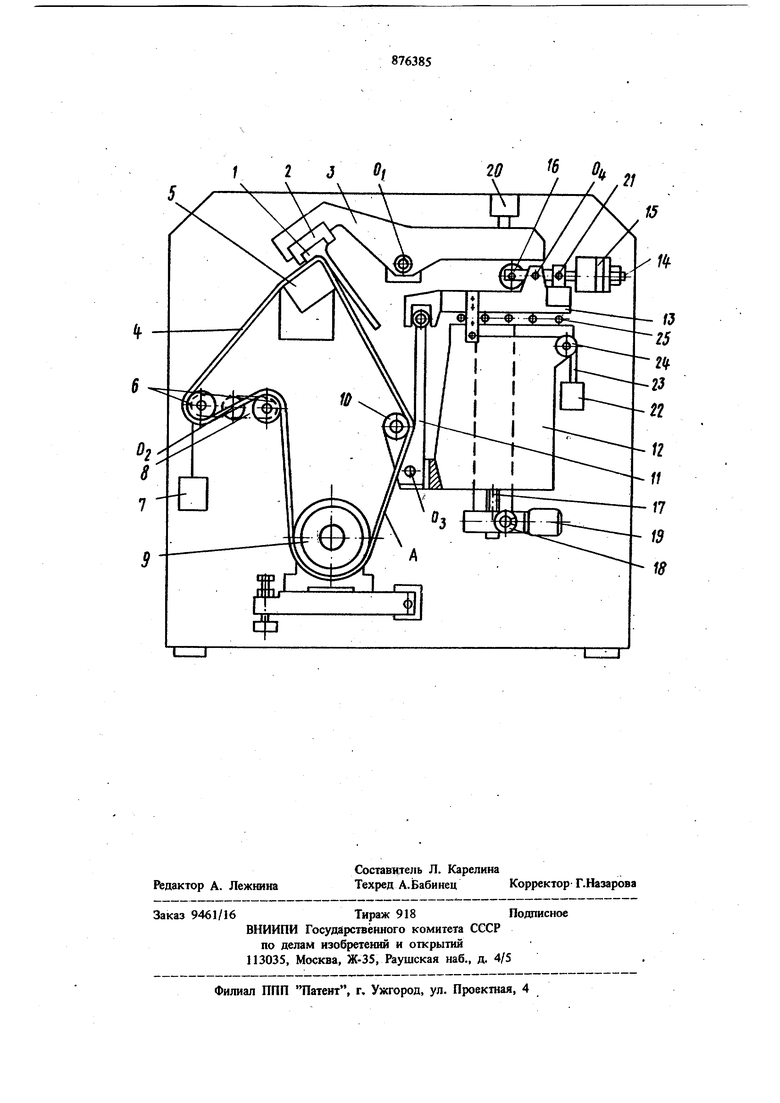
Изобретение относится к обработке бесконеч-i нымц шлифовальными лентами н может быть использовано BI авиационной, энергомаиганосгроительной, судостроительной и других отраслях промышленности.По основному авт. св. N 633716 известно устройство для ленточного шлифования, в котором управление подачей на врезание осуществляется в завнсимосш от (Паал давле)а1я ленты на натяжной ролик, кинематически связанный .с механизмом подачи 1. Однако в известном устройстве не раскрыто конструктивное вьтолне1иие кинематической связи -натяжного ролика с механизмом подачи. Цель изобретения - 1ювьш1е1ше производитель ности обработки. Указанная цель доспи-ается тем, что кинематическая связь натяжного ролика с механизмом подачи осуществляется за счет того, что натяжной ролик лентопротяжного механизма кинематически соединен с имеющей возможность переА«ещения в плоскости вращения ленты кареткой, на которЫ шарнирно установлено коромысло, один колец которого снабжен грузом. а второй - свободно вращающимся роликом, взаимодействующим с рычагом подачи, причем каретка расположена на ползунке, имеющем возможность вертикального перемещения. На чертеже изображена кинематическая схема ленточно-шлифовального станка в плоскости вращения шлифовальной ленты. Схема включает обрабатываемую деталь 1, которая с помощью крепежного приспособления 2 устанавливается на базовой площадке рычага 3 подачи, имеющего возможность поворота вокруг оси О t. Деталь 1 поданмается к шлифовальной ленте 4, огибающей контактный элемент 5, натяжные ролнкн 6, установленные с возможностью поворота вокруг оси Oj под действием груза 7, закрепленного на Коромысле 8, н ведущий шкнв 9. Натяжной ролик lO, огибаемый ведущей ветвью А шлифовальной ленты 4, расположен на качалке 11, которая установлена на ползуне 12 с возможностью поворота вокруг оси Оз и шарнирно соединена с. имеющей возможность перемещения в плоскости вращения щпифовальной ленты 4 кареткой 13. На каретке 13 шарниряо установлен рычаг 14, один конец которого снабжен грузом 15, а второй - свободно вращающимся роликом 16, взаимодействующим с рычагом 3 подачи, причем ползун 12 имеет возможность вертикального перемещения посредством винтового механизма 17, приводимого в движение ручкой 18 или электродвигателем 19. На рычаге 3 подачи и рычаге 14 установлены соответственно демпферы 20 и 21, служащие дтш уменьщения вибраций механизма подачи в процессе шлифования. Необходимое усилие натяжения ведущей ветви А щлифовальной ленты 4 задается посредством груза 22, установленного на каретке 13 с помощью троса 23, огибающего ролик 24, который расположен на ползуне 12. Каретка 13 перемещается на щариковых направляющих 25, расположенных на ползуне 12.
Устройство работает следующим образом.
Перед работой устройство настраивается на необходимое усилие натяжения в вед)тцей ветви А шлифовальной ленты 4. Настройка осуществляется путем изменения веса грузов 15 и 22, а также расположением груза 15 на рычаге 14 относительно оси О4 поворота.
Вначале процесса обработки подается команда на включение устройства. Ползун 12 с помощью винтового механизма 17, приводимого в движение электродвигателем 19, перемещается в вертикальном направлении. Рьтг 3 подачи, контактирун11щий с роликом 16, поворачивается вокруг оси Oi и с необходимой скоростью врезания подает деталь 1 на контактный элемент 5.
В процессе работы шлифовальная лента 4, вращаясь со скоростью шлифования V, обрабатьгоает деталь 1, которая поджимается к абразиной ленте 4 посредством рычага 3 подачи, с услием, задаваемым грузами 15 и 22. По мере затупления ленты уменьшаются тангенциальная сила шлифования и натяжение ведущей ветви А
абразивной ленты 4. Соотношение сил, действующих на каретку 13, нарушается. Каретка 13 пер е 1ещается в сторону действия силы от груза 22 до тех пор, пока соотношение сил, действующих на кёретку, не восстановится. При этом точка контакта ролика 16 с рычагом 3 подачи смещается вправо, увеличивая плечо действия силы от груза 15 относительно оси О поворота рычага 3 поворота. Радиальная сила возрастает на необходимую величину, обеспечивая постоянство тангенциальной силы шлифования. За период стойкости ленты радиальная сила все время возрастает так, что обеспечивает постоянство тангенциальной силы.
По достижении заданного размера подается команда на включение электродвигателя 19 винтового механизма 17. Происходит быстрый отвод рычага 3 подачи с обрабатываемой деталью 1 из зоны обработки.
Формула изобретения
Устройство для ленточного uJлифoвaния по авт. св. № 633716, отличающееся тем, что, с целью повышения производительности обработки, кинематическая связь натяжного ролика с механизмом подачи выполнена в виде шарнирно связанной с коромыслом натяжного ролика каретки, на которой установлен рычаг с роликом с возможностью контактирования с рычагом механизма подачи, причем каретка размещена на направляющей поверхности введенного в конструкцию ползуна, а сам ползун установлен с возможностью вертикального перемещения.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 633716, кл. В 24 В 21/00, 14.02.77.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ленточного шлифования | 1979 |
|
SU889397A1 |
| Устройство для ленточного шлифования | 1978 |
|
SU882728A2 |
| Устройство для ленточного шлифования | 1978 |
|
SU931401A2 |
| Способ ленточного шлифованияи уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU812533A2 |
| Ленточно-шлифовальное устройство | 1977 |
|
SU701774A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU812534A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU865627A1 |
| Способ ленточного шлифования и устройство для его осуществления | 1977 |
|
SU633716A1 |
| Устройство для ленточного шлифования | 1977 |
|
SU709341A2 |
| Устройство для натяжения шлифовальной ленты | 1979 |
|
SU927485A1 |