(54) СТЕНД ДЛЯ СВАРКИ ПОЛОТНИЦ

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Стенд для сварки полотнищ | 1979 |
|
SU829384A1 |
| СТЕНД ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 1973 |
|
SU363564A1 |
| Установка для сборки и сварки продольных швов полотнищ | 1978 |
|
SU768584A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Установка для сварки стыков полотнищ из листов | 1981 |
|
SU941140A1 |
| Устройство для сборки и автоматической сварки полотнищ | 1980 |
|
SU872153A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Стенд для сварки полотнищ | 1979 |
|
SU812494A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
1
Изобретение относится к сварке, преимущественно к сварке листовых конструкций.
Известен стенд односторонней автоматической сварки полотнищ, содержапц1й смонтированные на общем основании секции рольганга, между которыми расположен ложемент с медной прокладкой, стойки с горизонтально закрепленными на них двумя параллельными балками, с выполненными на одной из них направляющими дпя сварочного автомата и смонтированные на обеих балках прижимы и -упоры И 1.
Недостатком такого стенда является сложность конструкции, вызванная установкой большого числа приводных роликов рольганга.
Известен агрегат для сборки и сварки балок корабельного набора с полотнищем, содержащий смонтированные на основании секции рольганга.
балку с прижимами и направляющими дпя сварочной головки 2
Недостатком данного стенда является сложность конструкции, вызванная наличием двух секций приводных роликов.
Целью изобретения является расширение технологических возможностей стенда.
Указанная цель достигается зчем, что стенд снабжен цепным вертикально-замкнутным конвейером, смонтированным на основании, и направлякицими верхних ветвей конвейера, смонтированными на основании с возможностью перемещения в направлении, перпендикулярном основанию.
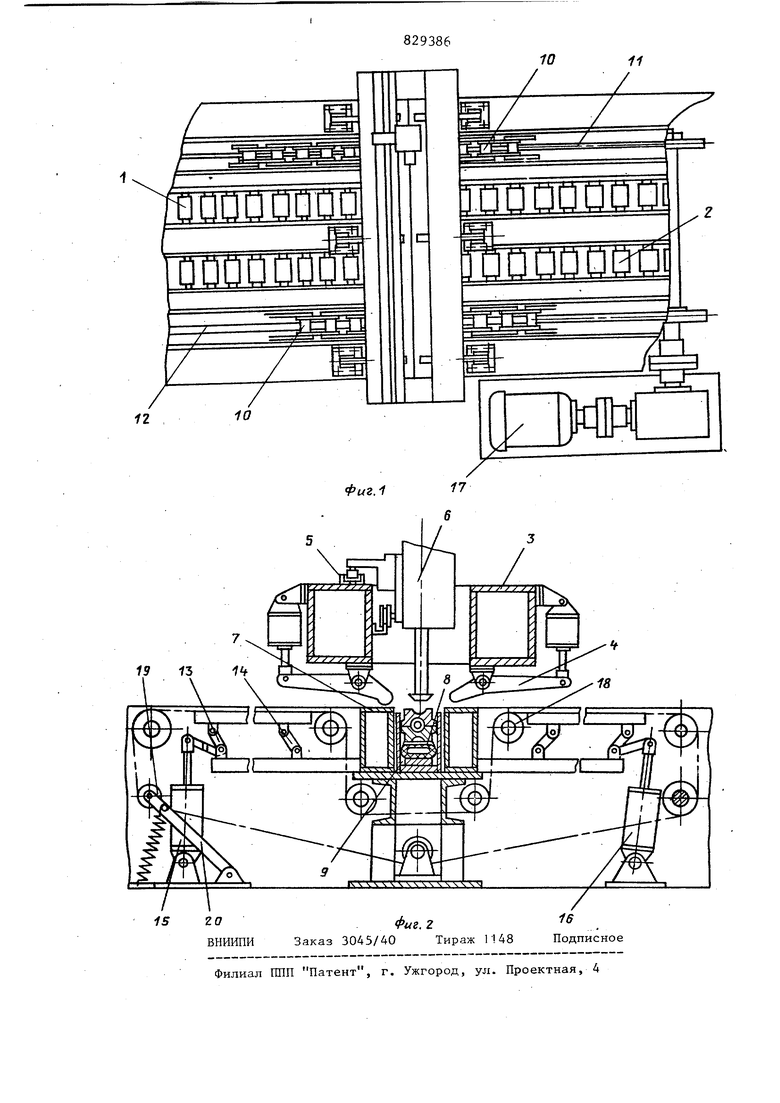
На фиг. 1 изображено устройство, вид сверху; на фиг. 2 - то же, общий вид.
Стенд для сварки полотнищ содержит установленные на основании дне секции 1 и 2 неприводных рольгангов, балку ,3 с прижимами 4 и направлякнцими 5 для сварочной головки 6. Между секциями рольгангов Iи 2 под балкой 3 установлен ложемент 7, в котором установлены мед ная водоохлаждаеМая подздпка 8 и напорный рукав 9. Прижимы 4 предназначены для прижима свариваемъ1х листо к ложементу 7, а рукав 9 - для надежного поджима подушки 8 к стыку свариваемых листов. Между ролика и рольгангов 1 и 2 расположены две ве них ветви цепного вертикально замкнутого конвейера МО, направляющие IIи 12которого смонтированы на се гах 13 и 14, связанных с пневмоцилиндрами 15 и 16, В нижнем положении направляющих цепь расположена ниже роликов на 10-12 мм, в верхней цепь вьше роликов на 20-25 мм. Перемещение цепи осуществляется от привода 17. Ролики 18 необходимы для придания требуемой траектории движения цепи. Натяжной ролик 19 установлен на подпружиненном рычаге 20 и служит для натяжения цепи, а также для koмпeнcaции изменения длины цепи при подъеме и опускании направляющих. Ролики неприводного рол ганга предназначены для поддержания листа при перемещении, так как лист может прогнуться. Стенд для сварки полотнищ работа ет следующим образом. Свариваемый лист укладывается на одну из секций неприводных рольг гов . Включаются пневмоцилиндры 15, направляющие 11 поднимаются вместе с цепями конвейера 1СГ, приподнимая свариваемый лист на цепях. Включает привод 17, и свариваемый лист перемещается под прижимы 4 балки 3. Когда кромка свариваемого листа ока жется над подушкой В, цилиндры 15 и привод 17 выключаются. Лист опускается на ролики и прижимается к л жементу 7 прижимами 4. После этого на секцию 2 укладывается другой ли включаются пневмоцилиндры 16, напр , ляющие 12 поднимаются и поднятый на цепях лист при включении привод 17 перемещается к прижатому листу. 64 Когда кромки листов совпадут, цииндры 16 и привод 17 выключаются и ист опускается на ролики. Если при стыковке листов образовался клиновой зазор, он выбирается опусканием одного из цилиндров 16. После этого лист прижимами 4 прижимается к ложементу, в рукав 9 подается воздух, поджимая медную подушку 8 к стыку, и сварочная головка 6, двигаясь по направляющим 5 балки, производит проварку шва. Прижимы 4 выключаются, прекращается подача воздуха в рукав 9, включаются пневмоцилиндры 15 и 16, сваренное полотнище приподнимается на цепях и при включении привода 17 перемещается на одну из секций неприводных рольгангов . Если полотнище варится из двзгх листов, то его снимают, а если из трех и более, то торцовая кромка полотнища перемещается до оси подушки, полотнище опускается, прижимается и сваривается со следующим листом. Использование предложенного стенда расширяет технологические возможности устройства. Формула изобретения Стенд для сварки полотнищ, содержащий смонтированные на основании секции рольганга, ложемент с медной подкладкой и балку с прижимами , и направляющими для сварочной головки, отличающийся тем, что, с делью расширения технологических возможностей, стенд снабжен цепным вертикально-замкнутым конвейером, смонтированным на основании стенда, и направляющими верхних ветвей конвейера, смонтированными на основании с возможностью перемещения в на-правлении, перпендик лярном основанию. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 363564, кл. В 23 К 37/04, 09.11.71. 2.Авторское свидетельство СССР № 295640, кл. В 23 К 37/04, 20.04.66.
