Фие.1
Изобретение может быть использовано в промышленности теплоизоляционных строительных материалов для производства прошивных минераловатных изделий.
Целью изобретения является повышение качества изделий за счет спиральной ориентации волокна.
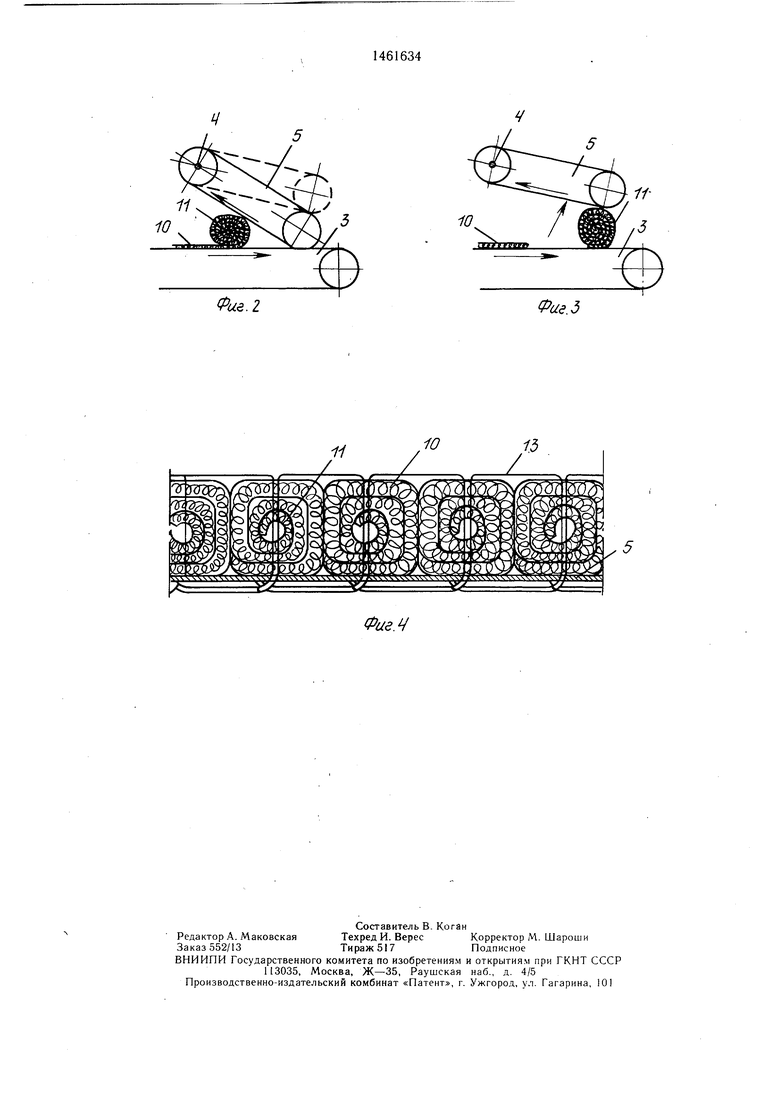
На фиг. 1 схематически изображена предложенная поточная линия; обший вид; на фиг. 2 и 3 - начальная и конечная фазы работы механизма сворачивания в рулон отрезков ковра; на фиг. 4 - фрагмент готового изделия (прошивного теплоизоляционного мата).
Поточная линия для производства прошивных теплоизоляционных изделий содержит подающий транспортер 1, нож 2 поперечной резки ковра на полосы, отборочный обгонный транспортер 3, механизм сворачивания в рулон отрезков ковра (рулоноправщик), выполненный в виде установленного под острым углом к транспортеру с возможностью качания вокруг оси верхнего барабана 4 наклонного транспортера 5 с встречным движением рабочей ветви, накопитель-подпрессовшик б, узел 7 подачи покровного материала, после которого установлены прошивная машина 8 и механизм 9 поперечной резки изделия.
Поточная линия работает следуюш,им образом.
Непрерывный минераловатный ковер 10 без связующего подающим транспортером 1 выносится из камеры волокноосаждения (не показана), попадает на горизонтальный обгонный транспортер 3 и отрезается ножом 2 поперечной резки по команде отмеривающего устройства (не показано), мерный кусок ковра уносится вперед транспортером 3, где передняя кромка ковра взаимодействует со встречно движущейся нижней ветвью рулонирующего транспортера 5, опущенного в нижнее положение. Кромка загибается вверх и происходит сворачивание отрезка ковра 10 в рулон 11 по спирали Архимеда. В конце цикла транспортер 5, поворачиваясь вокруг оси верхнего барабана 4, поднимается, выпускает рулон 11 и возвращается в исходное положение. Свернутый рулон 11 передается на нижний транспортер накопителя- подпрессовщика 6 поверх покровного материала 12, разматываемого с узла 7 размотки, и, продвигаясь, подпрессовывается верхним транспортером накопителя-под- прессовщика 6, принимая форму, близкую к прямоугольнику. Скорости транспортеров 1, 3 и 6 соотносятся таким образом, что сформированный теплоизоляционный слой 4 продвигается на длину прямоугольного элемента за то время, которое необходимо для сворачивания и подачи очерёдного рулона 11. Подпрессованный теплоизоляционный слой нитями 13 прощивается продольными швами прошивной, машиной 8. Готовый мат отрезается на мерные длины ножом 9 механизма поперечной резки изделий.
Предложенная поточная линия позволяет пол-учить из непрерывного минераловатного ковра без связующего прошивные маты со структурой теплоизоляционного слоя в виде примыкающих друг к другу подпрессо- ванных до близкой к прямоугольнику формы рулонов, свернутых по спирали Архи0 меда из исходного ковра. Такая структура теплоизоляционного слоя за счет круговой ориентации волокон обеспечивает не только эксплуатационную жесткость, устойчивость к усадкам при монтаже и эксплуатации, но повышенную и сохраняю- щуюся вследствие неизменности толщин теплоизолирующую способность прошивных минераловатных матов. Отсутствие связующего позволяет применять их в самой широкой гамме теплоизолирующих конQ струкций.
Формула изобретения
Поточная линия для производства прошивных теплоизоляционных изделий, содер,- жащая подающий транспортер, нож поперечной резки ковра на полосы, отборочный транспортер с ориентирующим устройством, накопитель-подпрессовщик, узел подачи покровного материала, машину продольной прошивки и механизм поперечной резки из0 делия, отличающаяся тем, что, с целью повышения качества изделий за счет спиральной ориентации волокна, ориентирующее устройство выполнено в виде механизма сворачивания в рулоны отрезков ковра, включающего установленный над отборочным транспортером с возможностью качания вокруг оси верхнего барабана наклонный транспортер, направление движения рабочей ветви которого противоположно направлению движения ковра.
Фие.г
5
Фае. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовленияВЕРТиКАльНОСлОиСТыХ ТЕплОизОляциОННыХиздЕлий | 1979 |
|
SU806658A1 |
| Поточная линия для производства прошивных теплоизоляционных изделий | 1983 |
|
SU1119996A1 |
| Способ изготовления минераловатных прошивных матов | 1986 |
|
SU1447663A1 |
| Установка для рулонирования минераловатного ковра | 1982 |
|
SU1089065A1 |
| Поточная линия для изготовления вертикально-слоистых теплоизоляционных изделий | 1974 |
|
SU541827A1 |
| Устройство для изготовления теплоизоляционных труб из полосы волокнистого материала | 1983 |
|
SU1127773A1 |
| Способ изготовления теплоизоляционных изделий из стекловолокнистых отходов | 1989 |
|
SU1675088A1 |
| Поточная линия для производства теплоизоляционных изделий | 1985 |
|
SU1308492A1 |
| Поточная линия для производства волокнистого прошивного мата | 1989 |
|
SU1728022A1 |
| Линия для производства минераловатных изделий | 1985 |
|
SU1235830A1 |
Изобретение может быть использовано для производства прошивных теплоизоляционных материаловатных изделий. Целью изобретения является повышение качества изделий за счет спиральной ориентации волокна.. Поточная линия для производства прошивных изделий содержит подающий транспортер 1, нож 2 поперечной резки ковра на полосы, отборочный обгонный транспортер 3, механизм рулониро- вания отрезков ковра, выполненный в виде установленного под углом к транспортеру 3 с возможностью качания вокруг оси верхнего барабана 4 наклонного транспортера 5 с встречным движением рабочей ветви, накопитель-подпрессовш,ик 6, узел 7 подачи покровного материала, после которого установлены прошивная машина 8 и механизм 9 поперечной резки изделия. 4 ил. Э
Фиг.Ч
| Поточная линия для производства прошивных теплоизоляционных изделий | 1983 |
|
SU1119996A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Поточная линия для изготовленияВЕРТиКАльНОСлОиСТыХ ТЕплОизОляциОННыХиздЕлий | 1979 |
|
SU806658A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
