Изобретение относится к устройствам для выдачи деталей и предназначено преимущественно для сборки шариковых, капиллярных и других ручек
Цель изобретения - упрощение конструкции и повышение надежности.
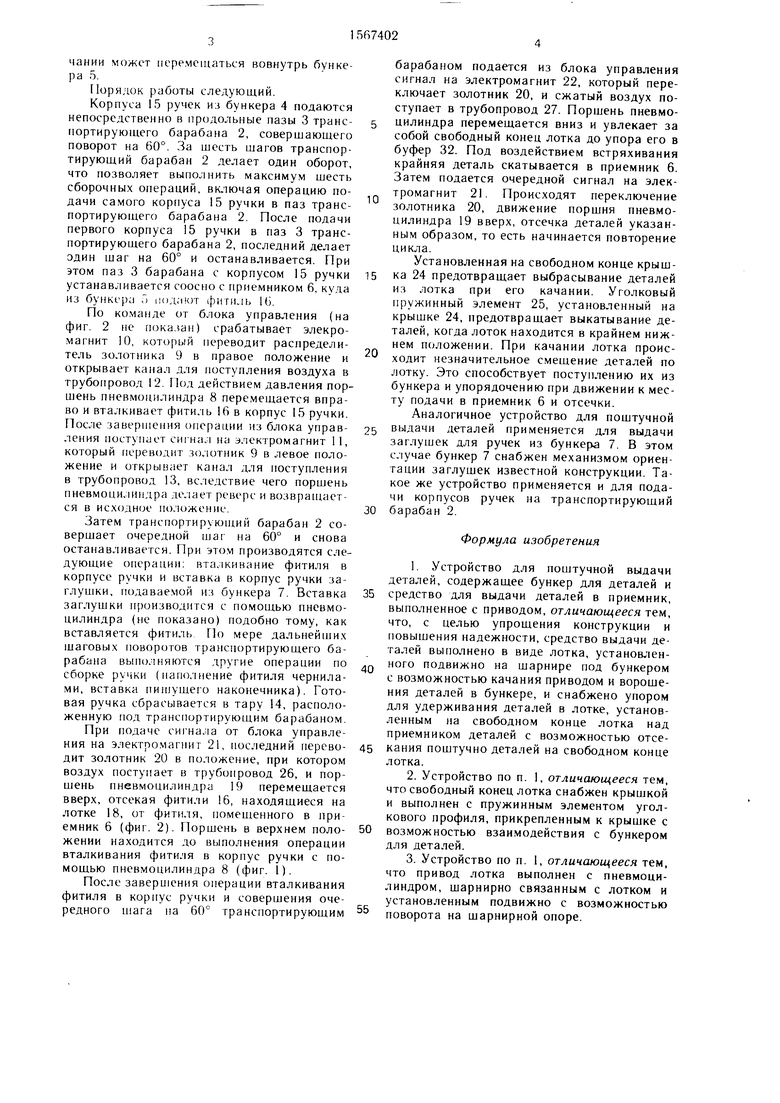
На фиг 1 покаказн автомат для сборки ручек, общий вид; на фиг. 2 - устройство для поштучной подачи деталей в автомате для сборки ручек.
Автомат для сборки ручек (фиг. 1) состоит из корпуса 1, транспортирующего барабана 2 с продольными пазами 3 для помещения корпусов ручек, бункера 4 для загрузки корпусов ручек, бункера 5 для фитилей, приемника- 6 для фитилей, бункера 7 для заглушек, пневмоцилиндра 8, золотника 9 с управляющими элекромагнитами 10 и 11, трубопроводов 12 и 13, соединяющих пневмоцилиндр с золотником, тары 14 для готовых ручек, привода транспортирующего барабана, например шагового двигателя (на фиг. 1 не показан), устройства для поштучной выдачи деталей (фиг. 2). Корпуса 15 ручек из бункера 4 подаются
в пазы 3 транспортирующего барабана Дета ли (фитили) 16 из бунг,«фа 5 подаются в приемник 6 Автомат подключается к пневмо- сети через запорный вентиль 17.
Устройство для поштучной выдачи дета лей содержит лоток 18, установленный наклонно под бункером 5, пневмоцилиндр 19, золотник 20 с управляющими электромагнитами 2i и 22, упор 23, крышку 24 на свободном конце лотка, выполненную с прикрепленным к ней элементом 25 уголкового профиля. Пневмоцилиндр 19 соединен трубопроводами 26 и 27 с золотником 20, который через запорный вентиль 28 подключен к пнев- мосети.
Свободный конец лотка связан со штоком пневмоцилиндра 19 шарниром 29. Пневмоцилиндр 19 установлен подвижно и связан с корпусом автомата посредством шарнира 30. Возможна установка шарнира 31 по центру бункера 5. При этом лоток 18 работает как двуплечий рычаг, что усиливает ворошение и движение деталей по лотку. Снизу лотка 16 установлен буфер 32. Бункер 5 несколько шире лотка 18, и последний при ка(Л
ел
О5
i
Јъ
О
ю
чании может перемещаться вовнутрь бункера 5
Порядок работы следующий Корпуса 15 ручек из бункера 4 подаются непосредственно в продольные пазы 3 транс- портирующего барабана 2, совершающего поворот на 60° За шесть шагов транспортирующий барабан 2 делает один оборот, что позволяет выполнить максимум шесть сборочных операций, включая операцию подачи самого корпуса 15 ручки в паз транс- портирующего барабана 2 После подачи первого корпуса 15 ручки в паз 3 транспортирующего барабана 2, последний делает один шаг на 60° и останавливается. При этом паз 3 барабана с корпусом 15 ручки устанавливается соосно с приемником 6. куда из бункера Г; .1ют фитиль lb
По команде от блока управления (на фиг 2 не показан) срабатывает элекро- магнит 10, который переводит распределитель золотника 9 в правое положение и открывает канал для поступления воздуха в трубопровод 12 Под действием давления поршень пневмоцилиндра 8 перемещается вправо и вталкивает фитиль 16 в корпус 15 ручки После завершения операции из блока управ- ления поступает сшнал на электромагнит 11, который переводит золотник 9 в левое положение и открывает канал для поступления в трубопровод 13, вследствие чего поршень пневмоцилиндра делает реверс и возвращается в исходное положение
Затем транспортирующий барабан 2 совершает очередной mai на 60° и снова останавливае ся. При этом производятся следующие операции вталкивание фитиля в корпусе ручки и вставка в корпус ручки заглушки, подаваемой Hi бункера 7 Вставка заглушки производится с помощью пневмоцилиндра (не показано) подобно тому, как вставляется фитиль По мере дальнейших шаговых поворотов транспортирующего барабана выполняются другие операции по сборке ручки (наполнение фитиля чернилами, вставка пишущею наконечника). Готовая ручка сбрасывается в тару 14, расположенную под транспортирующим барабаном При подаче сигнала от блока управления на электромагнит 21, последний перево- дит золотник 20 в положение, при котором воздух поступает в трубопровод 26, и поршень пневмоцилиндра 19 перемещается вверх, отсекая фитили 16, находящиеся на лотке 18, от фитиля, помещенного в приемник 6 (фиг. 2) Поршень в верхнем поло- жении находится до выполнения операции вталкивания фитиля в корпус ручки с помощью пневмоцилиндра 8 (фиг. 1).
После завершения операции вталкивания фитиля в корпус ручки и совершения очередного шага па 60° транспортирующим
0
5 0
5 Q 5 0
5
барабаном подается из блока управления сигнал на электромагнит 22, который переключает золотник 20, и сжатый воздух поступает в трубопровод 27. Поршень пневмоцилиндра перемещается вниз и увлекает за собой свободный конец лотка до упора его в буфер 32. Под воздействием встряхивания крайняя деталь скатывается в приемник 6. Затем подается очередной сигнал на электромагнит 21 Происходят переключение золотника 20, движение поршня пневмоцилиндра 19 вверх, отсечка деталей указанным образом, то есть начинается повторение цикла.
Установленная на свободном конце крышка 24 предотвращает выбрасывание деталей из лотка при его качании. Уголковый пружинный элемент 25, установленный на крышке 24, предотвращает выкатывание деталей, когда лоток находится в крайнем нижнем положении. При качании лотка происходит незначительное смещение деталей по лотку. Это способствует поступлению их из бункера и упорядочению при движении к месту подачи в приемник 6 и отсечки.
Аналогичное устройство для поштучной выдачи деталей применяется для выдачи заглушек для ручек из бункера 7 В этом случае бункер 7 снабжен механизмом ориентации заглушек известной конструкции Такое же устройство применяется и для подачи корпусов ручек на транспортирующий барабан 2
Формула изобретения
1 Устройство для поштучной выдачи деталей, содержащее бункер для деталей и средство для выдачи деталей в приемник, выполненное с приводом, отличающееся тем, что, с целью упрощения конструкции и повышения надежности, средство выдачи деталей выполнено в виде лотка, установленного подвижно на шарнире под бункером с возможностью качания приводом и ворошения деталей в бункере, и снабжено упором для удерживания деталей в лотке, установленным на свободном конце лотка над приемником деталей с возможностью отсекания поштучно деталей на свободном конце лотка.
2.Устройство по п. 1, отличающееся тем, что свободный конец лотка снабжен крышкой и выполнен с пружинным элементом уголкового профиля, прикрепленным к крышке с возможностью взаимодействия с бункером для деталей.
3.Устройство по п. 1, отличающееся тем, что привод лотка выполнен с пневмоци- линдром, шарнирно связанным с лотком и установленным подвижно с возможностью поворота на шарнирной опоре.
3/
Фиг. 2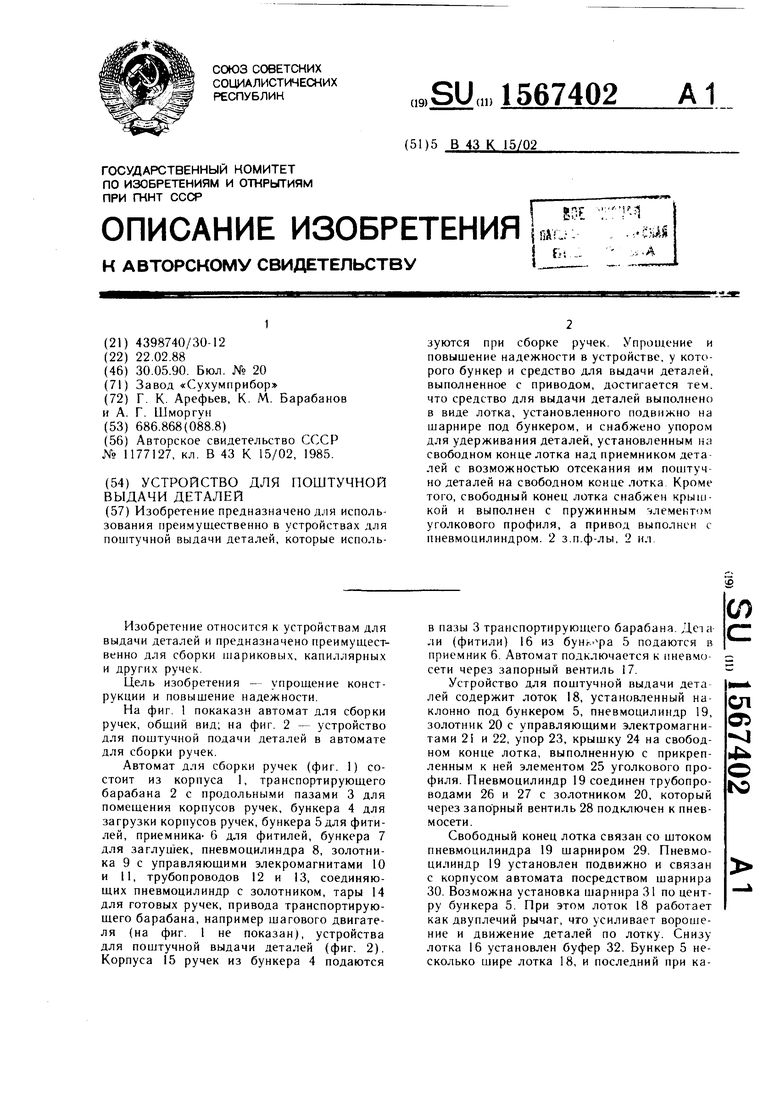
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки капиллярных ручек | 1985 |
|
SU1413012A1 |
| Устройство для сборки цилиндрических деталей | 1987 |
|
SU1444172A1 |
| Автомат для сборки шариковых авторучек | 1978 |
|
SU766901A1 |
| Автомат для сборки шариковых авторучек | 1979 |
|
SU859215A2 |
| Устройство для сборки деталей | 1974 |
|
SU509419A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| УСТРОЙСТВО ПОШТУЧНОЙ ПОДАЧИ ИЗ НАВАЛА И ОРИЕНТИРОВАНИЯ ОБЪЕМНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2381168C1 |
| Загрузочное устройство | 1989 |
|
SU1798111A1 |
| Автомат для сборки резьбовых соединений | 1978 |
|
SU751565A1 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
Изобретение предназначено для использования преимущественно в устройствах для поштучной выдачи деталей, которые используются при сборке ручек. Упрощение и повышение надежности в устройстве, у которого бункер и средство для выдачи деталей, выполненное с приводом, достигается тем, что средство для выдачи деталей выполнено в виде лотка, установленного подвижно на шарнире под бункером, и снабжено упором для удерживания деталей, установленным на свободном конце лотка над приемником деталей с возможностью отсекания им поштучно деталей на свободном конце лотка. Кроме того, свободный конец лотка снабжен крышкой и выполнен с пружинным элементом уголкового профиля, а привод выполнен с пневмоцилиндром. 2 з.п. ф-лы, 2 ил.
| Загрузочное устройство | 1984 |
|
SU1177127A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
