1
Изобретение относится к механической обработке металлов на металлорежущем оборудовании.
Известны центрирующие устройства для бесцентровых токарных станков, выполненные в виде подпружиненных роликов, установленных на осях и используемые для повышения жесткости системы СПИД и правильного направления обтачиваемого прутка непосредственно перед резцовой головкой.
При точении заготовок, например, из титановых сплавов па бесцентровом токарном станке известен способ стружкодроблепия, согласно которому капавки на обрабатываемой поверхности нарезают при подаче заготовки в резцовую головку. Однако размещение прорезных резцов в отдельном корпусе затрудняет доступ к ним для их замены.
Целью изобретения является совмещение операций центрировапия и нанесения стружкоразделительных канавок.
Достигается она тем, что центрирующие ролики выполнены разъемными, а в месте разъема жестко установлены насечные ножи.
Кроме того, насечпые ножи установлены на подшипниках качения.
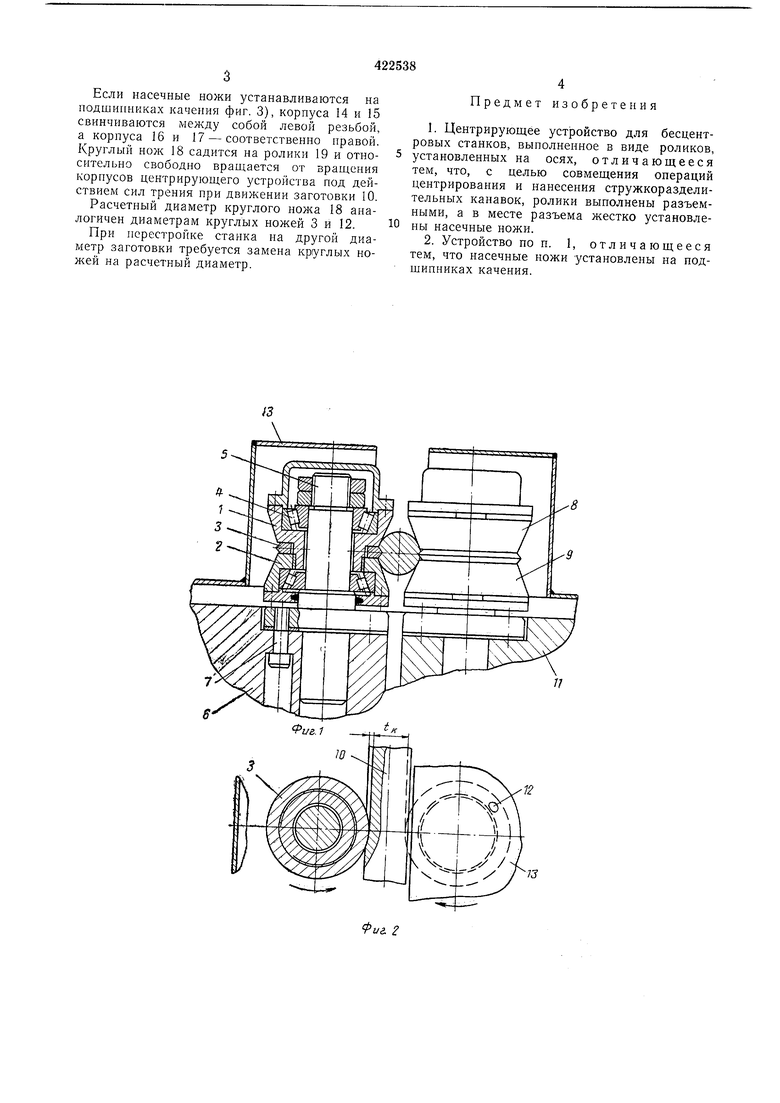
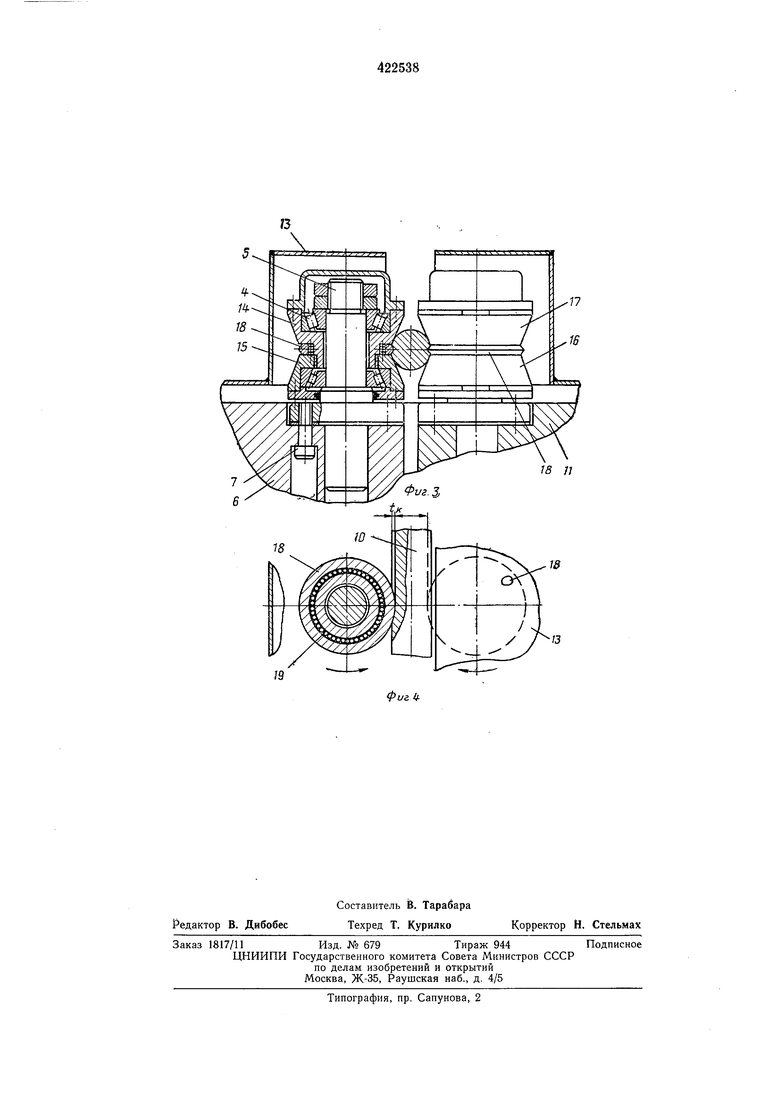
На фиг. 1 изображено центрирующее устройство с креплением круглого ножа на резьбе; па фиг. 2 - то же, вид в плане; на фиг.
3 - то же, с установкой ножа на подшипниках качения; на фиг. 4 - то же, вид в плане. Центрирующее устройство рассматривается применительно к бесцентровому токарному
станку КЖ-9306.
Устройство представляет собой составные центрирующие ролики, правый и левый, с углом центрирования заготовки 11-130°. Левый ролик состоит из корпусов 1 и 2, соединенных между собой левой резьбой. Между корпусами 1 и 2 устанавливается па левой резьбе круглый нон 3. Корпуса 1 и 2 вращаются на роликоподшипниках 4, посаженных на ось 5, которая соединяется с левой кареткой 6 центрирующего устройства станка болтами 7. Корпуса 8 и 9 имеют правую резьбу по ходу вращения от заготовки 10 и расположены на правой каретке И. Соответственно круглый нож 3 имеет левую резьбу, а круглый нож 12 - правую. Корпуса роликов закрыты 13. Диаметр круглого ножа (расчетный) зависит от диаметра заготовки и величины снимаемого припуска t. Глубина канавки t равна 2/3 величины снимаемого
припуска t. Угол заострения круглых ножей 90°.
При вхол депии заготовки 10 в корпуса 1, 2 и 8, 9 круглые ножи 3 и 12 образуют на заготовке диаметрально противоположные канавки с глубиной fkЕсли пасечные ножи устанавливаются на подшипниках качения фиг. 3), корпуса 14 и свинчиваются между собой левой резьбой, а корпуса 16 и 17 - соответственно правой. Круглый нож 18 садится на ролики 19 н относительно свободно вращается от вращени я корпусов центрирующего устройства под действием сил трения при движении заготовки 10.
Расчетный диаметр круглого ножа 18 аналогичен диаметрам круглых ножей 3 и 12.
При перестройке станка на другой диаметр заготовки требуется замена круглых ножей на расчетный диаметр.
Предмет изобретения
1.Центрирующее устройство для бесцентровых станков, выполненное в виде роликов, установленных на осях, отличающееся тем, что, с целью совмещения операций центрирования и нанесения стружкоразделительных канавок, ролики выполнены разъемными, а в месте разъема жестко установлены насечные ножи.
2.Устройство по п. 1, отличающееся тем, что насечные ножи установлены на подшипниках качения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм поддерживающих роликов бесцентрово-токарного станка | 1986 |
|
SU1360904A1 |
| Способ обточки длинномерных заго-TOBOK HA CTAHKAX бЕСцЕНТРОВОгО TO-чЕНия | 1978 |
|
SU812427A1 |
| Резцовая головка | 1990 |
|
SU1804948A1 |
| РЕЗЦОВАЯ ГОЛОВКА | 1973 |
|
SU374795A1 |
| Устройство для совмещенной обработки маложестких изделий | 1990 |
|
SU1773702A1 |
| СДВОЕННЫЙ МОДУЛЬ ВРАЩЕНИЯ И РАБОЧЕЙ ПОДАЧИ ЗАГОТОВОК ДЛЯ ИХ ОДНОВРЕМЕННОЙ ОБРАБОТКИ С ОБОИХ СВОБОДНЫХ КОНЦОВ | 2007 |
|
RU2348521C2 |
| ЛУЩИЛЬНЫЙ СТАНОК И СПОСОБ ИЗГОТОВЛЕНИЯ ШПОНА | 2020 |
|
RU2800524C2 |
| Токарный слиткообдирочный станок | 1978 |
|
SU780962A1 |
| СТАНОК ДЛЯ БЕСЦЕНТРОВОГО ТОКАРНОГО ТОЧЕНИЯ | 1973 |
|
SU375131A1 |
| КАМНЕОБРАБАТЫВАЮЩИЙ МНОГОДИСКОВЫЙ СТАНОК С ДВОЙНЫМ МОДУЛЕМ ВРАЩЕНИЯ И РАБОЧЕЙ ПОДАЧИ ЗАГОТОВОК | 2007 |
|
RU2348522C1 |
13
