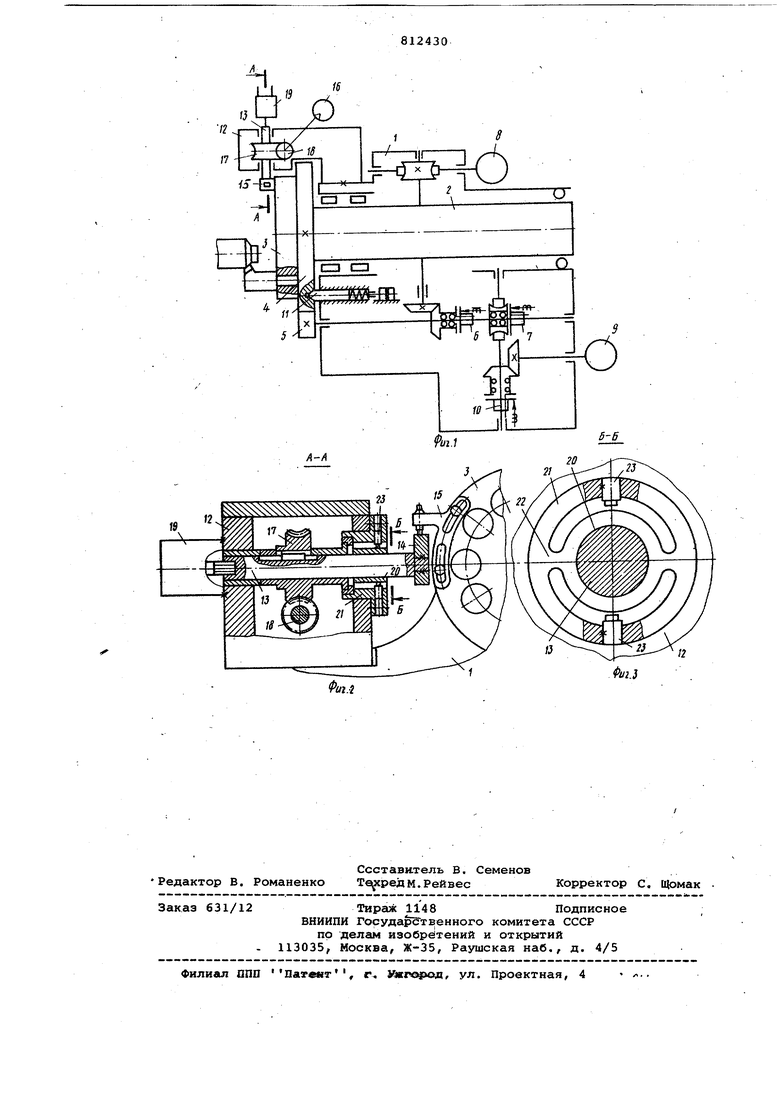
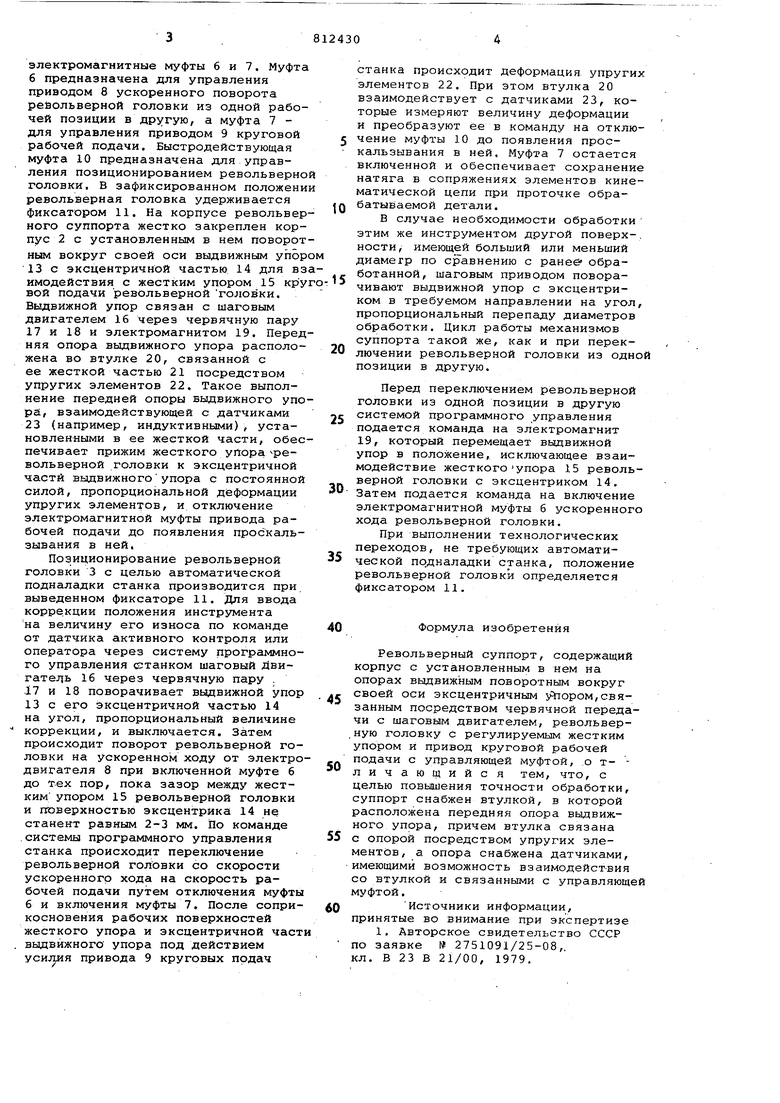
Изобретение относится к станкостроению и может быть использовано для повЕЛшения точности обработки, а также расширения технологических возможностей путем управления позиционированием револьверной головки с закрепленными в ней режущими , инструментами относительно обрабатываемой детали в автоматизированных токарно-револьверных станках , с программируемым циклом обработки Известен револьверный суппорт, который содержит корпус с выдвижным эксцентричным упором, установленным с возможностью поворота вокруг своей оси, револьверную головку с регулируемым жестким упором, привод круго й рабочей подачи с управляющей муфтой, шаговый двигатель, связанный посредством червячной переда с выдвижнйм.упором 1. Недостатком такого суппорта является ограниченная точность коррек ции положения револьверной головки вследствие того, что муфта предельного момента не может обеспечить строго постоянное усилие прижима регулируемого жесткого упора к эксцентричной части выдвижного упора из-за рассеяния величин сил трения в муфте при проскальзывании и элементах кинематической цепи. Цель изобретения - создание револьверного суппорта с повышенной точностью обработки и расширенными технологическими возможностями путем повышения точности позиционирования револьверной головки. Поставленная цель достигается тем, что передняя опора выдвижного упора расположена во втулке, связанной с ее жесткой частью посредством упругих элементов и взаимодействующей с установленными в жес.Ткой части датчиками управления муфтой круговой рабочей подачи револьверной головки. На чертежах, поясняющих сущность изобретения, показаны: на фиг. 1 представлена схема предлагаемого револьверного суппорта; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 2. Револьверный суппорт содержит корпус 1, в котором установлен вал 2 с закрепленной на нем револьверной головкой 3, зубчатый венец 4, который связан с вал-шестерней 5 привода круговых перемещений револьверной головки. На нем установлены
электромагнитные муфты 6 и 7. Муфта 6 предназначена для управления приводом 8 ускоренного поворота револьверной головки из одной рабочей позиции в другую, а муфта 7 для управления приводом 9 круговой рабочей подачи. Быстродействующая муфта 10 предназначена для управления позиционированием револьверно головки, В зафиксированном положени револьверная головка удерживается фиксатором 11. На корпусе револьверного суппорта жестко закреплен корпус 2 с установленным в нем поворотным вокруг своей оси выдвижным упор 13 с эксцентричной частью 14 для взимодействия с жестким упором 15 кру вой подачи револьверной головки. Выдвижной упор связан с шаговым двигателем 16 через червячную пару 17 и 18 и электромагнитом 19. Передняя опора выдвижного упора расположена во втулке 20, связанной с ее жесткой частью 21 посредством упругих элементов 22. Такое выполнение передней опоры выдвижного упора, взаимодействующей с датчиками 23 (например, индуктивными), установленными в ее жесткой части, обеспечивает прижим жесткого упора револьверной головки к эксцентричной части выдвижногоупора с постоянной силой, пропорциональной д1еформации упругих элементов, и отключение электромагнитной муфты привода рабочей подачи до появления проскальзывания в ней.
Позиционирование револьверной головки 3 с целью автоматической подналадки станка производится при выведенном фиксаторе 11. Для ввода корре.кции положения инструмента на величину его износа по команде от датчика активного контроля или оператора через систему программного управления етанком шаговый йвигатель 16 через червячную пару , 17 и 18 поворачивает выдвижной упор 13 с его эксцентричной частью 14 на угол, пропорциональный величине коррекции, и выключается. Затем происходит поворот револьверной головки на ускоренном ходу от электродвигателя 8 при включенной муфте 6 до тех пор, пока зазор между жестким упором 15 револьверной головки и поверхностью эксцентрика 14 не станент равньам 2-3 мм. По команде ,системы программного управления станка происходит переключение револьверной головки со скорости ускоренного хода на скорость рабочей подачи путем отключения муфты 6 и включения муфты 7. После соприкосновения рабочих поверхностей жесткого упора и эксцентричной част выдвижного упора под действием усилия привода 9 круговых подач
станка происходит деформация упругих элементов 22. При этом втулка 20 взаимодействует с датчиками 23, которые измеряют величину деформации и преобразуют ее в команду на отключение муфты 10 до появления проскальзывания в ней. Муфта 7 остается включенной и обеспечивает сохранение натяга в сопряжениях элементов кинематической цепи при проточке обрабатываемой детали.
В случае необходимости обработки этим же инструментом другой поверх-. ности, имеющей больший или меньший диаметр по с эавнению с ранее обработанной, шаговым приводом поворачивают выдвижной упор с эксцентриком в требуемом направлении на угол, пропорциональный перепаду диаметров обработки. Цикл работы механизмов суппорта такой же, как и при переключении револьверной головки из одно позиции в другую.
Перед переключением револьверной головки из одной позиции в другую системой программного управления подается команда на электромагнит 19, который перемещает выдвижной упор в положение, исключающее взаимодействие жесткогоупора 15 револьверной головки с эксцентриком 14, Затем подается команда на включение электромагнитной муфты б ускоренного хода револьверной головки.
При выполнении технологических переходов, не требующих автоматической подналадки станка, положение револьверной головки определяется фиксатором 11,
Формула изобретения
Револьверный суппорт, содержащий корпус с установленным в нем на опорах выдвижным поворотным вокруг своей оси эксцентричным yhopOM,связанным посредством червячной передачи с шаговым двигателем, револьверную головку с регулируемым жестким упором и привод круговой рабочей подачи с управляющей муфтой, о т- личающийся тем, что, с целью повышения точности обработки, суппорт снабжен втулкой, в которой расположена передняя опора выдвижного упора, причем втулка связана с опорой посредством упругих элементов, а опора снабжена датчиками, имеющими возможность взаимодействия со втулкой и связанными с управляющ муфтой.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР по заявке t 2751091/25-08,. кл. В 23 В 21/00, 1979,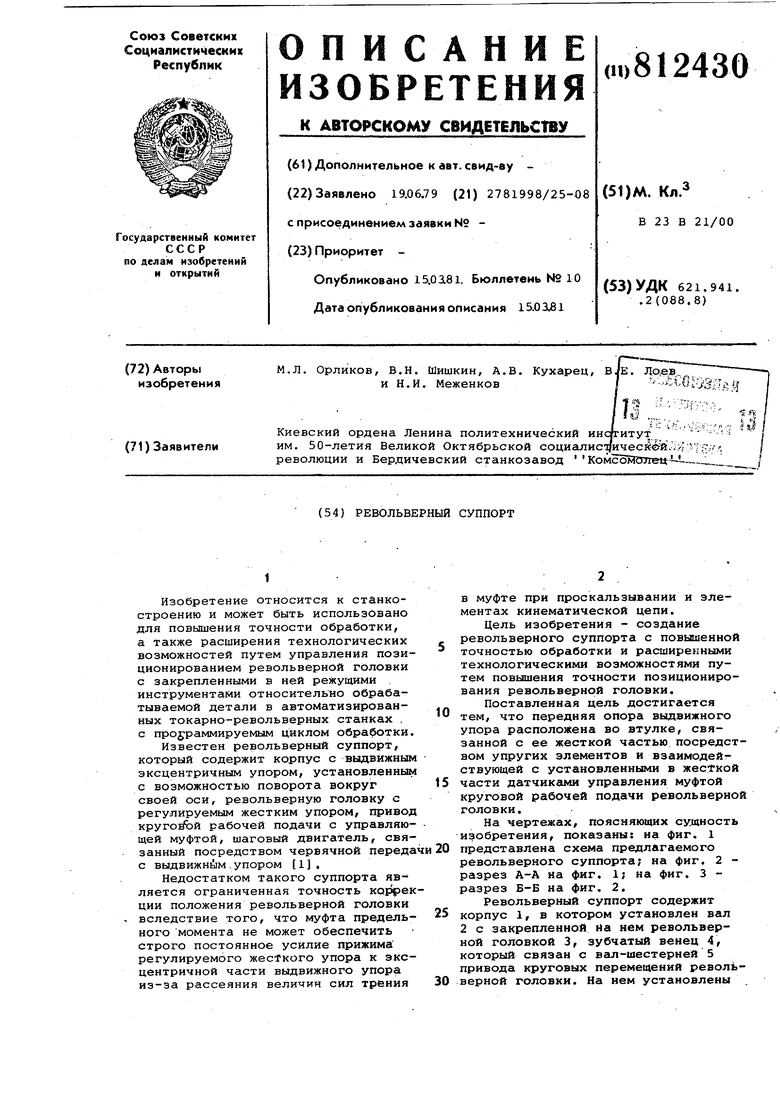
| название | год | авторы | номер документа |
|---|---|---|---|
| Револьверный суппорт | 1980 |
|
SU884868A1 |
| Револьверный суппорт | 1979 |
|
SU812429A1 |
| Револьверный суппорт | 1977 |
|
SU618198A1 |
| Револьверный суппорт | 1982 |
|
SU1111849A1 |
| Револьверный суппорт | 1981 |
|
SU1024158A1 |
| Револьверный суппорт автоматизированного токарно-револьверного станка | 1974 |
|
SU519285A1 |
| Н. Ф. Г. Г. Гессе и Г. Т. Чернышев | 1967 |
|
SU192589A1 |
| Револьверный суппорт токарного автомата | 1981 |
|
SU992124A1 |
| Суппорт токарно-револьверного станка | 1973 |
|
SU503641A1 |
| НАЯ Н. Н. Рулев, В. П. Солошенко и А. Р. Зеленчуков /Г'У?'--^- -...,,,.,.:' !---^-н;--А??;:^Е:.ШСпециальное конструкторское оюро при Рязанском станкозаводе' • :";,;^;,]Г)-.--,^г , | 1971 |
|
SU290788A1 |