяли как L 2.25. В 3600 мм, а угол их наклона 6 arc cos 1 /2,25 63°36, тогда отрезок AD 2В. Количество наклонных участков кромок 8 принимали , полную длину стыка Lt 1500 мм. Дальнейшую разделку стыка осуществляли аналогично примеру 1.
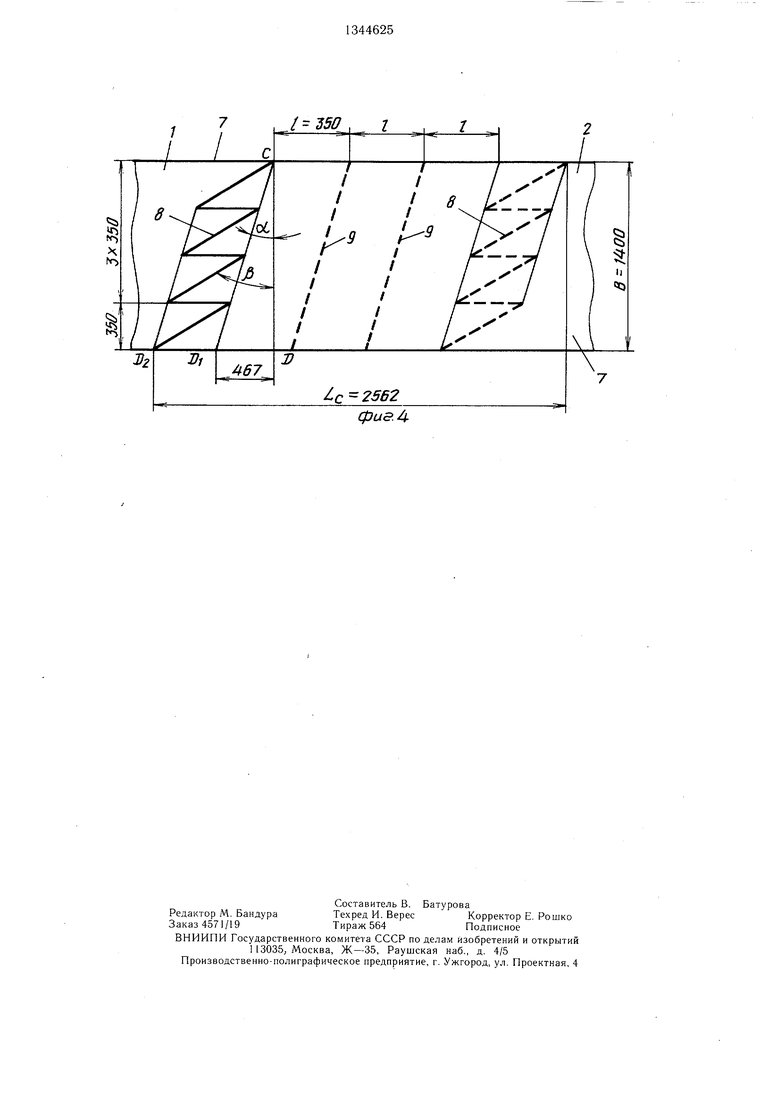
Пример 3. Выполняли стыковое соединение концов ленты 2-1400-4-ТА-400-5-2-Б (В 1400 мм, i 4).
Принимали: s 0,5 мм; а 18°30 (tga 1/3); мм; L 2.08.1400 2.912 мм, п 4, угол наклона кромок 8 р -агссо5-2 61°16 (tgP 1,82); полную длину стыка D- 2562 мм.
Дальнейщий порядок разделки, подготовки и вулканизации стыка аналогичен примеру 1. Схема стыка представлена на фиг. 4.
Предлагаемый способ стыковки позволяет повысить прочность, соединений многослойных лент,, а следовательно, увеличить их технико-экономические показатели за счет снижения простоев конвейерных линий и затрат на изготовление стыков.
Формула изобретения
Способ стыковки многослойных лент, при котором соединяемые концы лент разделывают по слоям с образованием ступеней с
наклонными к продольным сторонам ленты стыкуемыми кромками, при этом кромки наружных слоев располагают по краям стыка, помещают между разделанными концами лент связующий вулканизуемый материал, затем соединяют концы и вулканизуют место стыка, отличающийся тем, что, с целью
повыщения прочности стыкового соединения и долговечности ленты, стыкуемые кромки наружных слоев выполняют по длине большими стыкуемых кромок внутренних слоев, причем длину стыкуемых кромок наружных слоев выбирают равной 1,64-2,25 ширины ленты.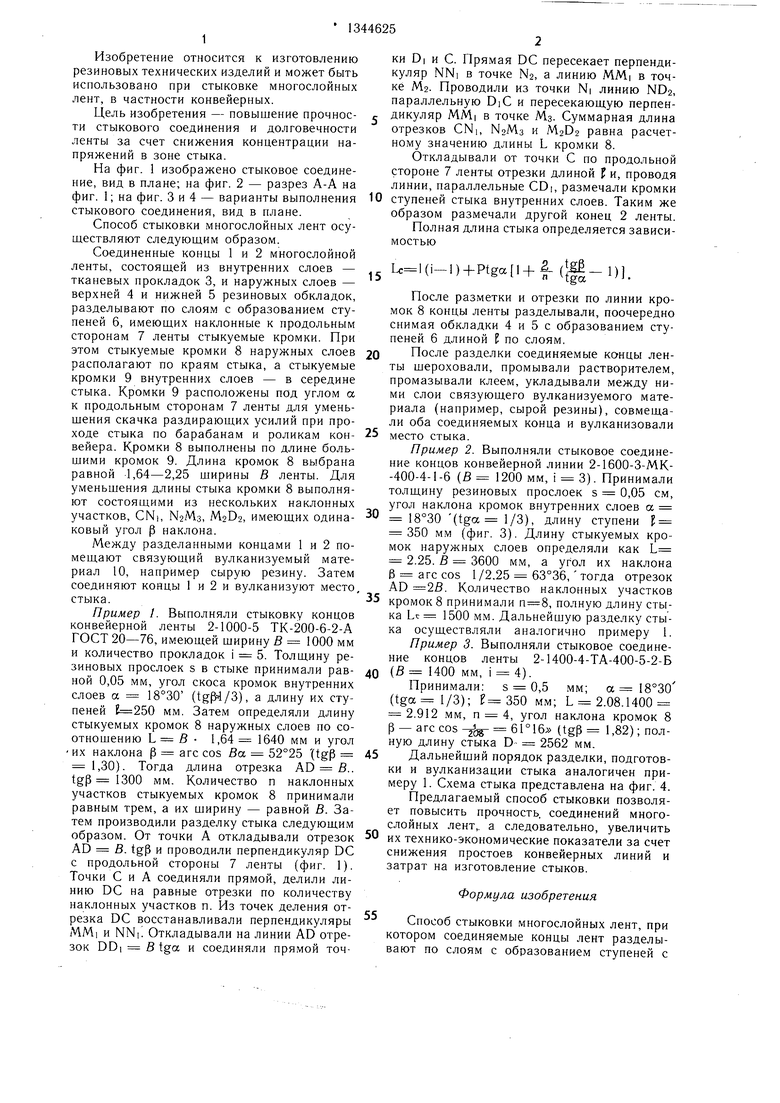
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения конвейерных лент | 1990 |
|
SU1722866A1 |
| Способ соединения конвейерных лент | 1981 |
|
SU994294A1 |
| Способ стыковки резинотканевых конвейерных лент | 1981 |
|
SU1004147A1 |
| Способ стыковки многослойных лент | 1978 |
|
SU783034A1 |
| СТЫКОВОЕ ФОРМОВАННОЕ СОЕДИНЕНИЕ ЛИСТОВЫХ ЭЛЕМЕНТОВ СВЯЗЕЙ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2020 |
|
RU2751505C1 |
| Способ стыковки лент с тканевыми прокладками | 1982 |
|
SU1087361A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Способ стыковки конвейерных лент | 1991 |
|
SU1803357A1 |
| Способ соединения конвейерных лент | 1983 |
|
SU1106678A1 |
| Станок для разделки стыков тканевых конвейерных лент | 1987 |
|
SU1482816A2 |
Изобретение относится к изготовлению резиновых технических изделий и может быть иснользовано при стыковке многослойных лент, в частности конвейерных. Цель изобретения - повышение прочности стыкового соединения и долговечности лент: Для этого стыкуемые кромки 8 наружных слоев выполняют по длине, большими стыкуемых кромок 9 внутренних слоев. Длину стыкуемых кромок 8 выбирают равной 1,64-2,25 ипфи- ны В ленты. 4 ил.
ГО
cpue.Z
7
фиг.5
фиБ.4
| СПОСОБ СТЫКОВКИ РЕЗИНО-ТКАНЕВЫХ ТРАНСПОРТЕРНЫХ ЛЕНТ И ПЛОСКИХ ПРИВОДНЫХ РЕМНЕЙ | 0 |
|
SU245349A1 |
| Солесос | 1922 |
|
SU29A1 |
| СПОСОБ ПРОИЗВОДСТВА БИОГЕЛЯ ИЗ МОРСКИХ ВОДОРОСЛЕЙ ДЛЯ ДИЕТИЧЕСКОГО И ЛЕЧЕБНО-ПРОФИЛАКТИЧЕСКОГО ПИТАНИЯ | 2018 |
|
RU2681486C1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
