(54) УСТРОЙСТВО ДЛЯ ПРОКАТКИ ПОРОШКА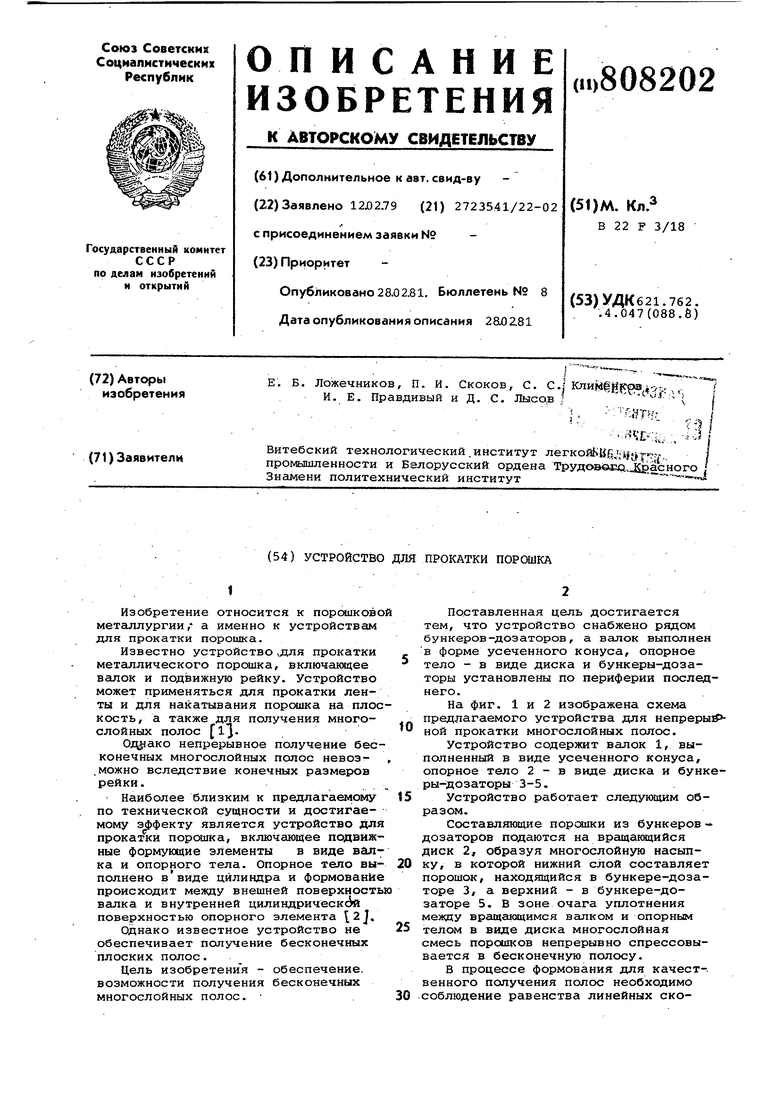
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прокатки порошка | 1980 |
|
SU929329A2 |
| Устройство для формования трубчатых изделий из порошка | 1982 |
|
SU1072999A1 |
| Устройство для прокатки металлического порошка | 1980 |
|
SU900986A1 |
| Способ изготовления спеченных пористых длинномерных изделий и устройство для его осуществления | 1984 |
|
SU1252044A1 |
| Устройство для непрерывного прессования | 1985 |
|
SU1292915A1 |
| Устройство для прокатки металлических порошков | 1978 |
|
SU688287A1 |
| Устройство для получения многослойного плакированного проката из металлического порошка | 1983 |
|
SU1133033A1 |
| Устройство для получения многослойного проката | 1989 |
|
SU1650360A1 |
| Устройство для формования порошка | 1980 |
|
SU919808A1 |
| Устройство для агрегирования стекольной шихты | 1982 |
|
SU1039901A1 |
Изобретение относится к порсниково металлургии, а именно к устройствам для прокатки порошка.
Известно устройство для прокатки металлического порошка, включающее валок и подвижную рейку. Устройство может применяться для прокатки ленты и для накатывания порошка на плоскость, а также для получения многослойных полос непрерывное получение бесконечных многослойных полос невоз.можно вследствие конечных размеров рейки.
наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является устройство для прокатки порошка, включающее подвижные формующие элементы в виде валка и опорного тела. Опорное тело выполнено цилиндра и формование происходит между внешней поверхность валка и внутренней цилиндрической поверхностью опорного элемента I2 J.
Однако известное устройство не обеспечивает получение бесконечных плоских полос.
Цель изобретения - обеспечение, возможности получения бесконечных многослойных полос.
Поставленная цель достигается тем, что устройство снабжено рядом бункеров-дозаторов, а валок выполнен в форме усеченного конуса, опорное тело - в виде диска и бункеры-дозаторы установлены по периферии последнего.
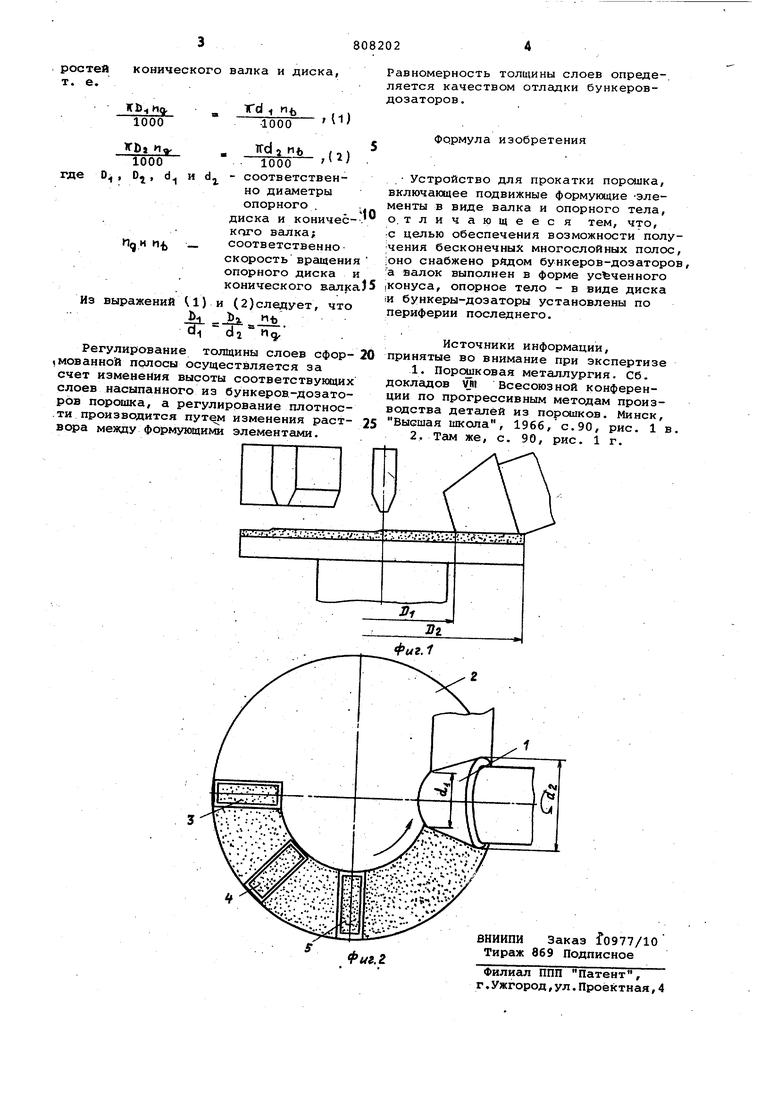
На фиг. 1 и 2 изображена схема предлагаемого устройства для непрерый oной прокатки многослойных полос.
Устройство содержит валок 1, выполненный в виде усеченного конуса, опорное тело 2 - в виде диска и бункеры-дозаторы 3-5.
Устройство работает следующим об5разом.
Составляющие порсяики из бункеров дозаторов подаются на вращающийся диск 2, образуя многослойную насып0ку, в которой нижний слой составляет порошок, находящийся в бункере-дозаторе 3, а верхний - в бункере-дозаторе 5. В зоне очага уплотнения мезвду вращакнцимся валком и опорным
5 телом в виде диска многослойная смесь порошков непрерывно спрессовывается в бесконечную полосу.
В процессе формования для качест-. венного получения полос необходимо соблюдение равенства линейных ско0конического валка и диска, ростея т. е. TTd i Kife -1000 irda fe (2) УЬ и - ппл ; / 1000 d И d. - соответственЭ, . D. но диаметры опорного . диска и конического валка; соответственно llq и (It скорость вращени опорного диска конического валк Из выражений Ч 1) и (2)следует, что bi К п-ь --О, --4.JJ, QI dj Ис Регулирование толщины слоев сфор(Мованной полосы осуществляется за счет изменения высоты соответствующих слоев насыпанного из бункеров-дозаторов порошка, а регулирование плотнос.ти производится пут изменения раствора между формующиш элементами. авномерность толщины слоев опреде-. яется качеством отладки бункеровозаторов . Формула изобретения Устройство для прокатки порсшка, включающее подвижные формующие -элементы в виде валка и опорного тела, о. тличающееся тем, что, с целью обеспечения возможности полуУчения бесконечных многослойных полос, ioHO снабжено рйдом бункеров-дозаторов, валок выполнен в форме усеченного |Конуса, опорное тело - в виде диска 1И бункеры-дозаторы установлены по периферии последнего. Источники информации, принятые во внимание при экспертизе 1.Порошковая металлургия. Сб. докладов VHI Всесоюзной конференции по прогрессивным методам производства деталей из порсхдков. Минск, Высшая шкала, 1966,с.90, рис. 1 в. 2.Там же, с. 90, рис. 1 г.
W
/ М/
