(54) УСТРОЙСТВО АВТОМАТИЧЕСКОЙ ПОДАЧИ КРЕПЕЖНЫХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1987 |
|
SU1421487A1 |
| Устройство автоматической подачи крепежных деталей | 1977 |
|
SU903099A1 |
| Устройство для поштучной выдачи изделий с заданным адресом | 1980 |
|
SU927650A1 |
| Дозатор | 1991 |
|
SU1818539A1 |
| Установка для переработки отходов полимерной пленки в.и.ефимчева | 1977 |
|
SU710819A1 |
| Пресс-форма для изготовления изделий из пластмасс методом прямого прессования | 1980 |
|
SU903145A1 |
| Автомат для изготовления седлообразных катушек | 1977 |
|
SU736190A1 |
| Устройство для автоматической зарядки ориентированными крепежными деталями магазинов ручного инструмента | 1978 |
|
SU753597A2 |
| ПНЕВМАТИЧЕСКИЙ ДЕМПФЕР | 1991 |
|
RU2019436C1 |
| Устройство для поштучной выдачи деталей | 1988 |
|
SU1567402A1 |
I
Изобретение относится к общему мшоииостроению и может быть исполь зоваио в устройствах для автоматической .подачи крепежных деталей из бункера-питателя с пневмоцилиндром.
Наиболее близким к предложенному по технической сущности является устройство автоматической подачи крепежшдх деталей, содержащее бункерпитатель с пневмоцилиндром, механизм поштучной подачи крепежных деталей, свяэьшающий их между собо) лоток, воздухораспределитель и золотник., соединяюЕгдаП еесштрковую полость пневмоцилиндра с воздухораспределителем или каналом выпуска .воздуха 111,
Недостатком данного устройства является ТС5, что золотник расположен в стороне от пневмоцилиндра и обеспечивает работу пневмоцилиндра только в одном направлении, а возврат осуществляется под действием пружина. и веса бункера-питателя с крепежными деталями. Изменение же веса бункерапитателя в процессе расхода крепежных деталей и нестабильность усилия пружины не обеспечивают бесперебойность работы.пневмоцилиндра в обоих направлениях и равномерную подачу крепежных деталей на лоток.
Цель изобретения - повышение надежности.
Поставленная цель достигается тем, что в устройство автоматической подачи крепежных деталей золотник размещен в крышке пневмоцилиндра и выполнен в виде втулки, охватывающей шток порция, на наружной поверхности .которой выполнены две кольцевые каoнавки, предназначенные для совмещения каналов подачи воздуха в пневмоцилиндр на расстоянии (друг от друга), равном двойному ходу золотника, а в крышке пневмоцилиндра выполнены
5 два канала впуска воздуха, соответственно, под поршень и в штоковую полость пневмоцилиндра, и ниже их еще два канала выпуска воздуха из них, все каналы выходят в сторону
0 золотника и расположены друг от друга на расстоянии, равном ходу золотника.
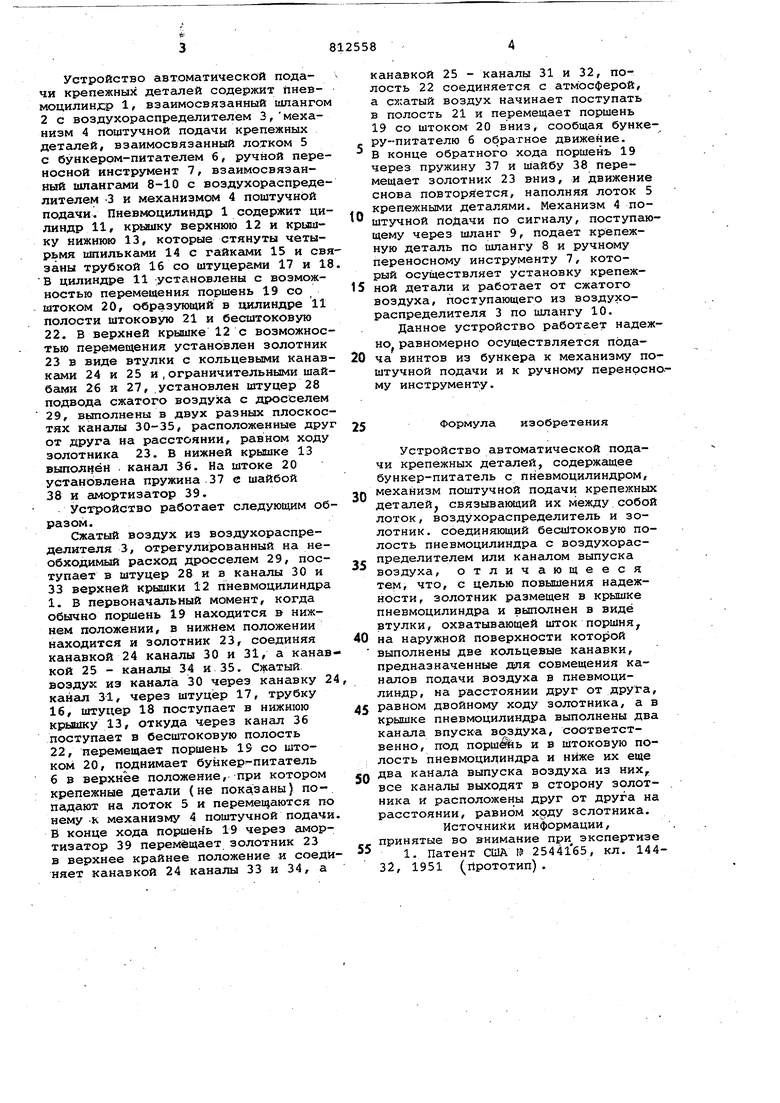
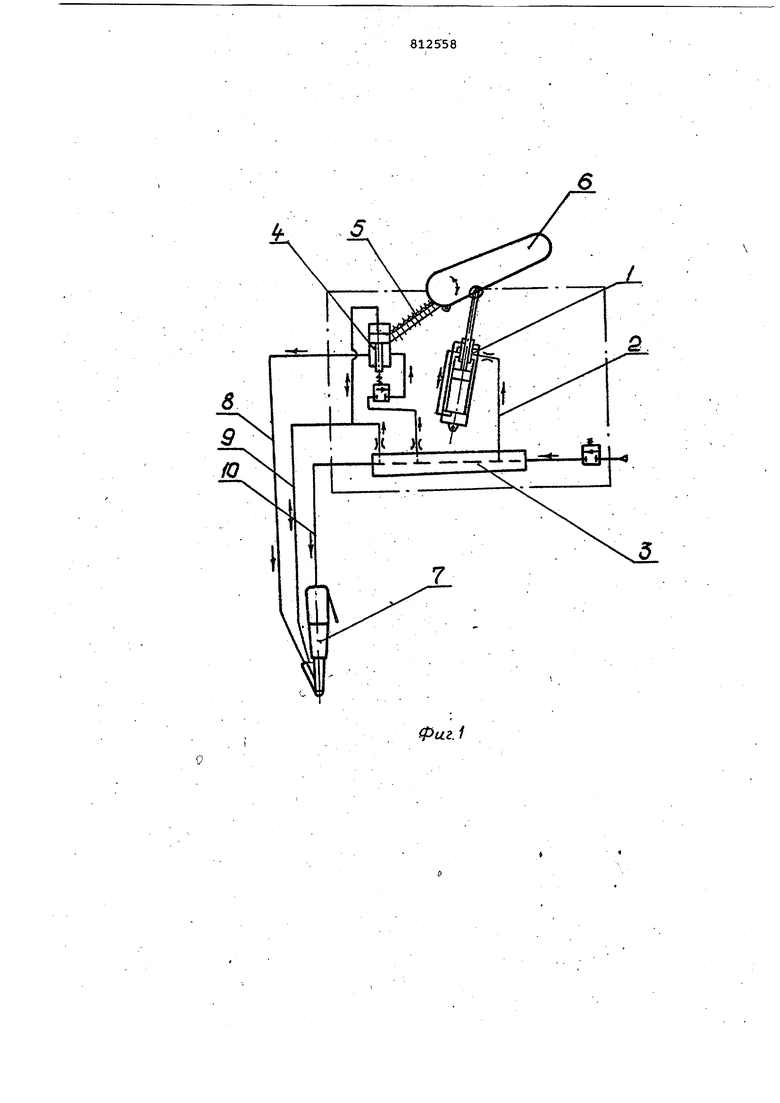
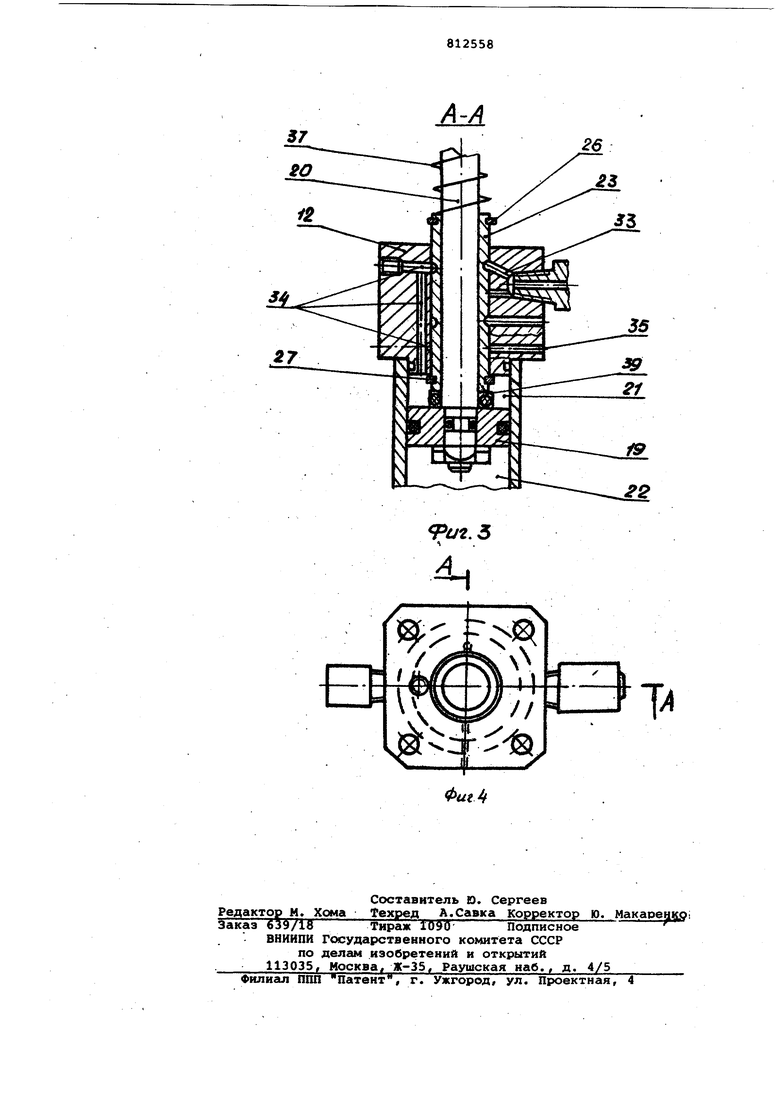
На фиг. 1 схематически изображено устройство автоматической подачи кре5пежных деталей; на фиг. 2 - разрез пневмоцилиндра в крайнем нижнем по дожении поршня; на фиг. 3 - разрез пкевмоцилиндра в крайнем верхнем положении поршня; на фиг. 4 - пнев0 моцилиндр, вид сверху.
Устройство автоматической подачи крепежных деталей содержит пневмоцилинсР 1 взаимосвязанный ишангом 2 с воздухораспределителем 3,механизм 4 поштучной подачи крепежных деталей, взаимосвязанный лотком 5 с бункером-питателем 6, ручной переносной инструмент 7, взаимосвязанный шлангами 8-10 с воздухораспределителем 3 и механизмом 4 поштучной подачи. Пневмоцилиндр 1 содержит цилиндр 11, крынку верхнюю 12 и крышку нижнюю 13, которые стянуты четырьмя шпильками 14 с гайками 15 и связаны трубкой 16 со штуцерами 17 и 18 В цилиндре 11 -установлены с возможностью перемещения поршень 19 со штоком 20, образующий в цилиндре 11 полости штоковую 21 и бесштоковую 22. В верхней крышке 12 с возможностью перемещения установлен золотник 23 в виде втулки с кольцевыми канавками 24 и 25 и , ограничительными шайбами 26 и 27, установлен штуцер 28 подвода сжатого воздуха с дросселем 29, вьтолнены в двух разных плоскостях каналы 30-35, расположенные друг от друга на расстоянии, равном хоДу золотника 23. В нижней крышке 13 выполнен канал 36. На штоке 20 установлена пружина 37 е шайбой 38 и амортизатор 39.
Устройство работает следующим образом.
Сжатый воздух из воздухораспределителя 3, отрегулированный на необходимый расход дросселем 29, поступает в штуцер 28 и в каналы 30 и 33 верхней крышки 12 пневмоцилиндра 1. В первойачсшьный момент, когда обычно поршень 19 находится в нижнем положении, в нижнем положении находится и золотник 23, соединяя канавкой 24 каналы 30 и 31, а канавкой 25 - каналы 34 и 35. Сжатый воздух из канала 30 через канавку 24 канал 31, через штуцер 17, трубку 16, штуцер 18 поступает в нижнюю крьлаку 13, откуда через канал 36 поступает в бесштоковую полость 22, перемещает поршень IS со штоком 20, поднимает бункер питатель б в верхнее положение, при котором крепежные детали (не показаны) попадают на лоток 5 и переме14аются по нему .к механизму 4 поштучной подачи. В конце хода поршень 19 через амортизатор 39 перемещает золотник 23 в верхнее крайнее положение и соединяет канавкой 24 каналы 33 и 34, а
канавкой 25 - каналы 31 и 32, полость 22 соединяется с атмосферой, а сжатый воздух начинает поступать в полость 21 и перемещает поршень 19 со штоком 20 вниз, сообщая бункеру-питателю 6 обратное движение. В конце обратного хода поршень 19 через пружину 37 и шайбу 38 перемещает золотних 23 вниз, и движение снова повторяется, наполняя лоток 5 крепежными деталями. Механизм 4 поштучной подачи по сигналу, поступающему через шланг 9, подает крепежную деталь по шлангу 8 и ручному переносному инструменту 7, который осуществляет установку крепежной детали и работает от сжатого воздуха, поступающего из воздухораспределителя 3 по шлангу 10.
Данное устройство работает надежно равномерно осуществляется подача винтов из бункера к механизму поштучной подачи и к ручному переносно.му инструменту.
Формула изобретения
Устройство автоматической подачи крепежных деталей, содержащее бункер-питатель с пневмоцилиндром,
n механизм поштучной подачи крепежных деталей, связывающий их между собой лоток, воздухораспределитель и золотник . соединяющий бесштоковую полость пневмоцилиндра с воздухорас. пределителем или каналом выпуска воздуха, отличающееся тем/ что, с целью повышения надежности, золотник размещен в крышке пневмоцилиндра и выполнен в виде втулки, охватывающей шток поршня,
0 на наружной поверхности которой выполнены две кольцевые канавки, предназначенные для совмещения каналов подачи воздуха в пневмоцилиндр, на расстоянии друг от друга,
5 равном двойному ходу золотника, а в крышке пневмоцилиндра выполнены два канала впуска воздуха, соответственно, под и в штоковую полость пневмоцилиндра и ниже их еще
л два канала выпуска воздуха из них, все каналы выходят в сторону золотника и расположены друг от друга на расстоянии, равном золотника.
Источники информации, принятые во внимание при экспертизе
Фиг.1
26
Фиг 4
