(54) СТЕНД ДЛЯ СВАРКИ ПОЛОТНИЩ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и автоматической сварки полотнищ | 1980 |
|
SU872153A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Стенд для сварки полотнищ | 1979 |
|
SU829384A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| СТЕНД ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 1973 |
|
SU363564A1 |
| Механизм прижима | 1988 |
|
SU1532262A1 |
| Стенд для сварки полотнищ | 1979 |
|
SU829386A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Стенд для сборки и сварки полотнищ | 1981 |
|
SU1014675A1 |
I
Изобретение относится к области сварки, преимущественно сварки листовых конструкций.
Известен стенд для односторонней автоматической сварки полотнищ, содержащий смонтированные на общем основании секции рольганга, между которыми расположен ложемент с медной подкладкой, стойки с горизонтально закрепленными на них двумя параллельными балками с выполненными на одной из них направляющими для сварочного автомата и смонтированные на обеих балках прижимы и упоры 1.
Недостатком стенда является то, что он содержит две балки для размещения прижимных элементов. При большой длине свариваемого шва резко увеличиваются габариты балок, что затрудняет обслуживание сварочного автомата и контроль сварног0 шва.
Наиболее близким к предложенному является портал передвижной с прижимной траверсой для сварки прямолинейных швов, содержащий смонтированную на стойках основания балку с прижимными элементами и направляющими для сварочного автомата с горелкой 2.
Цель изобретения - повышение производительности путем синхронизации перемещений сварочного автомата и прижимных элементов.
Указанная цель достигается тем, что балка снабжена конечными выключателями по числу прижимных элементов, а каждый прижимной элемент выполнен в виде двуплечего рычага, симметрично расположенного относительно продольной оси горелки и щарнирно связанного тягой с приводом его перемещения, закрепленным на упомянутой балке, при этом сварочный автомат снабжен упором, взаимодействующим с конечным выключателем.
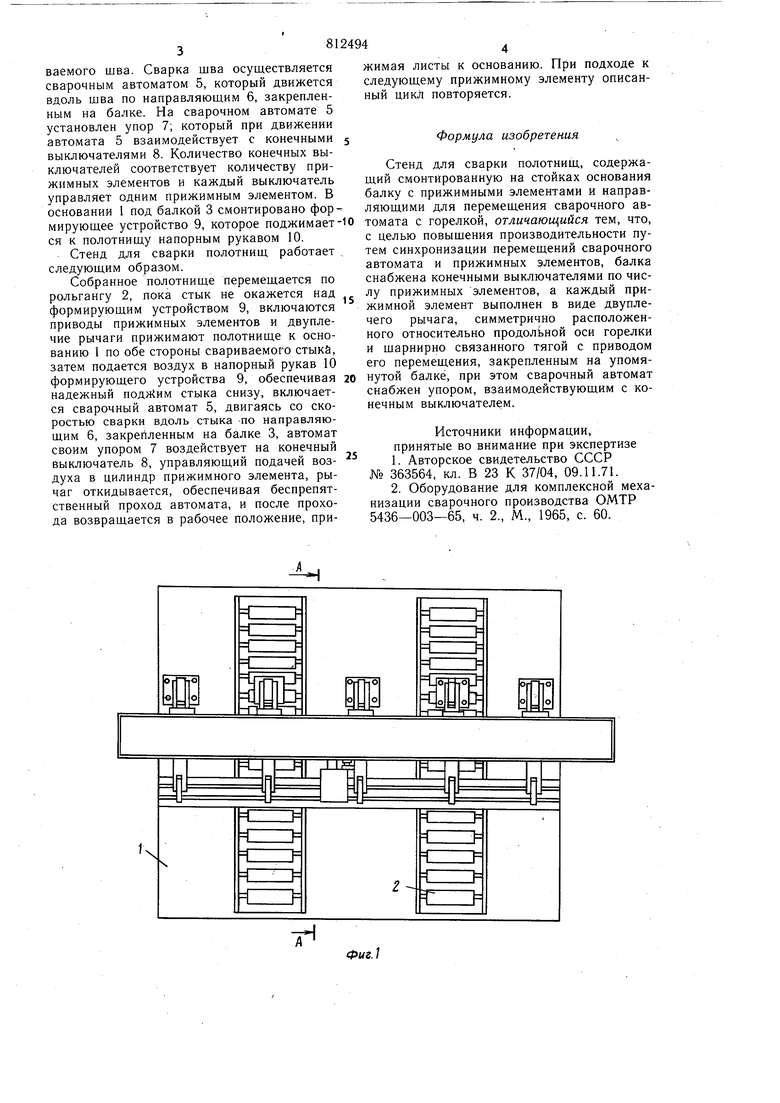
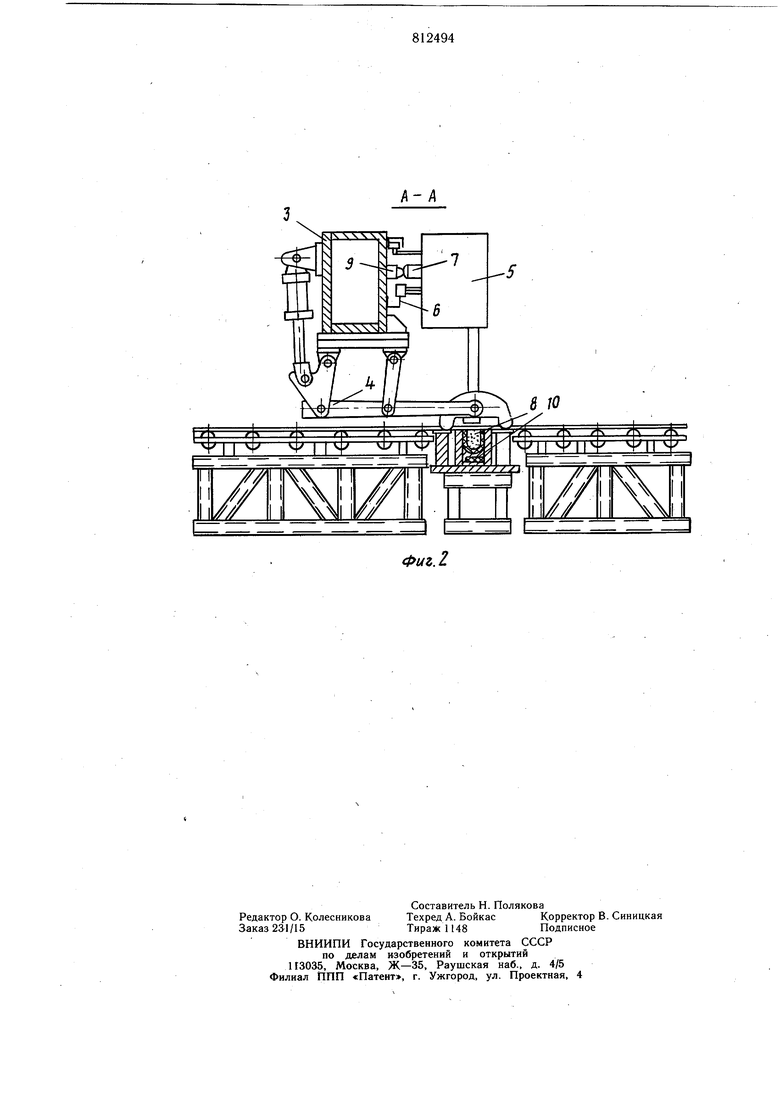
На фиг. 1 изображен стенд, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Стенд для . сварки полотнищ содержит основание 1, на котором смонтированы две секции приводных рольгангов 2. Над основанием на стойках смонтирована балка 3, с размещенными на ней прижимными эле0ментами 4, каждый из которых выполнен в виде двуплечего рычага, шарнирно связанного тягой с приводом его перемещения, закрепленным на балке. Прижим полотнища осуществляется по обе стороны свариБаемого шва. Сварка шва осуществляется сварочным автоматом 5, который движется вдоль шва по направляющим 6, закрепленным на балке. На сварочном автомате 5 установлен упор 7; который при движении автомата 5 взаимодействует с конечными выключателями 8. Количество конечных выключателей соответствует количеству прижимных элементов и каждый выключатель управляет одним прижимным элементом. В ГрТюТе 1сТой ™о1 которГТж е -- Ъ - Г стенд для LM к следующим образом. перемещается по рольгангу 2. покГстТк неокажется над JjlClIliy - J uvyii. -.. - .,.,0-TiT -ri О Т ЧТГС формирующим устройством 9, включаются приводы прижимных элементов и двуплечие рычаги прижимают полотнище к основанию 1 по обе стороны свариваемого стыки, затем подается воздух в напорный рукав 10 ся сварочный автомат 5, двигаясь со скоростью сварки вдоль стыка по направляющим 6, закрепленным на балке 3, автомат своим упором 7 воздействует на конечный выключатель 8, управляющий подачей воздуха в цилиндр прижимного элемента, рычаг откидывается, обеспечивая беспрепятственный проход автомата, и после прохода возвращается в рабочее положение, приимая листы к основанию. При подходе к ледующему прижимному элементу описанный цикл повторяется. Формула изобретения Стенд для сварки полотнищ, содержащий смонтированную на стойках основания балку с прижимными элементами и направляющими для перемещения сварочного автош а7 горелкой: 0«.™-ОЧ«.« тем, что, ;-еГ, автомата и прижимных элементов, балка снабжена конечными выключателями по числу прижимных элементов, а каждьш п и жимной элемент выполнен в виде двуплечего рычага, симметрично расположенного относительно продольной оси горелки и щарнирно связанного тягой с приводом его перемещения, закрепленным на упомяЕ рГ ж снечным выключателем. Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР № 363564, кл. В 23 К 37/04, 09.11.71. 2. Оборудование для комплексной механизации сварочного производства ОМТР 5436-003-65, ч. 2., М., 1965, с. 60.
