(54) ПРЕСС НЕПРЕРЫВНОГО ДЕЙСТВИЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс непрерывного действия | 1979 |
|
SU812598A1 |
| Пресс непрерывного действия | 1982 |
|
SU1066836A1 |
| Устройство для непрерывного изготовления плит типа древесностружечных | 1974 |
|
SU532327A3 |
| Установка для непрерывного изготовления древесностружечных плит | 1970 |
|
SU561500A3 |
| Механизм смыкания плит многоэтажного пресса | 1982 |
|
SU1013303A1 |
| Устройство для непрерывного прессования древесных плит | 1989 |
|
SU1678612A1 |
| Пресс для непрерывного изготовления древесностружечных плит | 1981 |
|
SU952660A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ МАТЕРИАЛОВ | 1972 |
|
SU436475A3 |
| Пресс непрерывного действия | 1975 |
|
SU592345A3 |
| Пресс | 1975 |
|
SU534371A1 |
1
Изобретение относится к . производству неметаллических листовых материалов, а именно к прессам непрерывного действия для производства древесностружечных плит.
Известен пресс непрерывного прессования, включающий верхний и нижний прессующие узлы с расположенными на барабанах бесконечными лентами, огибающими пластинчатые цепи, над которыми смонтированы валки, часть из которых является приводными с регулируемым прижимом 1.
Недостатком указанных прессов является большое число пар трения: валок-пластина цепи, валок-опора качения и т. д., которые создают громоздкость конструкции и снижают надежность ее работы.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является пресс непрерывного действия для изготовления древесностружечных плит, включающий огибающие барабаны и нажимные элементы с имеющими привод стяжными приспособлениями верхнюю и нижнюю прессующие ленты 2.
Недостатком известного пресса является усложненность конструкции и возможный разрыв плит при размыкании стяжных элементов в связи с отсутствием плавного размыкания.
Цель изобретения - упрощение конструкции и повыщение качества плит.
5 Поставленная цель до.тигается тем, что привод каждого стяжного приспособления прикреплен к верхнему стяжному элементу посредством цапфы.
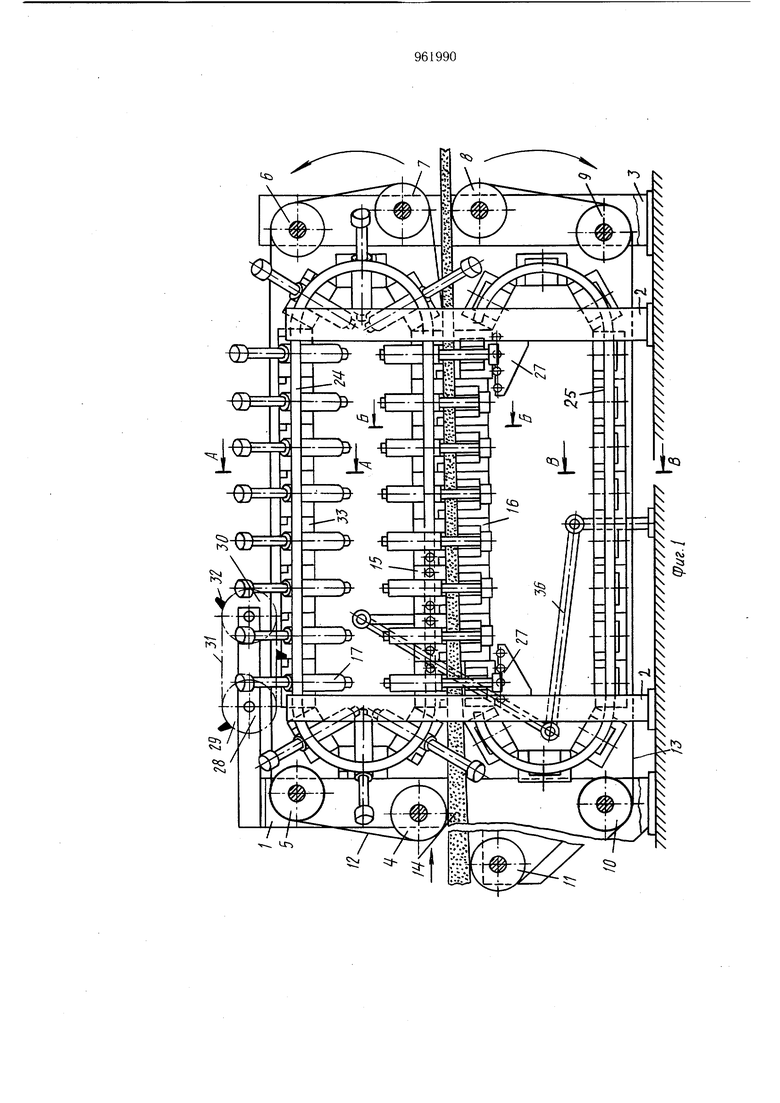
На фиг. 1 изображен пресс непрерывного
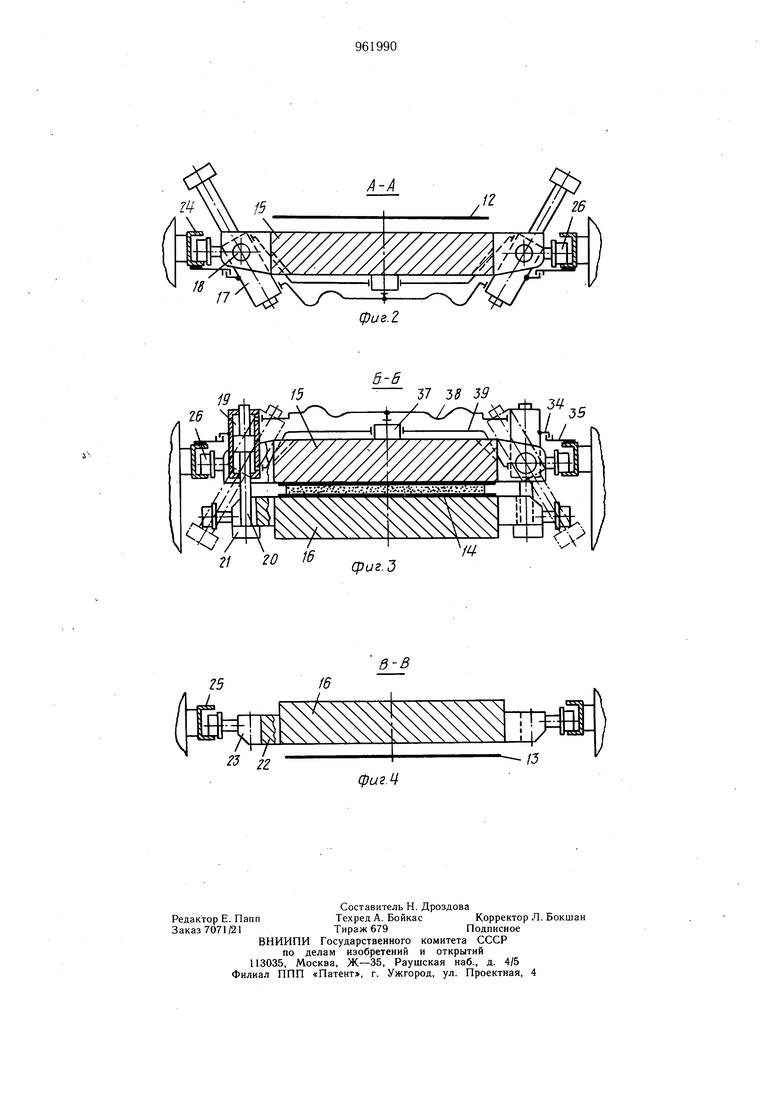
,Q действия, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
Пресс непрерывного действия включает опорные стойки 1-3, барабаны 4-11. Ба15 раб.аны 4-7 охвачены верхней бесконечной лентой 12, а барабаны 8-11 охвачены нижней прессующей лентой 13. Между бес конечными лентами 12 и 13 размещают прессуемое изделие 14. Ленты 12 и 13 обжи2Q маются верхними нажимными элементами 15 и нижними нажимными элементами 16 посредством стяжных приспособлений 17, качающихся на цапфах 18. Стяжные при, способления 17 выполнены, например, в виде порщневых гидроцилиндров 19, имеющих силовой стержень (шток гидроцилиндра) 20 с головкой 21 на конце. На оппозитных к ним нижних нажимных элементах 16 выполнены выступы 22 с пазом 23. Верхние нажимные элементы 15 перемещаются в направляющих 24, а нижние нажимные элементы 16 - в направляющих 25 (направляющие прерываются на прямолинейном участке прессования), опираясь на ролики 26. На входе нижних нажимных элементов 16 в направляющие 25 и на выходе из них размещены опорные ролики 27. Движение нажимных элементов осуществляется с помощью привода 28, выполненного, например, в виде цепной передачи, включающей приводную звездочку 29, натяжную звездочку 30, цепь 31 с закрепленными на ней упорами 32, которые во время движения толкают выступы 33 нажимных элементов 15. Поворот гидроцилиндров 19 на цапфах 18 осуществляется периодически посредством перемещения упора 34 в направляющих 35. Подвод рабочей жидкоети к гидроцилиндрам осуществляется щарнирным трубопроводом 36, распределительными устройствами 37, трубопроводами 38 и 39. Пресс работает следующим образом. Подготовленное к прессованию изделие 14 захватывается сначала нижней бесконечной лентой 13, а затем охватывается верхней бесконечной лентой 12 и перемещается вместе с лентами в зону прессования. Сначала они свободно входят в просвет, образованный верхними нажимными элементами 15 и нижними нажимными элементами 16. Одновременно с этим гидроцилиндр 19, совершая качательное движение на цапфах 18, вводит силовой стержень 20 с головкой 21 в паз 23 нижнего нажимного элемента. Поворот гидроцилиндра на цапфах осуществляется с помошью упора 34, перемещающегося в направляющих 35, имеющих профильную форму. Затем в гидроцилиндры подводится рабочая жидкость с помощью щарнирного трубо фовода 36, распределительного устройства 37, трубопроводов 38 и 39, производится подъем давления и начинается процесс прессования. В таком сжатом состоянии изделие 14 вместе с бесконечными лентами и нажимными элементами совершает движение и в конце цикла прессования происходит сброс давления жидкости в гидроцилиндрах и происходит размыкание. Верхние нажимные элементы 15 перем щаются в направляющих 24, также как и во время прессования, а освободившийся нижний нажимной элемент 16 ложится на опорные ролики 27. Гидроцилиндры 19, совершая качательное движение на цапфах, выводят силовые стержни 20 из пазов 23, и нажимные элементы продолжают движена криволинейных участках направляющих. Готовое изделие 14 выходит из пресса. Предлагаемая конструкция пресса снижает его металлоемкость на 15-20%, упрощает его изготовление и повышает качество плит. Формула изобретения Пресс непрерывного действия для изготовления древесностружечных плит, включающий огибающие барабаны и нажимные элементы с имеющими приводы стяжными приспособлениями верхнюю и нижнюю лрессующие ленты, отличающийся тем, что, с целью упрощения конструкции и повышения качества плит, привод каждого стяжного приспособления прикреплен к верхнему нажимному элементу посредством цапфы, Источники информации, принятые во внимание при экспертизе 1. Патент СССР № 579882, кл. В 29 J 5/08, 1974. 2. Патент СССР № 436475, кл. В 29 J 5/08, 1972.
У-.
21 20 /
б.-б
37 3( 39
(риг.З
/5
.
