Изобретение относится к порошко |вой металлургии, в частности к устройствам для прокатки металлического порошка.
Известно устройство, состоящее из формующего элемента в виде кольца с расположенным внутри цилиндрическим валком, вращбиощимся в том же направлении, что и кольцо. Оси кольца и валков параллельны. Устройство обеспечивает получение из порошков полос, свернутых по окружности 1.
Однако данное устройство не обеспечивает получения непрерывной трубчатой заготовки.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является устройство для прокатки металлического порошка, включающее внешний формующий элемент и внутренний формующий элемент, выполненный в виде эллипсоидного валка и расположенный под углом к образующей цилиндрической поверхности внешнего элемента. Внешний формующий элемент выполнен в виде бесконечной ленты. Устройство обеспечивает сворачивание полосы по винтовой линии уже в процессе ее формования 2.
Однако в известном устройстве в качестве одного из основных элементов применяется бесконечная лента, являющаяся наиболее слабым конструктивным эвеном. В процессе непрерывного формования полос на ленту воз действуют одновременнорастягиваю- . щие и нормальные контактнТле напряжения, в результате чего лента подвергается непрерывной деформации. Кроме того, лента также подвержена износу в результате истирания и непрерывному изгибу, что является причиной возникновения усталостных напряжений, все это приводит к непродолжительному сроку службы ленты.
Цель изобретения - повьвиение надежности --устройства.
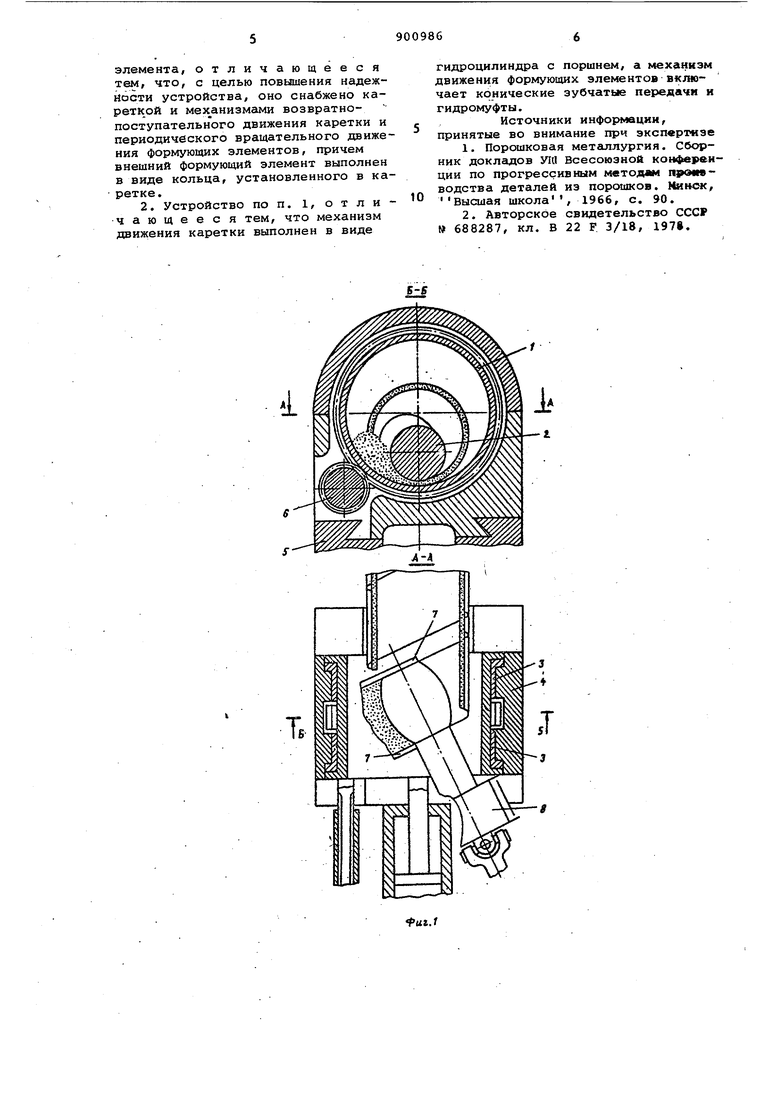
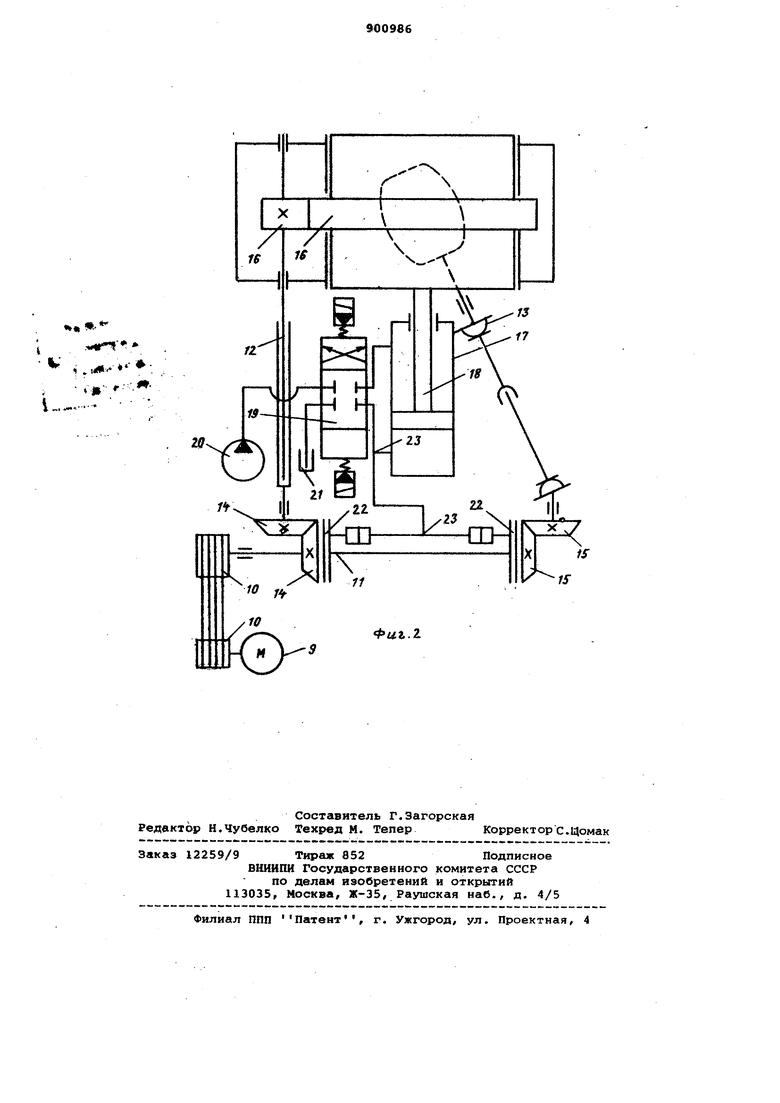
Указанная цель достигается тем, что устройство для прокатки металлического порошка, включающее внешний формующий элемент и внутренний формующий элемент, выполненный в виде эллипсоидного валка и. расположенный под углом к образующей цилиндрической поверхности внешнего элемента, снабжено кареткой и механизмами возвратно-поступательного движения каретки и периодического вращательного движения формующих элементов. причем внешний формующий элемент выполнен в виде кольца, установлен ног6;-в каретке. Кроме того, механизм движения каретки выполнен в виде гидроцилиндра с поршнем, ..а механизм движения формукядих элементов включает конические зубчатые передачи и гидромуфты. На фиг.1 показано устройство, общий вид; на фиг.2 - то же, гидрокинематическая схема. Устройство состоит из внешнего формующего элемента 1, выполненного в виде кольца, и внутреннего эллипсоидного валка 2. внешний формующий элемент 1 установлен в подшипниках скольжения 3,. закрепленных в .корпусе катерки 4, которая передвигается по направляющим станины 5. Формующий элемент 1 конструктивно выполнен как зубчатое колесо и находится в постоянном зацеплении с шестерней 6 Внутри формующего элемента 1 размеще бункер 7. Внутренний формующий валок 2 консольно установлен в корпусе подшипника 8. Привод устройства состоит из механической и гидравлической частей. В состав механической части привода входят электродвигатель 9, клино ременная передача 10, вал 11, телескопический 12 и карданный 13 валы, конические зубчатые передачи 14 и 1 и цилиндрическая зубчатая переда ча 16. . Гидравлическая часть привода включает гидроцилиндр 17, поршень со штоком 18, трехпозиционный золотник 19, гидронасос 20, сливной бак 21, гидромуфты 22 и трубопроводы 23. Для формирования полосы и одновременного свивания ее по винтовой линии в трубчатую заготовку необход мо, чтобы любая точка поверхности внешнего формующего элемента также двигалась по винтовой линии. Это достигается путем сообщения кольцу одновременно двух движений: поступа тельного вдоль оси и вращательного вокруг оси. Вектор скорости произвольной точки колеса будет направле к винтовой линии, описываемой этой точхоа. Процесс формования порошков обуславливает в зоне спрессовывания равенство т одинаковое направление векторов скоростей обоих формующих элементов (валка и кольца), в проти ном случае в прокате имеет место по явление трешин, расслоений и т.д. Обеспечение совпадения направлений зектор ов скорости обоих формующих элементов достигается путем пов рота внутреннего формующего элемен та (валка) относительно оси .кольца. В этом случае валок должен иметь фо му эллипсоида. Так как длина кольца имеет ог аниченные размеры,то ему сообщается акже и продольное холостое движение. о время холостого хода кольца обоим ормующим элементам вращение вокруг сей не сообщается. Устройство работает следующим обазом. Порошкообразный материал непрерыво (например, с помощью шнека) засыается в бункер 7 и спрессовывается ежду наружной поверхностью валка и нутренней поверхностью кольца. прессовывание порошка производится периодически при вращении обоих формующих элементов во время продольного рабочего хода каретки 4, Во время ускоренного холостого хода катерки с помощью гидромуфты 22 производится отклонение привода вращения от формующих элементов. Поскольку во время спрессовывания порошка происходит продольное- перемещение кольца вдоль оси, то .имеет место также одновременное свивание полосы по винтовой линии в трубча-. тую, заготовку. Периодическое вращательное движение внешнему формующему элементу сообщается по цепи электродвигатель 9 клиноременная передача 10 - вал 11 гидромуфта 22 - коническая зубчатая передача 14 - телескопический вал 12 - зубчатая цилиндрическая передача 16. Периодическое вращательное движение внутреннему валку передается по аналогичной, кинематической цепи электродвигатель 9 - клиноременная передача 10 - вал 11 - гидромуфта 22 - коническая передача 15 - карданный вал 13. Управление гидромуфтами 22 производится золотником 19. Возвратно-поступательное, движение каретки 4 обеспечивается .гидроцилиндром 17, поршень которого соединен штоком 18 с кареткой 4. С помощью гидронасоса 20 масло через золотник 19 подается по трубопроводам 23 в цилиндр, перемещая поршень в одну или другую сторону. С противоположной направлению движения стороны масло вытекает в бак 21. Использование предлагаемого устройства обеспечивает устойчивую, стабильную и надежную его работу в процессе длительной эксплуатации. Формула изобретения 1. Устройство для прокатки металлического порошка, включающее внешний формующий элемент и внутренний формующий элемент, выполненный в виде эллипсоидного валка и расположенный под углом к образующей цилиндрической поверхности внешнего
элемента, отличающееся тем, что, с целью повышения надежности устройства, оно снабжено кареткой и мех анизмами возвратнопоступательного движения каретки и периодического вращательного движения формующих элементов, причем внешний формующий элемент выполнен в виде кольца, установленного в каретке.
2. Устройство по п. 1, отличающееся тем, что механизм движения каретки выполнен в виде
гидроцилиндра с поршнем, а механизм движения формующих элементов включает конические зубчатые передачи и гидромуфты.
Источники информации, принятые во внимание при экспертизе
1.Порошковая металлургия. Сборник докладов yiil Всесоюзной конференции по прогрессивным методам прошводства деталей из порошков. Минск, Высшая школа , 1966, с. 90.
2.Авторское свидетельство СССР № 688287, кл. В 22 F 3/18, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для транспортирования труб | 1979 |
|
SU804034A1 |
| Рабочая клеть стана для прокаткипОРОшКА | 1979 |
|
SU818751A1 |
| Станок для обточки калиброванных прокатных валков пилигримных станов | 1931 |
|
SU47642A1 |
| Устройство для формования трубчатых изделий из порошка | 1982 |
|
SU1072999A1 |
| Устройство для прокатки порошка | 1980 |
|
SU929329A2 |
| Стан для прокатки порошков | 1979 |
|
SU835646A1 |
| Устройство для прокатки порошка | 1979 |
|
SU822993A1 |
| Устройство для получения многослойных трубчатых изделий из порошков экструзией | 1984 |
|
SU1225690A1 |
| Устройство для прокатки порошка | 1979 |
|
SU808202A1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
i
1
,
..-.
.. .iU.-.
