1
йт
ik,
Изобретение относится к области станкостроения и может быть использовано для автоматизации определения координат базовых поверхностей издеЛИЯ относительно отсчетной системы станка.
По освновному авт.св. № 812513, известен метаплореж тдий станок с ЧПУ, включающий в себя стол, шпинделную бабку, на которой смонтировано устройство визирования уголкового репера, устанавливаемого на изделия. Устройство визирования электрически соединено системой ЧПУ с датчиками перемещения стола и шпиндельной баб- ки, оно вьшолнено в виде параллельных оси шпинделя светопроекционных систем соответственно грубого индикатора и точного датчика. Грубый индикатор оптически связан с индексом репера. Точный датчик представляет собой автоколлимационный модуль, излучатель и фотоприемник которого оптически связаны с уголковым отражателем репера fl7
Недостатком таких станков является низкая производительность, связанная с отсутствием возможности автматически определять положение произвольно установленного на столе изделия. 1 .
Цель изобретения - сокращени
вспомогательного времени путем исключения вьгаерки на параллельность ходу стола произвольно установленной детали.
Поставленная цель достигается тем что репер выполнен в виде трех уголковых отражателей, расположенных в корпусе и имеющих ребра, лежащие в одной плоскости с его опорными поверхностями и образованные двумя пересекающимися отражаюп ими поверхностями, при этом ребро одного из них перпендикулярно ребрам второго и третьего отражателей, расположенных на одной линии,
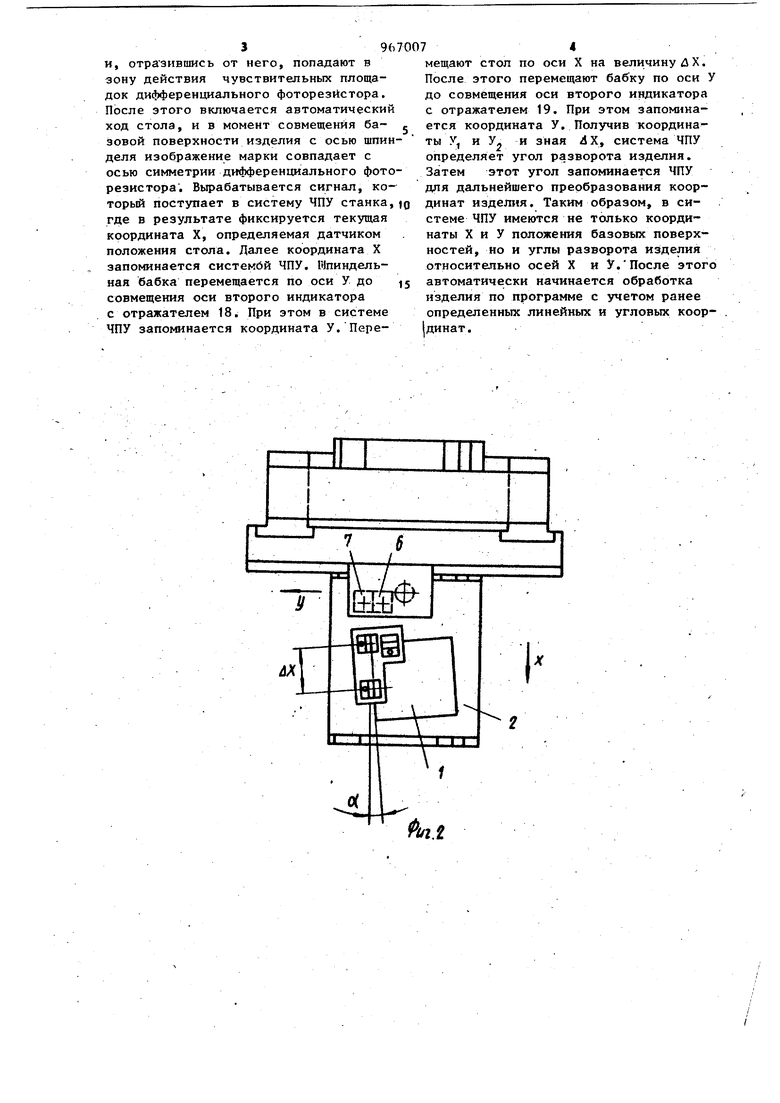
На фиг, 1 изображен общий вид стакау на фиг. 2 - схема установки репера} на фиг. 3 - схема грубого инди катора; н4 фиг. 4 - репер.
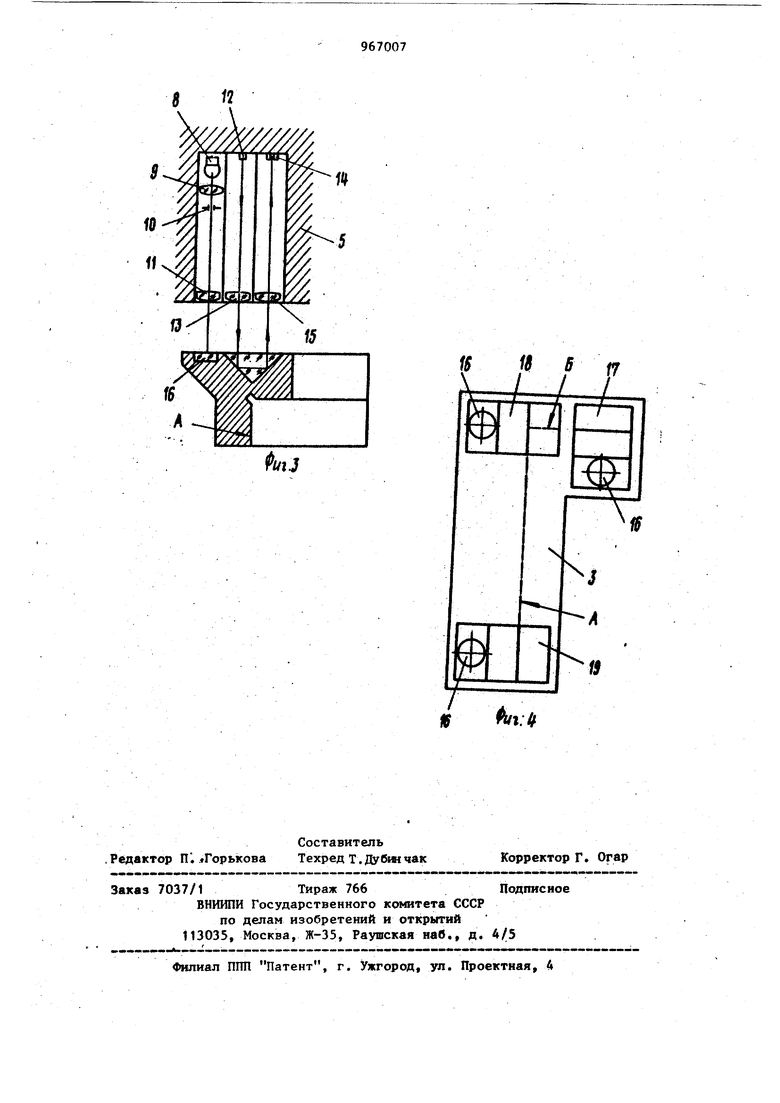
Изделие 1, произвольно установленное на столе 2, образует своей базовой поверхностью с осью X некоторый угол ot. Репер 3 установлен на поверх кости А изделия таким образом, что его базовые поверхности А и Б совмещены с соответствующими взаимно перпендикулярными базовыми поверхностями изделия. Репер 3 установлен на поверхности 4 изделия с фиксацией на опорных поверхностях А и Б репера. В шпиндельной бабке 5 смонтированы точный датчик 6 и световой указатель 7 грубого индикатора. Грубый индикатор выполнен в виде источника 8 свет коллектора 9, диафрагмы 10 и объектив
11,расположенных таким образом, что световой луч проходит параллельно ос шпинделя. Точный датчик 6 представляет собой оптоэлектронную систему
с открытой оптической связью и содержит марку 12 в виде полупроводникового излучателя, объектива 13 и позиционно-чувствительный фотоприемник в виде дифференциального фоторезистора 14 с объективом 15.
Чувствительные- площадки дифференциального фоторезистора 14 согласованы по форме и размерам с маркой
12.На корпусе репера 3 смонтированы экраны 16 с круговой сеткой грубого индикатора. Репер 3 представляет собой три двухгранных уголковых отражателя 17, 18, 19, расположенных в общем корпусе. Каждый отражатель состоит из двух отражающих плоскостей, пересекающихся под прямым углом и образующих ребро. Ребра отражателей 18,19 расположёны по одной линии, совпадающей с плоскостью опорной поверхности А, перпендикулярно которой расположено ребро отражателя 17, совпадающее с плоскостью опорной поверхности 6. Отражатель 17 предназначен для определения координаты X, отражатель 18 - по координате У
и совместно с отражателем 19 - для определения угла поворота изделия относительно системы координат станка. Дифференциальный фоторезистор 14 и датчики перемещения стола и бабки электрически соединены с системой ЧПУ. Положение уголкояых отражателей точно скоординировано с опорной поверхностью репера.
Работа устройства происходит следующим образом. На базовую поверхность изделия устанавливают репер. Перемещением стола с изделием и щпиндельной бабки совмещают круговую сетку экрана грубого индикатора, расположенного на репере, с лучом светового указателя. При этом световые лучи от марки автоколлимационного модуля попад;ают на уголковый отражатель 17 39( и, отразившись от него, попадают в зону действия чувствительных площадок дифференциального фоторезйстора. После этого включается автоматический ход стола, и в момент совмещения базовой поверхности изделия с осью шпин деля изображение марки совпадает с осью симметрии дифференциального фото резистора. Вырабатывается сигнал, который поступает в систему ЧПУ станка, где в результате фиксируется текущая координата X, определяемая датчиком положения стола. Далее координата X запоминается систембй ЧПУ. Шпиндельная бабка перемещается по оси У до совмещения оси второго индикатора с отражателем 18. При этом в системе ЧПУ запоминается координата У. Перемещают стол по оси X на величину ЛX. После этого перемещают бабку по оси У до совмещения оси второго индикатора с отражателем 19. При этом запоминается координата У. Получив координа. ITtTV у, и зная 1Х, система ЧПУ определяет угол разворота изделия. Затем этот угол запоминается ЧПУ для дальнейшего преобразования координат изделия. Таким образом, в системе ЧПУ имеются не только координаты X и У положения базовых поверхностей, но и углы разворота изделия относитепьно осей X и У.После этого автоматически начинается обработка изделия по программе с учетом ранее определенных линейных и угловых коор динат.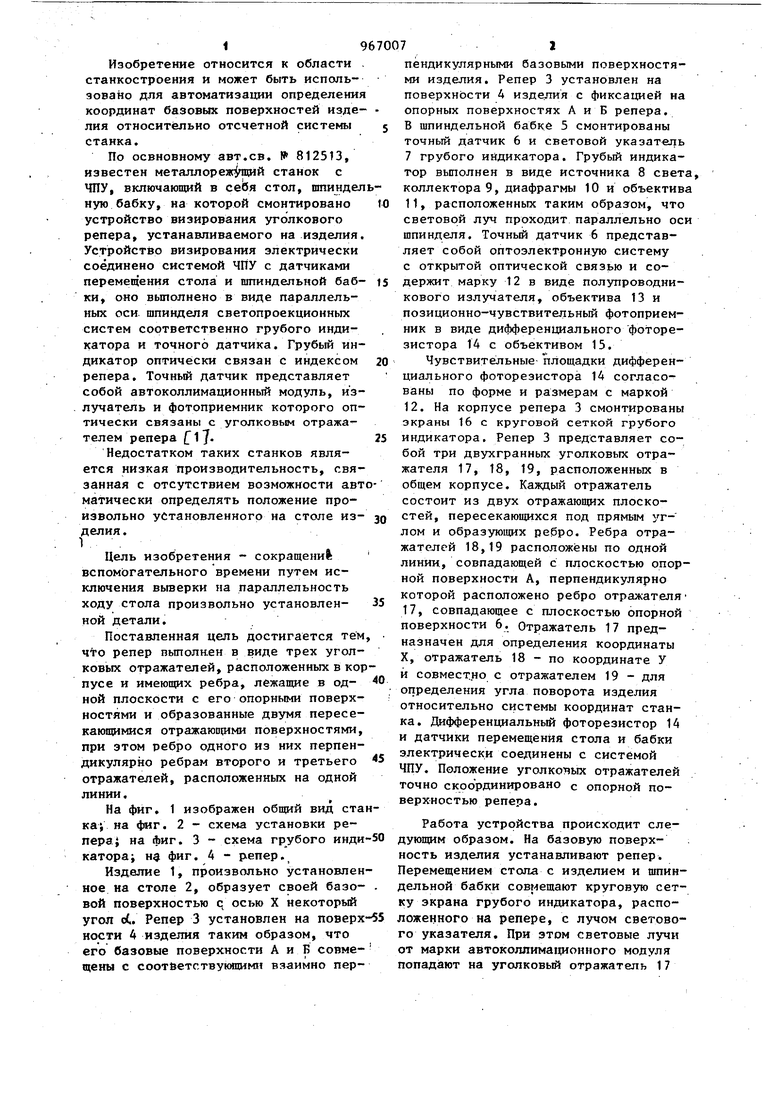
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок с чпу | 1979 |
|
SU812513A1 |
| ИСПОЛНИТЕЛЬНАЯ СИСТЕМА ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА ДЛЯ ФОРМИРОВАНИЯ РЕЗАНИЕМ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ | 2007 |
|
RU2360771C2 |
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2007 |
|
RU2356704C2 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| СПОСОБ КАЛИБРОВКИ ОПТИКО-ЭЛЕКТРОННОГО АППАРАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2635336C2 |
| СПОСОБ РЕГИСТРАЦИИ ПОЛОЖЕНИЯ ФРОНТА КРИСТАЛЛИЗАЦИИ В УСТАНОВКАХ ГОРИЗОНТАЛЬНОЙ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИИ И УСТРОЙСТВО РЕГИСТРАЦИИ ПОЛОЖЕНИЯ ФРОНТА КРИСТАЛЛИЗАЦИИ В УСТАНОВКАХ ГОРИЗОНТАЛЬНОЙ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИИ | 2005 |
|
RU2289641C1 |
| Устройство для прокладки маршрута адаптивного промышленного робота | 1980 |
|
SU882734A1 |
| ЛАЗЕРНАЯ ИЗМЕРИТЕЛЬНАЯ СИСТЕМА | 2005 |
|
RU2347185C2 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ИНСТРУМЕНТА В КООРДИНАТНОЙ СИСТЕМЕ ОТСЧЕТА СТАНКА АВТОМАТИЗИРОВАННОГО ГРАВИРОВАЛЬНОГО КОМПЛЕКСА | 2005 |
|
RU2279964C1 |
| Способ обработки ручьев валков горячего пильгерования и вальцетокарный станок для его осуществления | 1991 |
|
SU1834748A3 |
МЕТАЛЛОРЕЖУЩИЙ СТАНОК С ЧПУ ,. по авт.св. № 812513, о т л и ч а ющ и и с я тем, что, с целью сокращения вспомогательного времени путем исключения выверки на параллельность хода стола произвольно установленной детали, репер выполнен в виде трех , ;уголковых отражателей, расположенных в корпусе и имеющих ребра, лежа1цие в одной плоскости с его, опорными по; вёрхностями и образованные двумя пересекающимися отражающими поверхностями, при этом ребро одного из них перпендикулярно ребрам второго и третьего отражателей, расположенных на одной линии.8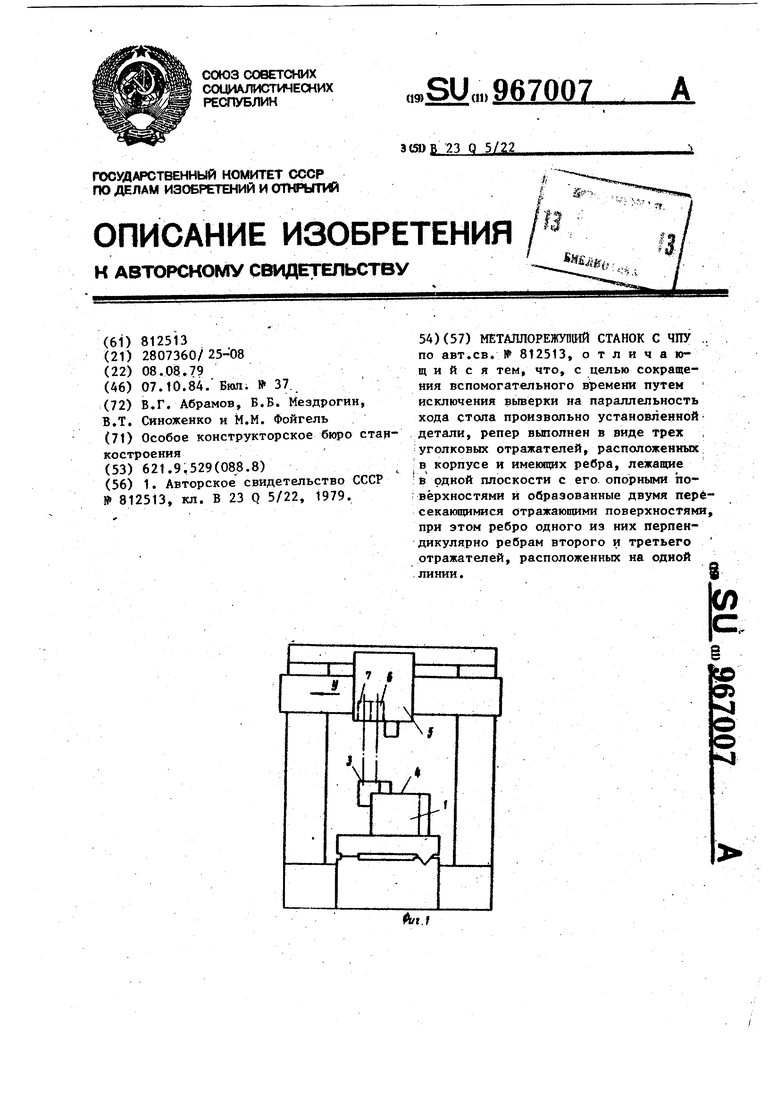
8 П
f5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Металлорежущий станок с чпу | 1979 |
|
SU812513A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
