1
Изобретение относится к способам весового порционного дозирования, например пельменей, и может быть использовано в любой отрасли пищевой промышленности для дозирования мелкокусковых и штучных продуктов.
Известен способ весового порционного дозирования, предусматривающий цикличную подачу материала двумя потоками , накопление его в промежуточной емкости, пересыпание в грузоприемный бункер весов, дозирования по весу и выгрузку отвешенной порции. При этом сначала в течение заданного периода времени, включающего момент окончания выгрузки из грузоприемного бункера отвешенной ранее порции, оба потока материала направляют в накопительную емкость, а затем, пересыпая накопленный в емкости материал в грузоприемный бункер и продолжая подачу в него материала до момента готовности порции по весу, отводят один из потоков от грузоприемного бункера для дробного или поштучного добавления в выгруженные из бункера порции L1 однако реализация данного способ связана со сложностью его осуществления и высокой трудоемкостью технологического процесса.
Наиболее близким к предлагаемому по технической сущности является способвесового порционного дозирования кусковызр- материалов путем основной и поштучной загрузки грузоподъемного бункера, слежения за весом бункера и прекращения основной
0 загрузки при достижении грубой дозы, в котором после достижения грубой дозы определяют вес первого экземпляра изделий поштучного потока, суммируют его с весом набранной грубой
5 дозы, сравнивают полученную сумму с точной дозой и, при совпадении их с заданной точностью, этот экземпляр изделия направляют в грузоприемный бункер и разгружают его 2.
0
Однако согласно этому способу основную загрузку грузоподъемного бункгра и поштучную загрузку его с заданной точностью до точной дозы изделий производят путем поиска нуж
5 ного веса первого экземпляра. Кроме того, нужные в заданные моменты .технологического процесса веса первых экземпляров изделий являются случайными величине ми, что делает процесс 0 их нахождения неопределенным во времени. Все это существенно снижает производительность весового порционного дозирования.
Цель изобретения - увеличение производительности дозирования.
Поставленная цель достигается тем что согласно сйособу весового порционного дозирования определение веса первых экземпляров ведут одновременно с достижением суммарной грубой дозы изделий, накапливая согласно их фиксированным весам отдельно от основного потока, при одновременном потряхивании разделягат сдозированную по весу суммарную массу изделий с заданной точностью на по объему доли, определяют доли с минимальным и максимальным весами и переносят первый из доли с максимальным в долю с минимальным весом, в случае наибольшего расхождения указанных долей по весу переносят первы экземпляр из верхнего слоя изделий, а в случае наименьшего расхождения из Нижнего слоя.
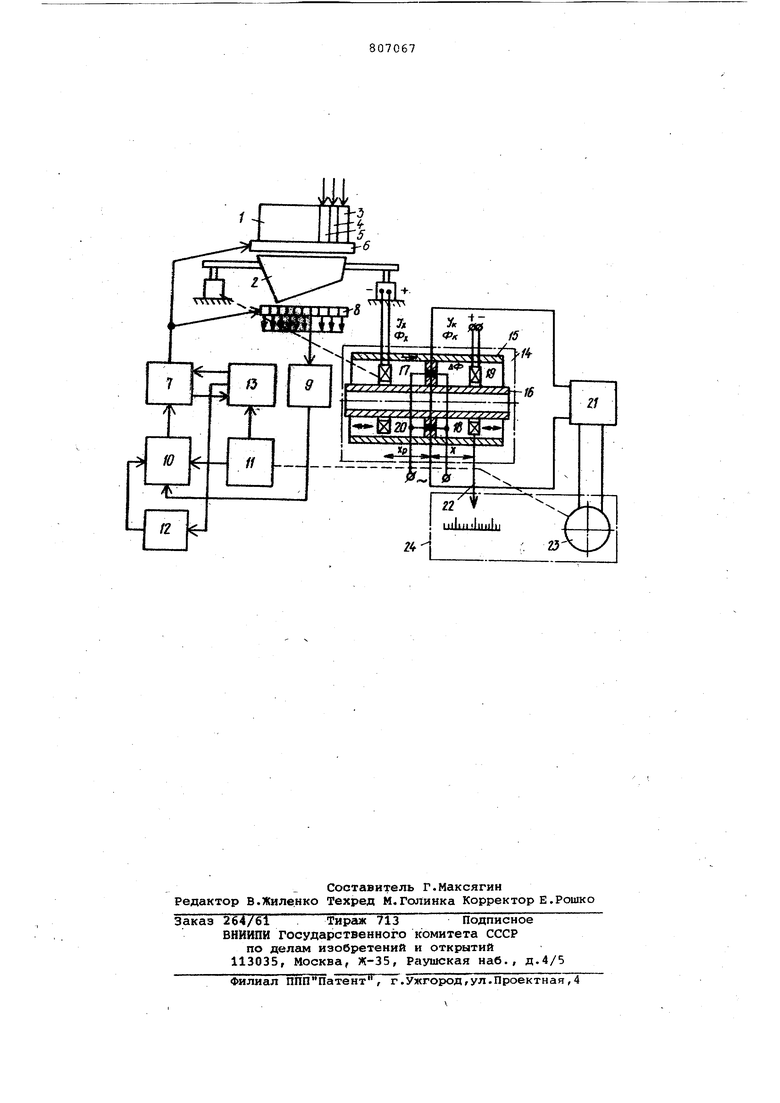
На чертеже npeMCTaSVieHa схема устройства, реализующего предлагаемый способ.
Устройство содержит сборную емкость 1 для основной загрузки грузоподъемного бункера 2 и отсеков 3-5 для поштучной загрузки бункера 2. ЕМКОСТЬ 1 соединена с питателем 6, подключенным к исполнительному механизму 7, а бункер 2 подвешен нг весоизмерительных датчиках. Имеется второй, грузоподъемный бункер 8, выполненный по длине равным суммарной длине коробок (на чертеже не показаны), комплектуемых с заданным числом по группам (упаковкам который снабжен индивидуальными датчиками 9 по числу заполняемых коробок и соединен с исполнительным механизмом 7. Выходы датчиков 9 подключены к входу блока 10 сравнения, другие входы которого соединены с датчиком 11 положения и задатчиком 12 дозы, управляемым от блока 13 управления. Последний соединен также с исполнительным механизмом 7 и датчиком 11 положения.
Кроме того, имеется бесконтактный потенциометр 14, магнитная система которого выполнена в виде коаксиальных цштиндрических магнитопроводов 15 и 16, соединенных неподвижной ферромагнитной перекшчкой 17, в основании которой установлены элементы 18 Холла, а по разные стороны ее размещены компенсирующая обмотка 19 с числом витков )/ц и измерительная обмотка 20 с числом витков ) , выполненные подвижными вдоль собственных продольных осей с текущими координатами перемещения X и X р со встречно направленными магнитными потоками co,fCtЗJ и их разностью ЛФ в перемычке 17. При этом элементы
18 Холла включены последовательно на входе фазочувствительного усилителя 21, измерительная обмотка 20 кинематически и электрически связана . с датчиками 3, а на компенсирующей обмотке 19 установлен указатель 22 со шкалой, кинематически связанный с датчиком 11 положения и ревер сивным двигателем 23, включенным на выходе усилителя 21. Причем, указатель 22 со шкалой и двигатель 23
0 объединены в измерительный блок 24.
Способ осуществляется следующим образом.
При поступлении основного потока пельменей из приемной емкости 1 че5рез питатель 6 в грузоподъемный бункер 2 за их текущим весом в бункере 2 следят с помощью бесконтактного потенциометра 14, усилителя 21 и измерительного .блока 24, для чего опредеряют разностный магнитный поток
0
дер срх - со к,J ; Vx О-л р-3 к. Vn 9.x
(д - магнитная проводимость магнитопровода), усиливают наведенную им в
5 элементах 18 Холла электродвижущую силу усилителем 21 и передвигают двигателем 23 обмотку 19 до тех пор, пока не возникает равенство (gXp , из которого находят коорди0нату перемещения х обмотки 19, пропорциональную суммарному контролируемому весу
(1)
X
35
измерительный ток от датчика
где
з;
стабилизированный компенсирующий ток.
При достижении суммарной грубой
0 дозы, отличной от точной дозы на величину веса, первых экземпляров, которые предварительно накапливают согласно своим фиксированным весам в отсеках 3-5, прекращают основную за5грузку бункера 2 с помощью датчика
11положения указателя 22, задатчика
12дозы, блока 13 управление, блока 10 сравнения и исполнительного механизма 7. поскольку в момент достижения суммарной грубой дозы одно0временно определяют вес первого экземпляра мельменл поштучного потока из отсеков 3-5, его суммируют с весом набранной грубой дозы путем подачи пельменя необходимогс) фиксированного ве5са,из одного из отсеков 3-5 исполнительным механизмом 7 и питателем 6 при условии увеличения координаты перемещения хр обмотки 20 с увеличением веса пельменей в бункере 2, .т.е. как следует из выражения Ц),
0 при -наибольшей точности дозирования. При этом сравнивают получаемую сумму с точной дозой, задаваемой задатчиком 12 дозы, через блок 10 сравне5ния. При совпадении их с заданнойточностью направляют необходимый пер вый экземпляр в бункер 2, а затем разгружают его, т.е. помещают полученную с заданной точностью точную дозу изделий весом, например в .10 кг в грузоподъемный бункер 8, выполненный по длине равным суммарной длине коробок, комплектуемых с заданным чи лом по группам, При одновременном потряхивании бункера 8 с -помощью исполнительного механизма 7 разделяют размещенную таким образом сдозированную по весу суммарную массу изделий с заданной точностью на равные по объему доли/, число которых выбирают по числу коро бок в группе. Это обеспечиваешься, например введением в бункер 8 снизу через прорези или сверху специально гребенки с поперечными стенками для разделения массы пельменэй на доли (на чертеже не показана). Датчиками 9 определяют доли с минимальным и максимальным весами, для чего блоком 13 управления с момента загрузки бункера 8 отключают датчик 11, переключают задатчик 12 дозы ,i режим сравнения весов полученных долей пельменей, и исполнительным механиз мом 7 переносят первый экземпляр из доли с максимальным весом в долю с минимальным весом. Поскольку При потряхивании бункера 8 наиболее тя желые пельмени оказываются на. поверхности доли, а наименее легкие, на. ее дне, .то в случае небольшого расхождения сравниваемых долей по весу переносят первый 31кзе 1пляр из верхнего слоя изделий, а в случае наименьшего расхождения - из нижнего слоя. Выбранные размеры бункера 8 и то ный вес отгруженных из бункера 2 пельменей гарантируют равномерное размещение пельменей с заданной точ ностью по весам, например по 1 кг в каждой доле. Их рассыпают по коробкам (на чертеже не показаны). комплектуемым в группы, например по 10 штук, и упаковывают в ящики. Формула изобретения Способ весового порционного дозирования кусковых материалов путем основной и поштучной загрузки грузоподъемного бункера, слежения за весом бункера и прекращения основной загрузки при достижении грубой дозы, в которой после достижения грубой дозы определяют вес первого экземпляра изделии поштучного потока, суммируют его с весом набранной грубой дозы, сравнивают полученную сумму . с точной дозой, и при совпадении их с заданной точностью, этот экземпляр изделия направляют в грузоподъемный бункер и разгружают его, о т л и-. ч а ю (Ц и и с я тем, что, с цельк) увеличения Производительности дозирования, определение веса первых экземпляров ведут одновременно с достижением суммарноЛ f pyбoй дозы изделий, Накапливая согласно их фиксированным весам отдельно от основного потока, при одновременном потряхивании разделяют сдозированную по весу суымариут массу, изделий с заданной точностью на равные по объему доли, определяют доли с минимальньм и максимальном весами и переносят первый экземпляр из доли с максимальным в долю с минимальным весом, причем, в случае наибольшего расхождения указанных долей по весу переносят первый экземпляр из верхнего слоя изделий, а в случае наименьшего расхождения - из нижнего слоя. . источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 535464, кл.«.С 01 G 13/24, 1976. 2.Авторское свидетельство СССР 547644, кл. G 01 G 13/24, 02.06.75 (прототип).
ш
И
гг
IHllll illllllli
Vt
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ весового порционного дозирования рыбы и устройство для его осуществления | 1975 |
|
SU547644A1 |
| Способ весового порционного дозирования и устройство для его осуществления | 1990 |
|
SU1755058A1 |
| Устройство для автоматического взве-шиВАНия и пОРциОННОгО дОзиРОВАНия | 1979 |
|
SU807068A1 |
| Способ весового дискретного дозирования замороженных штучных материалов | 1985 |
|
SU1290083A1 |
| Устройство для автоматического весового дозирования штучных изделий | 1976 |
|
SU679812A1 |
| Весовой проционный дозатор | 1973 |
|
SU476454A1 |
| Способ комбинированного порционного многокомпонентного дозирования сыпучих,липких и вязких материалов и устройство для его осуществления | 1985 |
|
SU1383104A1 |
| Сомакорректирующийся весовой дозатор | 1978 |
|
SU697831A1 |
| Автоматический весовой дозатор периодического действия | 1975 |
|
SU547643A1 |
| Устройство для весового порционного дозирования | 1978 |
|
SU697832A1 |