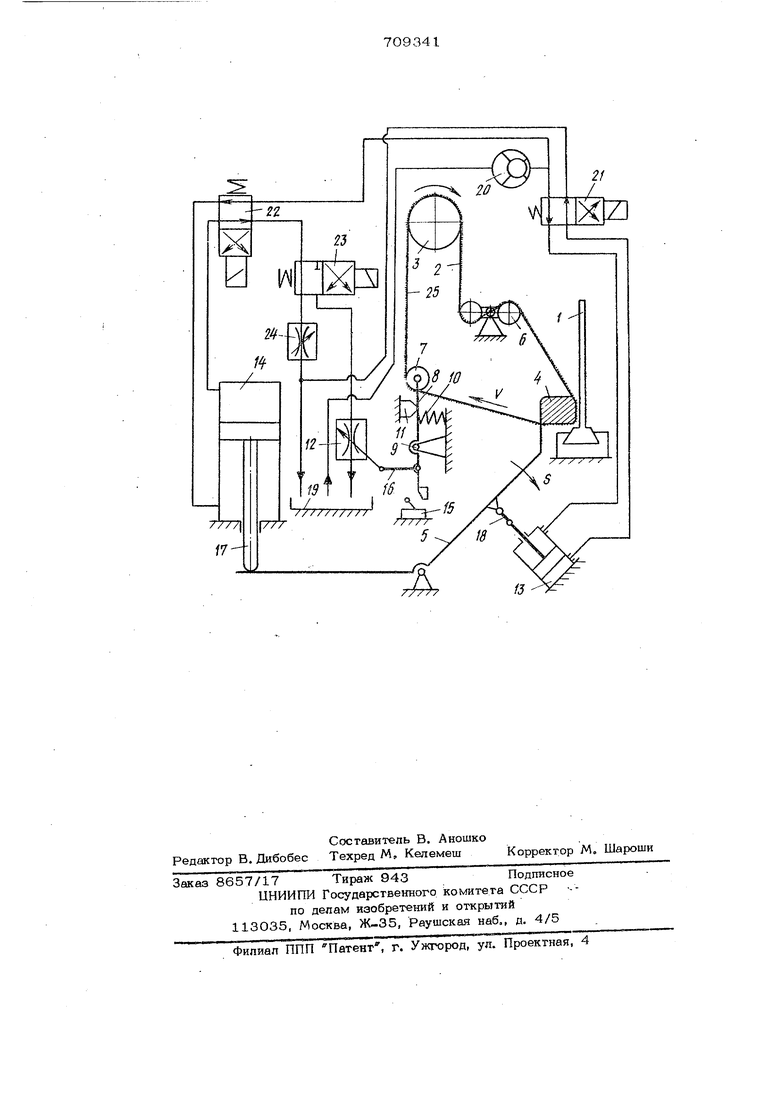
изобретение относится к станкострЬёнию . в основном авт. св. № 633716 описано устройство для ленточного шлифования, в котором в качестве следящего элемента аа нагрузкой при шлифования используется огибаемьтй лентой опорный элемент, например ролик, установленный на имеющем воз вожность поворачиваться коромысле, поджатом упругим элементом, например пружиной, к упору и кинематически связанным с ме санизмом подачи Llj Однако в этом устройстве момент перехода с быстрого подвода на рабочую по. дачу настраивается заранее по максимальному припуску. При обработке деталей, имеющих припуск, меньше максимального, рабочая подача начинается в тот момент, когда лента еще не подошла к обрабатываемой заготовке, что снижает производительность обработки. Цель предложения - повышение производительности обработки за счет точного перехода с быстрого подвода на рабочую подачу в момент соприкосновения подава емой на врезание ленты с деталью. Для этого предлагаемое устройство содержит в качестве регулятора скорости подачи два параллельно соединенных дросселя, управляющих через золотники силовым цилиндром механизма изменения скорости подачи, причем с одним дросселем, настроенным на рабочую подачу, коромысло следящего за нагрузкой элемента соединено механически, например рычажно-шарнирным механизмом, а с другим дросселем, задающим быструю подачу, - через золотник, управляемый переключателем, взаимодействующим с коромыслом. На чертеже дана кинематическая схема описываемого в плоскости вращения абразивной ленты. Деталь 1 обрабатывается бесконечной абразивной лентой 2, приводимой во вращение шкивом 3. Лента поджима тся к обрабатываемой детали контактным эл мектом 4, установленным на коромыслг; 370 5 механизма подачи. Натяжение пенты осуществляется роликами 6. Используемый в качестве следящего элемента огибаемый лентой опорный ролик 7 установлен на коромысле 8, имеющем возможкость поворашваться вокруг оси 9. Пружина 10 поджимает коромысло 5 к непод-вижному упору 11. Коромысло8 кинематически (механическ связано с регулятором дросселя 12 рабочей цодачи, осуществляемой силовым цилиндром 13 и регулируемой силовым далиндром 14, а тшсже взаимодействует с переключателем 15, который служит для перехода с ускоренной подачи на рабочую. Кинематическая связь коромысла 8 с регулятором дросселя 12 может быть осуществлена, например, шарнирно соеди- с ними шатуном 16. Шток 17 си лового цитгиндра 14 (цилиндра изменения скорости подачи) взаимодействует с коромыслом 5 механизма подачи непосредственно, а шток силового цилиндра 13 через шатун 18. Гидросистема механизма подачи содержит также маслобак 19, насос 20, золотнтш21 - 23, а та1сже дроссель 24 ускоренной подачи. При включе1ши от приводного . шкива 3 вращается абразивная лента 2, а ЗОЛОТН1Ж 21 дает команду на подачу масла в штоковую полость силового гид- рощшиндра 13, который через шатун 18 поворачивает коромысло 5 вместе с контактным элементом 4 в направлении подачи S к обрабатываемой детали. Одновременно через золотник 22 масло от на соса 20 подается в штоковую полость силового цилиндра 14, в результате чего его шток 17 отходит от левого конца коромысла подачи 5, а из бесштоковой полости цилиндра 14 через золотник 22, 2 и дроссель 24 масло сливается в бак 19 Так как масло сливается через дроссель 24, отрегулированный на малое сопроти ление, то подача контактного элемента 4 с лентой к обрабатываемой детали в этот момент происходит ускоренно. В момент соприкосновения ленть 2 с обрабатываемой деталью увеличивается натяжение ее ведущей ветви 25, в результате чего сила давления ленты на ролшс 7, преодолевая сопротивление пружиньт 1О, поворачи вает коромысло 8 вокруг его оси 9. Ниж ний конец коромысла 8 при его повороте воздействует на переключатель 15, приво дящий золотник 23 в такое положение, при котором масло из бесштоковой полос 4 и цилиндра 14 сливается не через дрос ель 24, а через дроссель 12. Одновреенно через шатун 16 короКЯысло 8 возействует на регулятор дросселя 12, увеичивая его сопротивление перетеканию асла. Поэтому подача контактного элеента с лентой к обрабатываемой детали в это время идет медленнее, а следовательно, уменьшается натяжение ведущей ветви ленты, в результате чего коромысло 8 возвращается в исходное положение, устанавливая дроссель 12 через шатун 16 в положение расчетной величины рабочей подачи. По мере затупления ленты (или увел 1чении площади обработки) при анной рабочей подаче увеличивается на- . тяжение ее ведущей ветви, в результате чего коромысло 8 вновь поворачивается, уменьшая Через дроссель 12 рабочую подачу. Таким образом, устройство не допускает перенапряжения ленты, что предохраняет ее от разрывов, т.е. повышает ее стойкость. В конце обработки от датчика (на чертеже не изображен) подается сигнал на переключение золотника 21, -после чего давление масла от насоса поступает в бесштоковую полость цилиндра 13, который отводит коромысло 5 с контактным элементом и лентой от обрабатываемой детали. Формула изобретенИ я Устройство для ленточного шлифования по авт. св. № 633716, отличающееся тем, что, с целью повышения производительности обработки за счет точного перехода с быстрого подвода на рабочую подачу, оно содержит в качестве регулятора скорости подачи два параллельно соединенных дросселя, управляющих через золотники силовым цилиндром изменения скорости подачи, причем с одним дросселем, настроенным на рабочую подачу, коромысло следящего за нагрузкой огибаемого лентой опорного элемента соединено механически, например рычажношарнирным механизмом, а с другим дросселем, задающим быструю подачу, - через золотник, угравляемый переключателем, взаимодействующим с коромыслом. Источники информации, принятые во внимание гфи экспертизе 1. Авторское свидетельство СССР № 633716, кл. В 24 В 21/СО, 14.О2.77 (прототип).
/7//7
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство адаптивной подачи ленточно-шлифовального станка | 1980 |
|
SU884977A2 |
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Устройство для ленточного шлифования | 1978 |
|
SU882728A2 |
| Способ ленточного шлифованияи уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU812533A2 |
| Устройство для ленточного шлифования | 1978 |
|
SU931401A2 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| Ленточно-шлифовальное устройство | 1977 |
|
SU701774A1 |
| Устройство для автоматического управления работой ленточношлифовального станка | 1975 |
|
SU562417A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU984826A2 |