Qui.t
Изобретение относится к области ме- 1аллообработки и может быть использовано при расточке глубоких и точных отверстий.
Целью изобретения является повышение производительности обработки за счет улучшения демпфирующей способности бориланги.
На фи|.1 и 2 изображена борштанга с наружном и внутренним расположением армированной трубы, соответственно, общий вид; на фиг.З - график зависимости контактною давления между трубами корпуса Ьорил анги от угла армирования одной и о груЬ.
Корпус борштанги содержит металличе- сл.ую tpy6y i, жестко связанную с ней с одного конца армированную трубу 2, выполненную, например, из полимерного композиционного материала, прослойку фрикционного материала 3 и резец4. С другого конца трубы соединены между собой с помощью соединения, передающего крутящей момент и допускающего осевое смеще- пие труб, например шлицевого. В зависимости от расположения армированной трубы относительно металлической меняется направление угла армирования (р (угол между образующей трубы и траекторией армирования). При наружном расположении армированной трубы угол направлен Р сторону рабочего вращения борштанги, а при внутреннем расположении- в противо- пог-ожную сторону При такой схеме арми- ровэнип крутящий момент от сил резания, частично передающийся на армированную оболочку, приводит к уменьшению ее диаметра, к сжатию прослойки фрикционного материала, трению поверхностей м рассеиванию снергии колебаний, т.е. демпфированию колебаний борштанги.
Деформации труб с учетом их взаим действие определяются по формулам
У1 . fi . - сдвиговые деформации кручения этих труб;
q - контактное давление между трубами;М - крутящий момент от сил резания;
m - часть крутящего момента, воспринимаемая армированной трубой;
dl, ti, J i и da, т.2, J2 - срединные диаметры, толщины полярные моменты инерции сечений металлической и армированной труб;
Ei, GI - модули упругости и сдвига материала металлической трубы;
Е2, G2, В2 - тангенциальный модуль уп- ругости, модуль сдвига при кручении и коэф- фициент влияния, характеризующий тангенциальное деформирование при кручении материала армированной трубы.
Для того, чтобы при кручении борштан- ги армированная труба была прижата к металлической коэффициент влияния должен быть Ва 0 при наружном расположении армированной трубы и В2 0 при внутреннем расположении, что достигается соот- ветствующим направлением армирования.
Контактное давление q определяется из системы уравнений
Дп Дг2;
С учетом (1) и (2) и пренебрегая сжимаемостью прослойки фрикционного материала
МВА
МА Нтп
i-F t
ЈгЬ
ьг
,3,вгЭг 2
ь,
здесь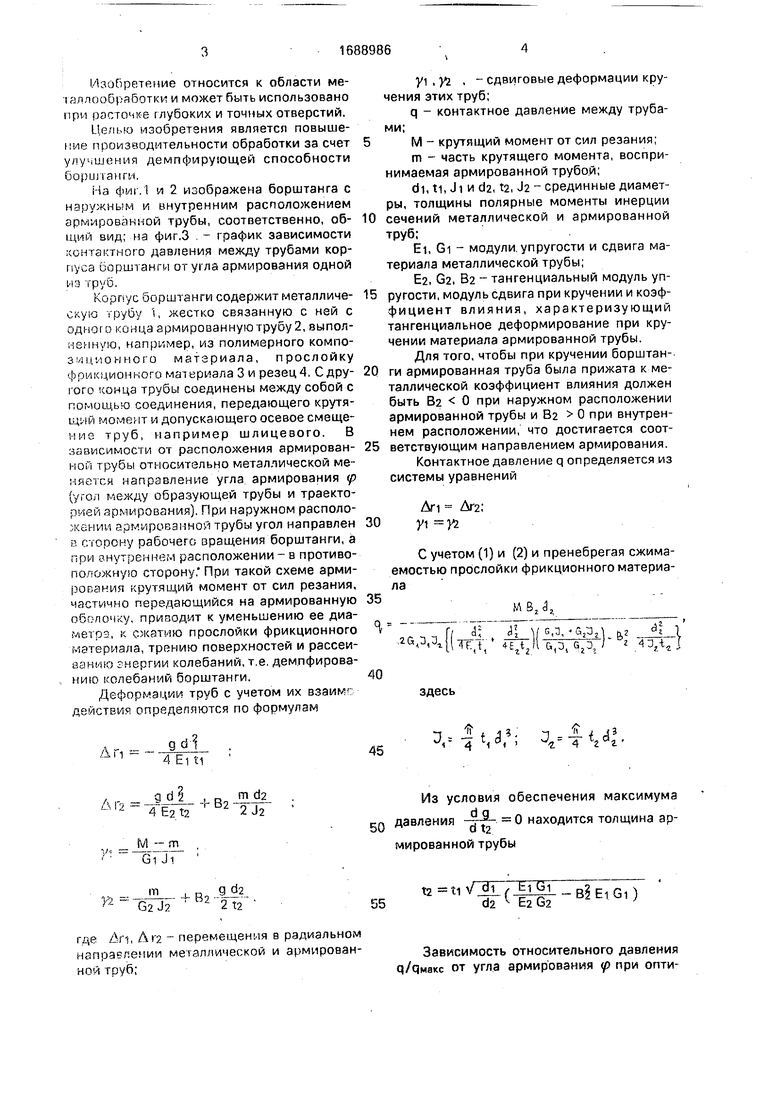

| название | год | авторы | номер документа |
|---|---|---|---|
| Борштанга | 1989 |
|
SU1761386A1 |
| Борштанга для обработки глубоких отверстий | 1987 |
|
SU1493388A1 |
| Динамометрическая борштанга дляглубОКОгО СВЕРлЕНия ОТВЕРСТий | 1979 |
|
SU841799A1 |
| Борштанга для обработки глубоких отверстий | 1980 |
|
SU984700A2 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРАВЛИЧЕСКОЙ МАШИНЫ | 2006 |
|
RU2327025C1 |
| Накладка фрикционного элемента | 1989 |
|
SU1705641A1 |
| Динамометрическая борштанга для глубокого сверления отверстий | 1983 |
|
SU1085700A2 |
| МНОГОСЛОЙНЫЙ ТРУБОПРОВОД | 2001 |
|
RU2183784C1 |
| СПОСОБ ДИНАМИЧЕСКОГО МОНИТОРИНГА ВЫСОКОМОБИЛЬНЫХ НЕЛИНЕЙНЫХ ТЕХНИЧЕСКИХ СИСТЕМ | 2020 |
|
RU2745382C1 |
| СТРУКТУРНО НЕСУЩАЯ ШИНА, А ТАКЖЕ СПОСОБ ОПРЕДЕЛЕНИЯ ПОПЕРЕЧНОГО ПРОФИЛЯ ПЕРЕМЫЧКИ-СПИЦЫ ДЛЯ ТАКОЙ ШИНЫ | 2005 |
|
RU2372209C2 |

Изобретение относится к области металлообработки и может быть использовано при расточке глубоких и точных отверстий. Целью изобретения является повышение производительности обработки за счет улучшения демпфирующей способности борштанги. Корпус борштанги содержит трубу 1 и жестко связанную с ней с одного конца армированную по спирали трубу 2 при этом между трубами помещен Фрькш, онный материал 3. С другого конца тиубы соединены между собой с помощью соеди нения, передающего крутящий момент и по зволяющего осевое смещение труб 1 и 2 При резании на резец 4 действует сила по зания, которая создает крутящий момент Момент передается на армированную тр 6 / 2 и за счет возникновения в ней осевой сипы и изменения ее диаметра прижимает ее к трубе 1. За счет фрикционного материала 3 обеспечивается высокий коэффициент тре ния между трубами 1 и 2 в момент их взаи модействия и увеличивается рассеивание энергии колебаний борштанги, т е происхо дит эффективное демпфирование кояеба ний. 3 ил.
А п - g
сИ
4 Ei li
- J d
- л
+ В 2 m d2
2J2
4 Ez t2
JB a. B, M2. G2J2 2 2t2
где , Лг2 - перемещения в радиальном направлении металлической и армированной труб;
1 - - f 4 rid
П - 4 Аг ЧтТ
Из условия обеспечения максимума сп давления $ 0 находится толщина армированной трубы
55
0 tlvT ir§F-BiE G
Зависимость относительного давления q/qMaM от угла армирования р при оптимальной толщине армированной трубы (фиг.З), построена с использованием известных формул.
При р 63°, например, p 45°q/qMaicc 0,4, т.е. значительно ниже максимально достижимого, поэтому демпфирующая способность борштанги невелика.
При гр 63° q/qMa c 0,98, т.е. незначительно отличается от максимального,
Максимальное значение контактного давления достигается в диапазоне р 63- 68°, например, для углеплэстиковой трубы q/qnaKc 1,0 при / 65°. Это обеспечивает максимальную демпфирующую способность борштанги.
Дальнейшее увеличение угла армирования приводит к снижению контактного давления, но при р 68° оно незначительно 2%. При р 68°, например р 90°, контактное давление исчезает, т.е. q/qnaKc 0. Таким образом, наиболее рациональным является диапазон углов 63-68°.
При действии крутящего момента от сил резания происходит удлинение армированной трубы при наружном ее расположении, и укорочение - при внутреннем расположении.
Для обеспечения большего контактного давления трубы скреплены с возможностью осевого смещения и передачи при этом крутящего момента.
Борагганга работает следующим образом.
При обработке не резец 4 действует сила резания, которая создает крутящий момент, Момент частично передается на армированную трубу 2 и прижимает ее к металлической трубе 1. За счет прослойки
0
5
0
фрикционного материала обесп чинт-ч о высокий коэффициент тренич МГЖДУ nj/f -i ми и увеличивается рзссеивлиич -(«гшш :-о лебаний борштанги, т.е происходит эффективное демпфирование ко/чебан и. Формула изобретения Борштанга для обработки глубоких п- верстий, корпус которой выполнен из дву концентрично расположенных с зазором труб, жестко связанных между собой одними концами, причем в зазоре помещен наполнитель, отличающаяся -ем, ч го с целью повышения производительности оораГю ки за счет улучшения демпфирующей способ -, сти, одна из труб выполнена спирапьио армированной, при этом другими конизми трубы соединены с возможностью осевого перемещения, в качестве наполнителя иг, пользован фрикционный материал, а толщина армированной трубы определяется из выражения
t2 t1
iEiGi )
d2 V E2G2
где ti - толщина трубы;
t2 - толщина армированной трубы
di - средний диаметр трубы;
d - средний диаметр армированной трубы;
EI - модуль упругости материала трубы.
Е2 - тангенциальный модуль упругости материала армированной трубы:
GI - модуль сдвига материала трубы:
G - модуль сдвига при кручении материала армированной трубы;
В2 - коэффициент влияния материала армированной трубы, характеризующий тангенциальное деформирование при кручении.
Риг.2
| Борштанга для обработки глубоких отверстий | 1974 |
|
SU536890A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
