(54) ЛЕНТОЧНЫЙ КОНВЕЙЕР
| название | год | авторы | номер документа |
|---|---|---|---|
| Электромагнитный питатель | 1978 |
|
SU766984A1 |
| Ленточный бремсберговый конвейер | 1978 |
|
SU981134A1 |
| Способ контроля грузонесущей способности ленточного конвейера | 1989 |
|
SU1685834A1 |
| Устройство для управления ленточным конвейером | 1980 |
|
SU910508A1 |
| Устройство для управления загрузкой ленточного конвейера | 1983 |
|
SU1090644A1 |
| Ленточный конвейер для транспортирования ферромагнитных грузов | 1990 |
|
SU1751102A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЛЕНТОЧНОГО КОНВЕЙЕРА | 2011 |
|
RU2472690C1 |
| Перегружающее устройство | 1973 |
|
SU463605A1 |
| ВЕРТИКАЛЬНЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2010 |
|
RU2440284C1 |
| Устройство для отсыпки грунта | 1988 |
|
SU1555439A1 |
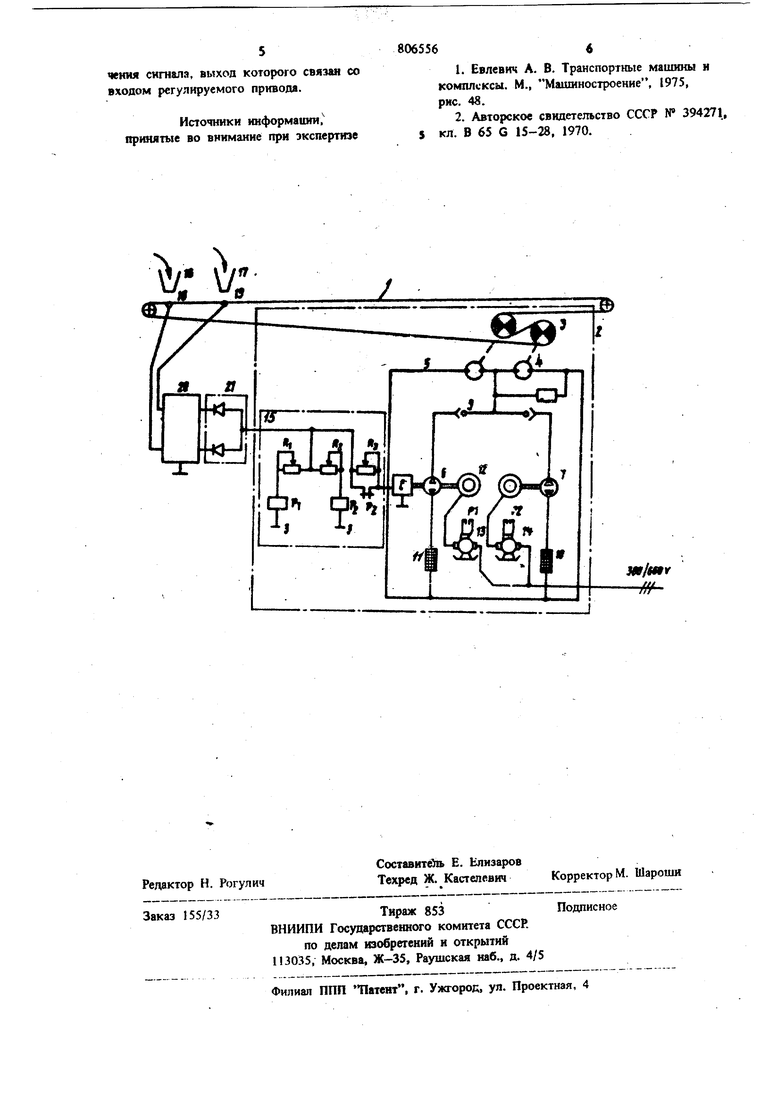
Изобретение относится к транспортной технике, а болееконкретно, к рудничным кон.вейерным установкам, предназначенным для транспортировки сыпучих материалов. Известны шахтные ленточные конвейеры. с постоянной скоростью движения ленты, состоящие из грузонесущей ленты, загрузочного устройства, датчика наличия груза, выходы которого подключены к, приводу, отключающего конвейер при его перегрузке, и нерегулируемого привода, включение которого производится оператором на специальном электрическом п скателе или дистанционно (1.. Известны ленточные конвейеры с переменной скоростью движения ленты, состоящие из грузонесущей ленты, нескольких загрузочных устройств, соответствующего им количества датчиков наличия груза в загрузочном устройстве, выходы которых подключены к регулнруемому приводу, который сообщает ленте скорость, пропорциональную числу загр зочных устройств, участвующих в данный момент в загрузке конвейера 2. Однако в известном ленточном конвейере регулирование скорости движения ленты осу цествляется скачкообразно в зависимости от наличия груза в загрузочном устройстве н не связано с интенсивностью грузопотока, поступающего на конвейер, что приводит к неполной загрузке ленты по ширине. Известные ленточные конвейеры чрезвычайно знергоемкн в холостом режиме (потребляют до 40-60% знергии номинального режима), поэтому неполная загрузка ленты вызывает перерасход злектрознергии. Излшпнее число пробегов ленты отрицательно отражается на ее долговечности. Срок службы резино-тканевой ленты .на шахтных конвейерах не превьщ1ает 4-6 месяцев, стоимость же ленты составляет половину стоимости конвейера. Поэтому преждевременный выход ленты из строя характеризуется значительными экономическими потерями. Цель изобретения - повышение экономичности конвейера. Поставленная цель достигается тем, что конвейер снабжен датчиком фронтальной за 3 грузки грузонесущей ленты, блоком выделения максимального значения сигнала и тензометрическим блоком, причем выходы датчиков через тензометрический блок соединены со входами выделения максимального зна 4ения сигнала, выход которого связан со входом регулируемого привода. На чертеже изрбражена схема конвейера. Грузоиесущая лента 1 получает движение от привода 2, состоящего из приводти барабанов 3, которые приводятся во вращение гидродвигателями 4. Гидродвигатели 4 через гидромагистраль 5 связаны с гидронасо сами 6 и 7. Гидронасос 6 оснащен электрогидравлическими блоком 8 для изменения эксцентриситета, а следовательно, имеет регулируемую производительность. Гидронасос 7 имеет постоянную производительность. Гидромагистраль 5 оборудована обратными клапанами 9, маслоочистительными фильтрами 10 и предохранительным клапаном 11. Гидронасосы 6 и 7 приводятся во вращгчие электродвигателями 12, которые включаются пускателями 13 и 14. Сигналы управления на пускатели поступают от логического блока 15. Груз на конвейер поступает через загрузочные устройства 16 и 17, число которых нерегламентируется. Величина загрузки фиксируется датчиками 18 и 19 фронтальной загрузки ленточного полотиа, представляющими собой, например, щироко распространенные тензометричёские датчики, наклеенные на оси опорных роликов ленты конвейера. Выходы датчиков 18 и 19 через тензостанцию 20 подаются на входы блока 21 сравнения и выделения максимального значения. Выход блока 21 присоединен ко входу регулируемого привода 2. Работа конвейера осуществляется следующим образом. При поступлении через загрузочные устройства 16 и 17 на ленту 1 груза датчики 18 и 19 отрабатывают сигналы, пропорциональны фронтальной загрузке ленты, которые усиливаются на тензостанцию 20 и подаются на блок 21 сравнения и выделения максимального значения. На выходе блока 21 формиру ется сигнал, пропорциональный максимальной фронтальной загрузке ленты. С блока 21 поступают на регулируемый привод 2, где при достаточном уровне сигнала происходит сраба тывание реле Р, расположенного в олгическом блоке 15. Контакты Р управляют пускателем 13, при включении которым двигателя 12 начинает работать с нулевым эксцентриситетом гидронасос 6. При увеличении фронтальной загругжи сигнал с бло. ка 21 возрастает и через 6jiOK 8 воэдействует на зксцентриситет гидронасоса 6, увеличивал его. Лента 1 начинает двигаться со скоростью, соответствующей максимальной фронтальной загрузке ленточного полотна. Иальнейщее нарастание фронтальной загрузки ленты 1 сопровождается соответствующим ростом величины сигнала на В1 1ходе блока 21, что приводит к срабатыванию реле Рп и включению в работу через пускатель 14 нерегулируемого гидронасоса 7. Одновременно контакты Р2 в логическом блоке 15 размыкаются и сигнал на блок 8 поступает через потенциометр Вд, отрегулированный так, что происходит снижение эксцентриситета гидронасоса 6 до нуля. Последующее увеличение фронтальной загрузки ленты 1 вызывает снова повышение эксцентриситета гидронасоса 6, и, следовательно, нарастание скорости движения ленты 1. Убывание фронтальной ээгрузки приводит к работе всех указанных элементов в обратной последовательности. Отстройка реле Р и Р осуществляется потенциометрами R и R « При необходимости возможно ручное управление пускателями 13 и 14 и электрогидравлическим блоком 8. Наличие новых элементов - датчика фронтальной загрузки и блока сравнения и выделения максимального значения выгодао отличает настоящий ленточный конвейер от известного, так как обеспечивается полная загрузка и исключаются холостые пробеги. В результате увеличивается срок службы грузонесущей ленты, наименее долговечный и наиболее дорогой части конвейерной установки. Значительно повыщается КПД и сокращается расход электроэнергии. Ленточный -конвейер с .бесступенчатым регулированием скорости по максимальной фронтальной.загрузке ленточного полотна отличается больщей долговечностью и зкономич- ностью. Формула изобретения Ленточный конвейер, содержащий грузонесущую ленту с изменяемой скоростью движения, загрузочные устройства и регулируемый привод, отличающийся тем, что, с целью повыщения зкономичности конвейера, он снабжен датчиками фронтальной загрузки грузонесущей ленты, блоком выделения максимального значения сигнала и тензометрическим блоком, причем выходы датчиков через тензометрический блок соедииснь со входами блока выделения максимального) мачекня сигнала, выход которого связан со входом регулируемого привода.
Источники информации, принятые во внимание при экспертизе
