Изобретение относится к металлообработке.
По основному авт. св. JMb 536890 известна борштанга для обработки глубоких отверстий, корпус которой выполнен, по меньшей мере, из двух концентрично расположенных с зазором металлических труб, жестко связанных между собой с одного конца, причем пространство между трубами заполнено вязко-упругим материалом, скрепленным с поверхностями труб 1.
Недостаток борштангп заключается в том, что величина поглощения ею энергии колебаний невелика и не обеспечивает необходимой степени затухания колебаний.
Целью изобретения является увеличение демпфирования за счет увеличения внутреннего трения.
Это достигается тем, что борштанга для обработки глубоких отверстий снабжена втулкой, которая установлена между трубами и жестко связана с внутренней трубой со второго копца, при этом поверхности втулки скреплены с вязко-упругим материалом.
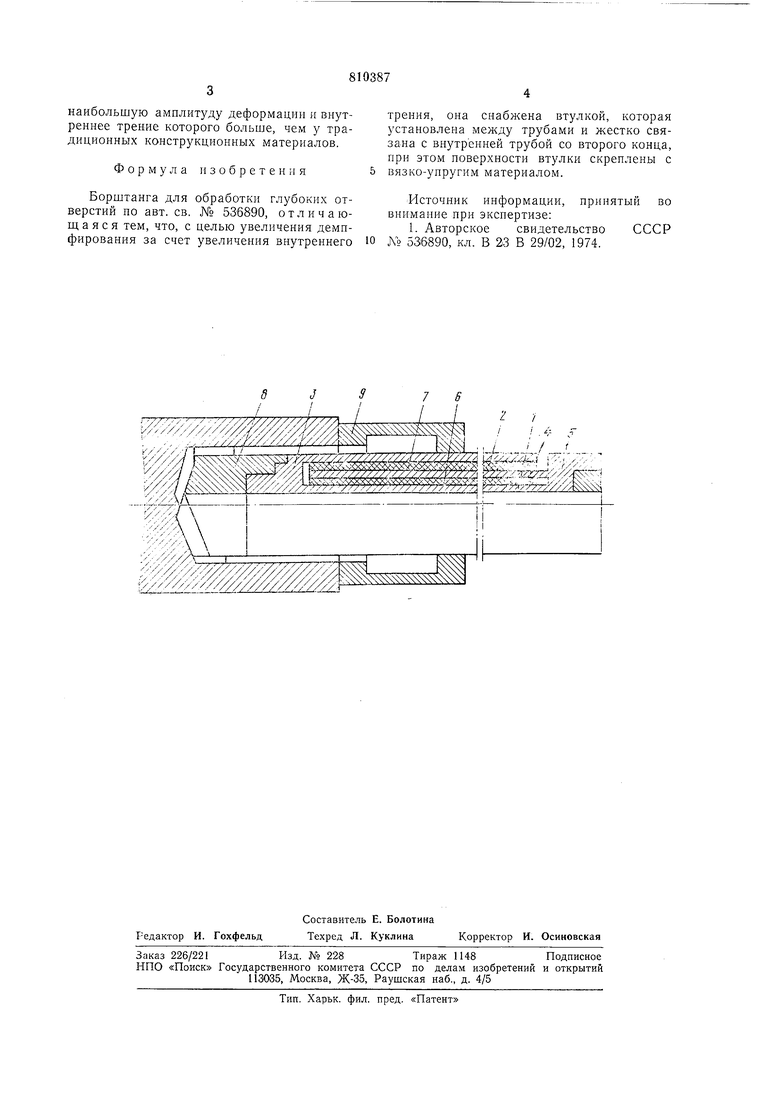
На чертеже изображена предлагаемая борштанга для обработки глубоких отверстий.
Корпус борштанги для обработки глубоких отверстий, например сверления, состоит из двух концентрично расположенных с зазором металлических труб: внутренней 1 и наружной 2.
Трубы / и 2 жестко связаны между собой с одного конца 3. Между трубами / и 2 установлена втулка 4, жестко связанная с внутренней трубой / со второго конца 5. Пространство между трубами и втулкой заполнено вязко-упругим материалом 6 7, скреплеппым с поверхностями труб /, 2 втулки 4.
Сверлильная головка S хвостовиком закреплена на переднем конце борштанги. Наружная труба 2 борштанги центрируется втулками маслоприемника 9. Внутренний капал трубы / является полостью для удаления стружки.
Возникающие в процессе сверлеппя колебаиия сверлильной головки воспринимаются борштангой. При относительном перемещении 1, внутренней 2 труб и втулки 4 вязко-упругий материал деформируется, поглощая энергию колебаПИЙ.
Увеличение демпфирования колебаний в борштанге происходит за счет включения между втулкой и наружной трубой дополнительного слоя вязко-упругого материала, который по всей длине имеет одинаковую и
наибольшую амплитуду деформации н виутреннее треиие которого больше, чем у традициоиных конструкционных материалов.
Формула изобретения
Борштанга для обработки глубоких отверстий по авт. св. № 536890, отличающаяся тем, что, с целью увеличения демпфирования за счет увеличения внутреннего
треиия, она снабжена втулкой, которая установлена между трубами и жестко связана с внутренней трубой со второго конца, при этом поверхности втулки скреплены с вязко-уиругим материалом.
Источник информации,
принятый во внимание при экспертизе:
1. Авторское свидетельство СССР Л 536890, кл. В 23 В 29/02, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Борштанга для обработки глубоких отверстий | 1980 |
|
SU984700A2 |
| Борштанга для обработки глубоких отверстий | 1980 |
|
SU891234A2 |
| Борштанга | 1975 |
|
SU764856A1 |
| Борштанга для обработки глубоких отверстий | 1978 |
|
SU664756A1 |
| Борштанга для обработки глубоких отверстий | 1979 |
|
SU891233A2 |
| Стенд для измерения статических и динамических характеристик инструмента в процессе механической обработки | 1981 |
|
SU975333A1 |
| Борштанга для обработки глубоких отверстий | 1989 |
|
SU1688986A1 |
| Эжекторное сверло | 1980 |
|
SU933296A1 |
| Динамометрическая борштанга для глубокого сверления отверстий | 1981 |
|
SU986639A2 |
| Инструмент для обработки глубоких отверстий | 1987 |
|
SU1521536A2 |
