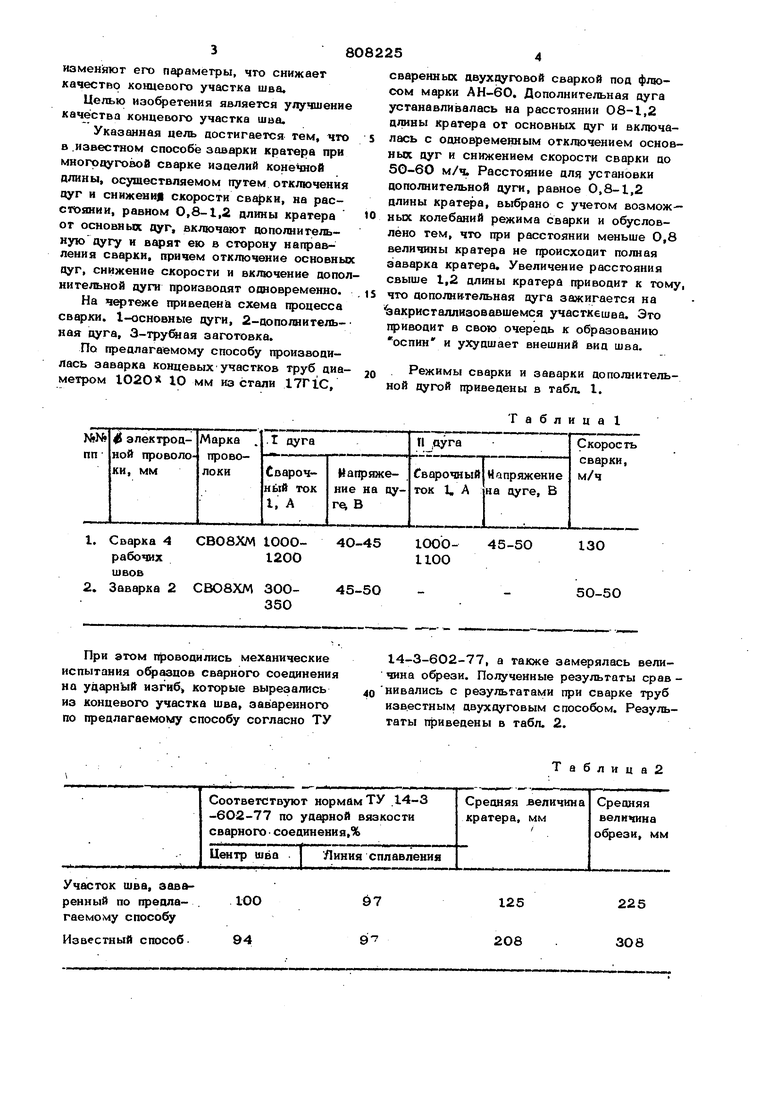
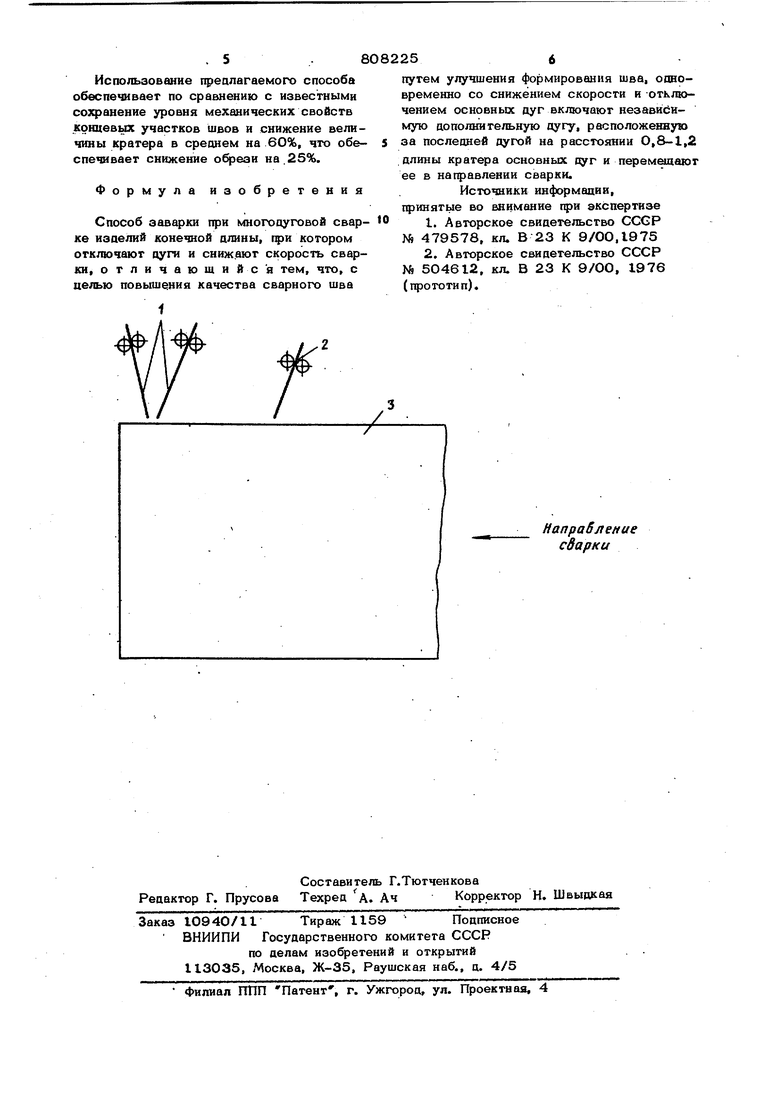
Изобретение относится к области cвap ки и может быть, использовано при изгото лении электросварных труб большого оиаметра и сварных конструкций, где применяется сварка под флюсом двумя и более электродами. Отличительной особенностью этого вид сварки является тепловая мощность дуг и высокая скорость, что поиводит к увеличению размеров кратера и к повышенному расходу металла, так как кратерные участки .подлежат офезке. Поэто заварку концов производят по технологии, которая обеспечивает мнни мальныё размеры кратера. Известен, наприме{), способ заварки кратера, включакиций заварку основными дугами по пониженной скорости, при этом в зону сварки концевого участка подают металлический порошок в количестве достаточном для заполнения кратерного углуб пеяяя l. Недостатком такого способа является низкое качество концевого участка шва. Это происходит, потому что добавление; порошка изменяет условия горения цуг, а частности изменяется вылет электродов. При этом условия формирования шва нарушаются, а это приводит к недопусгамым изменениям геометрических параметров Шва и повышает вероятность возникновения в нем внутренних дефектов. Известен способ заварки концевого участка при многодуговой сварке, включающий уменьшение скорости сварки от рабочей до полной остановки с последовательным отключением дуг, а в момент остановки заготовке придают ускоренное движение в направлении, поотивоположном сварке 2.. Основным недостатком этого способа является низкое качество концевого участка шва, что приводит к повышенному расходу металла. Это происходит тютому, что отключение дуг и снижение скорости сварки создают в момент перехода нД i стационарные условия формирования шва. изменяют его параметры, чго снижает качество концевого участка шва. Целью Изобретения является улучшение качества концевого участка шва. Указанная цель достигается тем, что в .известном способе заварки кратера при многрдуговой сварке изаелий конечной длины, осуществляемом путем отключения цуг и снижении скорости сварки, на расстоянии, равном 0,8-1,2 длины кратера от основных дуг, включают дополнительную дугу и ею в сторону направления сварки, причем отключение основных дуг, снижение скорости и включение допол нительной дуги производят одновременно. На чертеже приведена схема процесса сварки. 1-основные дуги, 2-дополнительная дуга, Э-тру&1ая заготовка. По предлагаемому способу производилась заварка концевых участков труб дивметром 102О Ю мм из стали 17Г1С, 8 54 сваренных авухоуговой сваркой под флюсом марки АН-60. Дополнительная дуга устанавливалась на расстоянии 08-1,2 длины кратера от основных цуг и включалась с одновременным отключением основных дуг и снижением скорости сварки до SO-6O м/ч, Расстояние для установки дополнительной дуги, равное 0,8-1,2 длины кратера, выбрано с учетом возмож- ных колебаний режима сварки и обусловлено тем, что при расстоянии меньше 0,8 величины кратера не происходит полная заварка кратера. Увеличение расстояния свыше 1,2 длины кратера приводит к тому что дополнительная дуга зажигается на Закристаллизовавшемся участкешва. Это приводит в свою очередь к образованию оспин и ухудшает внешний вид шва. Режимы сварки и заварки дополнительной дугой приведены в табл. I. Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заварки кратера | 1984 |
|
SU1234095A1 |
| Способ двухдуговой сварки и наплавки плавящимися электродами | 1990 |
|
SU1731508A1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ | 2005 |
|
RU2293001C1 |
| Способ трехдуговой сварки под флюсом прямошовных труб | 1989 |
|
SU1720826A1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| СПОСОБ ЗАВАРКИ КРАТЕРА ШВА (ВАРИАНТЫ) | 2003 |
|
RU2252115C2 |
| Способ заварки кратеров при дуговой сварке изделий конечной длины | 1974 |
|
SU479578A1 |
| СПОСОБ ДВУХДУГОВОЙ СВАРКИ СТАЛИ ПОД ФЛЮСОМ | 1991 |
|
RU2023556C1 |
| Способ автоматической дуговой сварки | 1986 |
|
SU1329933A1 |
| Способ сварки замкнутых швов плавящимся электродом | 1985 |
|
SU1299729A1 |
швов
350
При этом п)роводились механические испытания образцов сварного соединения на ударный изгиб, которые вырезались из концевого участка шва, заваренного по пpeдлaгaeмo dy способу согласно ТУ
Соответствуют нормам ТУ 14-3 -6О2-77 по ударной вязкости сварногосоединения,%
Центр шва Г Линия сплавления
Участок шва, заваренный по предла- .10О гаемому способу
Известный способ 94
50-50
14-3-602-77, а также замерялась величина обрези. Полученные результаты орав 40 нивались с результатами при сварке труб известным двухдуговым способом. Результаты приведены в табл. 2.
Таблица2
Средняя величина кратера, мм
225
125
208
308 Использование прецлагаемого способа обеспечивает по сравнению с известными сохранение уровня механических свойств концевых участков швов и снижение величины кратера в среднем на 6О%, что обеспечивает снижение обрези на.25%. Формула изобретения Способ заварки при многооуговой сварке изаелий конечной длины, фи котором отключают дуги и снижают скорость сварки, отличающийся тем, что, с целью повышения качества сварного шва 8 256 путем улучшения формирования шва, ооновремешю со снижением скорости и отключением основных дуг включают незавибимую дополнительную дугу, расположенную за последней дугой на расстоянии О,8-1,2 длины кратера основных дуг и перемешают ее в нагфавлении сварки. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР Ni 479578, кл. В 23 К 9/00,1975 2,Авторское свидетельство СССР N9 5О4612, кл. В 23 К 9/00, 1976 (прототип).
Напрабление сварки
