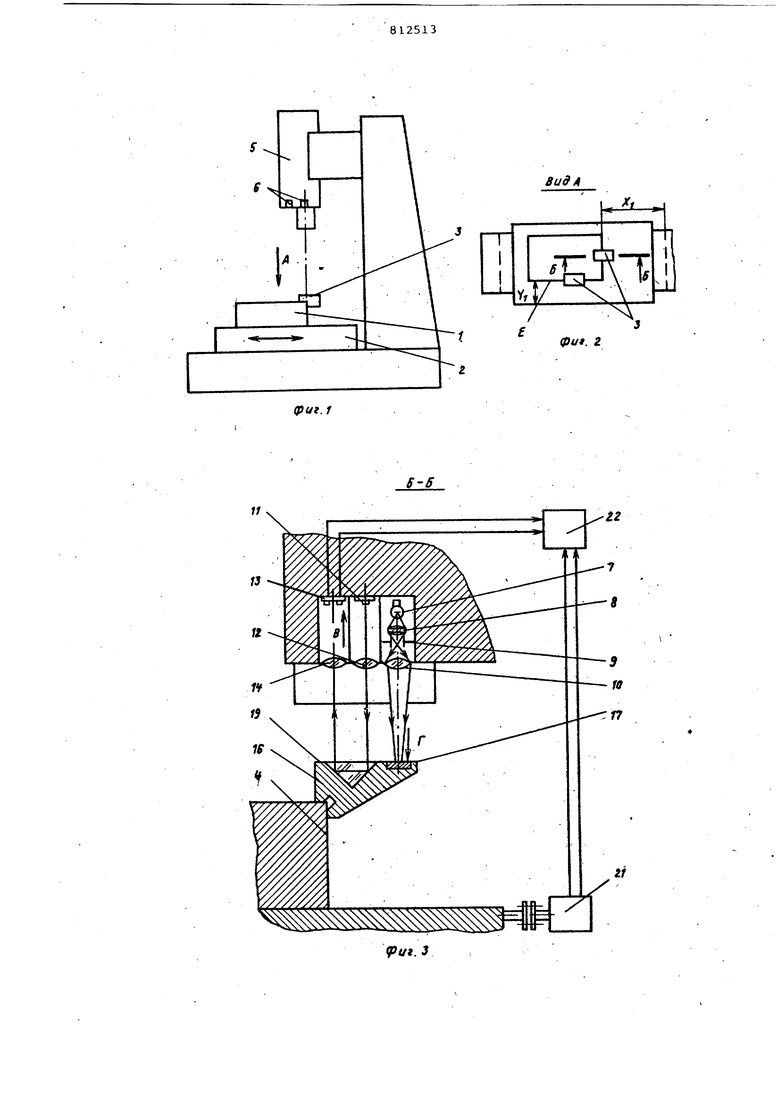
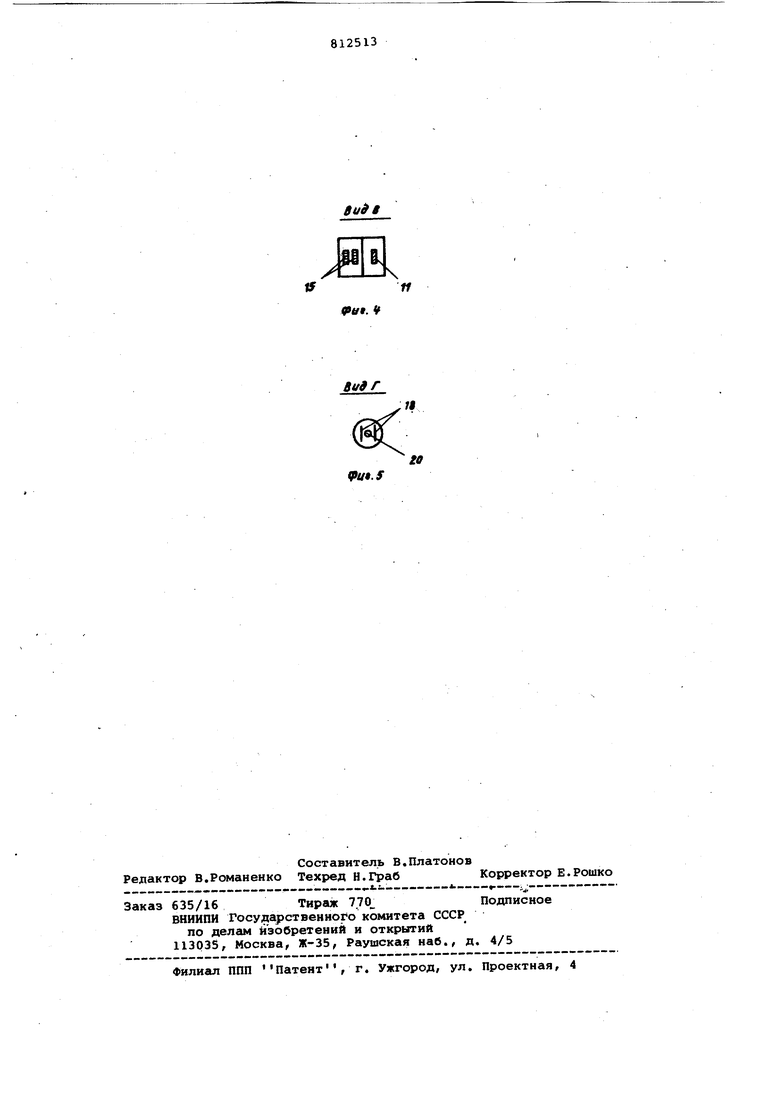
Изобретение относится -к станкостроению и может быть использовано в Ътанках с ЧПУ для автоматизации опре деления координат базовых поверхностей изделия относительно оси шпиндел станка. Известны металлорежущие станки с ЧПУ, включающие в себя стол, шпиндел ную бабку, датчики перемещения стола и шпиндельной бабки, на которой смон тиров но устройство визирования угол кового репера, устанавливаемого на обрабатываемом изделии i и 2. Недостатками таких станков являются низкая степень автоматизации и неюясокая точность обработки. Цель изобретения - повышение производЯтельности путем автоматизации определения положения изделия относи тeльнJO оси шпинделя и за счет сокращения времени поиска зоны установки репера. Поставленная цель достигаете} тем что устройство визирования электрически соединено датчиками перемещения стола и шпиндельной бабки с системой ЧПУ и выполнено в виде паргшлельных: оси шпинделя светопроекционных систем, одна из которых имеет . Грубый индикатор, оптически свяэанннй с индексом репера, а вторая точный датчик, предаставляющий собой автоколлимационный модуль, излучатель и фотоприемник которого оптически связаны с уголковым отражателем репера, На фиг. 1 схематически изображен предлагаемый станок, общий вид; на фиг, 2 - схема установки репера, вид А на фиг. 1; на фиг. 3 - схема грубого индикатора и 1;:точного датчика с репером, разрез Б-Ь на фиг. 2; на фиг 4 - расположение активных элементов в точном датчике, вид В на фиг. 3; на фиг. 5 - сетка с би-штрихом, вид Г на фиг. 3. Изделие 1 закреплено.на столе 2 так, что базовая поверхность изделия параллельна оси X. Репер 3 установлен на поверхности 4 изделия 1. В шпиндельной бабке 5 смонтированы световой точный датчик б и световой указатель грубого индикатора. Грубый индикатор выполнен источника 7 света,коллектора 8, диафрагмы 9 и объектива 10, расположенных таким образом, что световой луч проходит параллельно оси шпинделя. Точный датчик 6 представляет собой оптоэлектронную систему с открытой оптической связью и содержит
марку в виде полупроводникового излучателя 11 и объектива12 и поэиционно-чувствительный фотоприемник в виде дифференциального фотореэистора 13 и объектива 14.
Чувствительные площадки 15 дифференциального фоторезистора согласованы по форме и размерам с маркой 11. На корпусе репера 3, представляющем собой угольник 16, расположен экран 17 с би-штрихом 18 грубого индикатора и уголковый отражатель 19 точного датчика. Лучи от.светового указателя грубого индикатора попадают в зону 20, расположенную между штрихами репера. Диффер.енциальный фоторезистор 13 и датчики 21 перемещения стола. и бабки электрически соединены с системой ЧПУ 22. Положение уголкового от ражателя точно скоординировано с опор ной поверхностью угольника.
Устройство работает следующим образом.
На базовую поверхность изделия 1, закрепленного на столе 2, устанавлива ется репер 3. Перемещением стола с изделием и репера по базовой поверхности изделия совмещают би-штрйх 18 грубого индикатора с лучом светового указателя. При этом световые лучи от марки 11 попадают в уголковый отрайса тель 19 и, отразившись от него, - в зону действия чувствительных площадок фотореэистора 13.После этого вклю- чается автоматический ход стола 2 и момент совмещения базовой поверхности изделия 1 с осью шпинделя изображения марки 11 совпадает с осью симметрии фоторезистора 13. Фотоприемник вырабатывает сигнал, который поступает в систему ЧПУ 22 стан.ка, где в результате фиксируется текущая координата X, вырабатываемая датчиком положения стола. Эта текущая координата принимается за начальную (базовую) для обработки издели-ч.
Аналогичные операции .проводятся для получения начальной координаты У изделия. Затем автоматич ски начинается обработка изделия по программе.
Формула изобретения
«
Металлорежущий станок с ЧПУ, включающий в себя стол, шпиндельную бабку, датчики перемещения столаи шпиндельной бабки, на которой смонтировано устройство визирования уголкового репера, устанавливаемого на обрабатываемом изделии, отличающийс я тем, что, с целью повышения производительности путем автоматизации определения полржения изделия относительно оси шпинделя станка и за счет сокращения времени поиска зоны установки репера, устройство визирования электрически соединено датчиками перемещения стола и шпиндельной бабки с системой ЧПУ и -выполнено в виде параллельных оси шпинделя светопроекционных систем, одна из которых имеет грубый индикатор, оптически связанный с индексом репера, а вторая точный датчик, представляющий собой 4автоколлимационный модуль, излучатель и фотоприемник которого оптически связаны, с уголковым отражателем репер
Источники информации, принятые во внимание при экспертизе 1.Кузнецов Ю.И.Технологическая осна стка станкам с ПУ, М., Машиностроение , 1976, с. 22, рис. 2а.
2. Патент Англии 1493094, кл. G 05 D 3/04.
Вид А
Ж,
№
Г чГ
фи. 2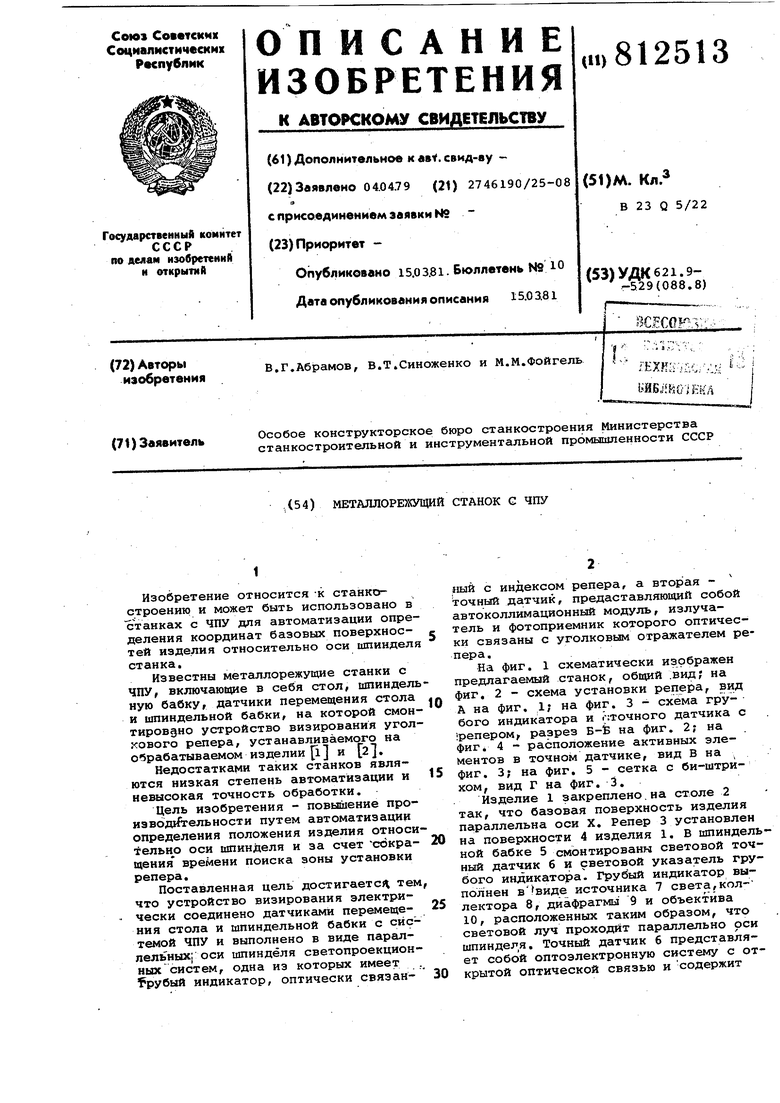

| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок с ЧПУ | 1979 |
|
SU967007A2 |
| Устройство компенсации погрешностей перемещений узлов станка | 1986 |
|
SU1377579A1 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| ИСПОЛНИТЕЛЬНАЯ СИСТЕМА ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА ДЛЯ ФОРМИРОВАНИЯ РЕЗАНИЕМ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ | 2007 |
|
RU2360771C2 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ИНСТРУМЕНТА В КООРДИНАТНОЙ СИСТЕМЕ ОТСЧЕТА СТАНКА АВТОМАТИЗИРОВАННОГО ГРАВИРОВАЛЬНОГО КОМПЛЕКСА | 2005 |
|
RU2279964C1 |
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2007 |
|
RU2356704C2 |
| ТОКАРНЫЙ СТАНОК | 1995 |
|
RU2087263C1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1349969A1 |
| Автоматическая линия для механической обработки крупногабаритных деталей | 1989 |
|
SU1770114A1 |
| СТАНОК МНОГОЦЕЛЕВОЙ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ, ЛАЗЕРНОЙ ОПТИЧЕСКОЙ ГОЛОВКОЙ И АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 2010 |
|
RU2443534C2 |
Put. 3
IfH
9H/t.
Bu9r
