Изобретение относится к устройствам для разгрузки плоских деталей, например заготовок ящиков из гофрокартона, с роликового конвейера и может быть использовано в целлюлозно-бумажном производстве, в частности, на участках пакетирования гофротары, на которых требуется передача стоп заготовок с конвейера на поддон с одновременным изменением положения (разворотом) передаваемой стопы заготовок,
Цель изобретения - упрощение конструкции и снижение габаритов устройства.
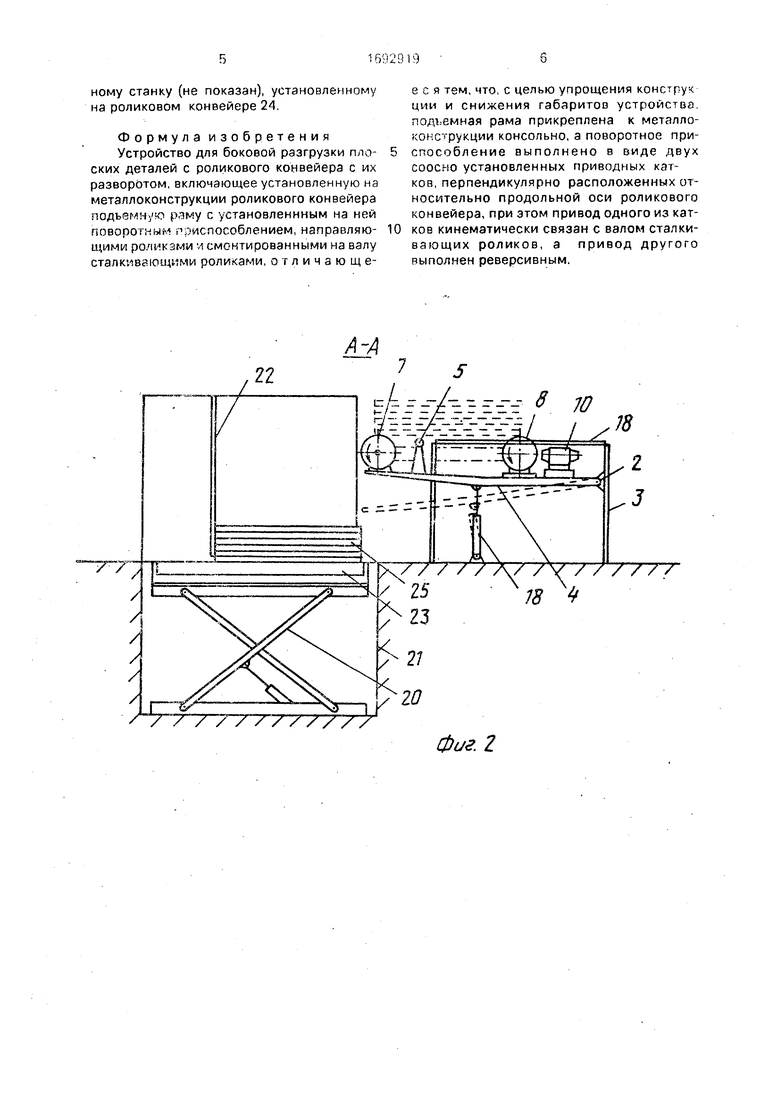
На фиг.1 изображено предлагаемое ус-тройство, вид сверху; на фиг.2 - сеченме А - А на фиг.1; на фиг.З - схема транспортирования разгружаемых деталей.
Устройство для боковой разгрузки плоских деталей с роликового конвейера 1 включает установленную консольно через шарнир 2 на металлоконструкции 3 послед- hei о подъемную раму 4, на которой устаное- лено поворотное приспособление, направляющие ролики 5 и смонтироваяные на валу 6 сталкивающие ролики 7. Поворотное приспособление выполнено в виде двух соосно установленных приводных катков 8 и 9, перпендикулярно расположенных продольной оси роликового конвейера 1. Привод 10 катка 8 связан с ним через муфту и червячный редуктор 11 и соединен через последний, звездочку 12, цепную передачу 13 и звездочку 14, которые представляют из Себя кинематическую связь, с валом б роликов 7, Привод 15 другого ролика выполнен реверсивным и соединен с ним через муфту и червячный редуктор 16. Вал 6 установлен и подшипниках 17. Подъемная рама 4 соединена с пневмоцилиндром 18. На металлоконструкции 3 роликового конвейера 1 смонтированы упоры 19. За роликами 7 установлен подъемник 20, расположенный в шахте 21. Над подъемником 20 расположен отбойный щит 22, а на подъемнике 20-роликовый конвейер23. За конвейером 23 расположен роликовый конвейер 24.
Устройство работает следующим образом.
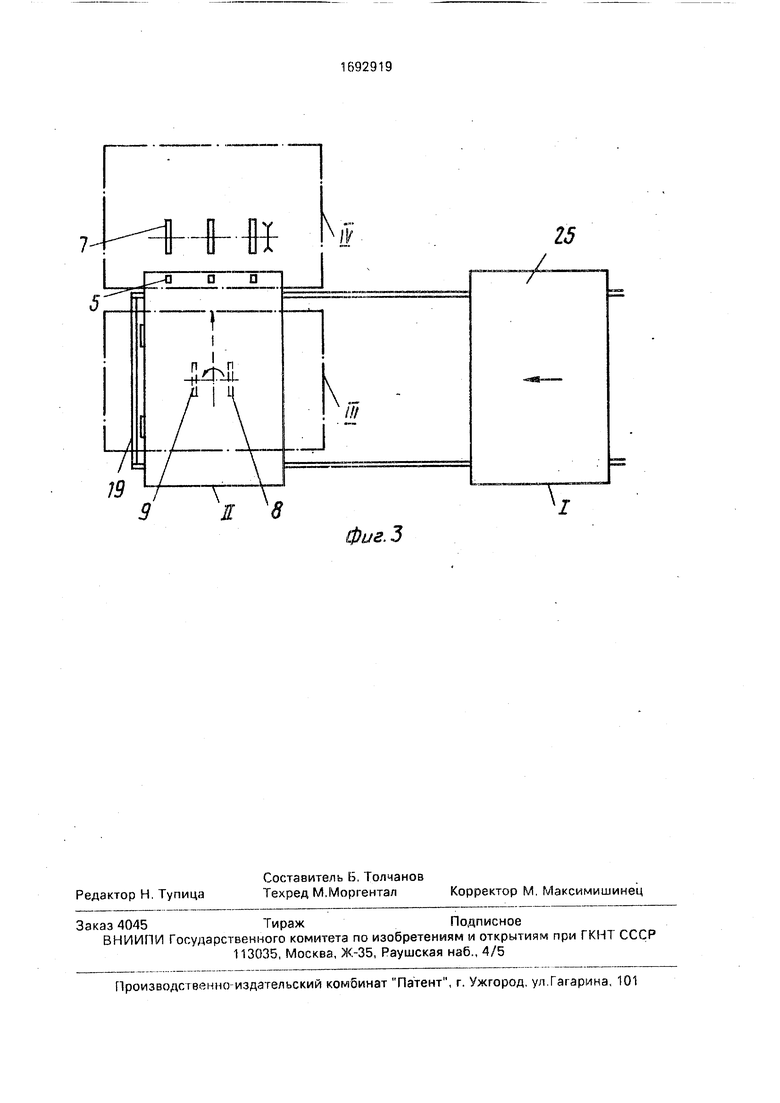
В исходном положении стопа 25 деталей движется по роликовому конвейеру 1 пс направлению к устройству (положение I, фиг.З). Поворотная рама 4 находится в нижнем наклонном положении, при этом поверхности катков 8 и 9 находятся ниже поверхности ропмков конвейера 1.
При достижении заданного положения ( , фиг.З), ограниченного упорами 19, оборудованными конечным выключателем, с помощью последнего дается команда на срабатывание пневмоиилиндра18. шток которого поднимает раму 4 в rsepx ee горизонтальное положение, Катки 8 и 9 выступает при этом над поверхностью роликового конвейера 1, поднимая стопу 25 деталей.
Затем включают электродвигатели 10 и 15 так, что катки 3 и 9 вращаются е г-ротизо- положных направлениях: каток 8 - в направлении перемещения стопы деталей к обойме сталкивающих роликов 7, каток 9 в обратном направлении.
В результате этого к поверхности нижней детали перемещаемой стопы 25 прикладывается пара сил тремия между стопой деталей и катками, вращающая стопу деталей вокруг центра вращения 0 (фиг.З) в на- првлении стрелки. При повороте стопы на 90° (в случае технологической необходимости 180, 270°) электродвигатели 10 и 15 одновременно выключаются - стопа заготовок
находится в положении II (фиг.З).
Затем подается команда на включение электродвигателей 10 и 15, вращающих катки 8 и 9 в одну сторону - в направлении перемещения стопы деталей к направляющим роликам 5 и сталкивающим роликам 7. При движении стопы деталей первоначально она опирается на катки 8 и 9, затем ее передний край ложится также на вращающееся неприводные направляющие ролики
5, а при дальнейшем движении - на привод- ные сталкивающие ролики 7 (фиг,2), вращающиеся в том же направлении, что и катки 8 и 9. При выходе из зацепления с катками стопа 25 деталей продолжает перемещаться
сталкивающими роликами 7 (положение IV. фиг.З) до падения ее нз место формирования пакета деталей. Для фиксации положения стопы служит отбойный щит 22 (фиг.2), скользя по поверхности которого стопа пздает вертикально.
После падения стопы деталей электродвигатели 10 и 15 выключают подача сжатого воздуха в пневмоциличдр прекращается и рама 4 под действием со5ственного веса возвращается в исходное положение. Одновременно подъемник 20, установленный в шахте 21, отпускается на высоту стопы деталей.
После этого цикл работы устройства повторяется в описанной последовательности до формирования кипы деталей заданного объема.
По окончании формирований сипы заданного объемз платформа подъемника 20 находится в нижнем положении внутри шахты 21, после че.-о подъемник 20 поднимается в исходное положение, включаются приводные роликовые конвейеры 23 А 24 и кипа заготовок транспортируется к обвязочному станку (не показан), установленному на роликовом конвейере 24.
Формула изобретения Устройство для боковой разгрузки плоских деталей с роликового конвейера с их разворотом, включающее установленную на металлоконструкции роликового конвейера подъемную рлму с установленнным на ней поворотный приспособлением,направляющими роликами м смонтированными на валу сталкивающими роликами, отличающе0
е с я тем. что, с целью упрощения конглрук ции и снижения габаритов устройства подъемная рама прикреплена к металлоконструкции консольно, а поворотное приспособление выполнено в виде двух соосно установленных приводных катков, перпендикулярно расположенных относительно продольной оси роликового конвейера, при этом привод одного из катков кинематически связан с валом сталкивающих роликов, а привод другого выполнен реверсивным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи листового материала в рабочую зону пресса | 1979 |
|
SU824534A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Пакетирующее устройство | 1977 |
|
SU751754A1 |
| Система складирования продуктов с использованием несущих элементов | 1981 |
|
SU1271369A3 |
| КОНВЕЙЕР ПЛАСТИНЧАТЫЙ ПЕРЕДВИЖНОЙ С ИЗМЕНЯЕМОЙ ВЫСОТОЙ ПОДЪЕМА | 2004 |
|
RU2274594C1 |
| Способ загрузки изделиями поддонов и устройство для его осуществления | 1988 |
|
SU1648833A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ИЗДЕЛИЙ ИЗ СТОПЫ | 1990 |
|
RU2006436C1 |
| Шаговый конвейер | 1974 |
|
SU564230A1 |
| АВТОМАТ ПОШТУЧНОЙ ВЫДАЧИ ПОДДОНОВ | 1994 |
|
RU2081805C1 |
| Склад для хранения штучных грузов | 1976 |
|
SU734088A1 |
Изобретение относится к перегрузке плоских деталей с роликового конвейера (РК) в целлюлозно-бумажном производстве ю а и позволяет упростить конструкцию и снизить габариты устройства. На металлоконструкции 3 РК 1 установлена консольно подъемная рама На ней смонтированы поворотное приспособление, направляющие 5 и сталкивающие 7 ролики (Р) Поворотное приспособление выполнено в виде двух со- осно установленных приводных катков (К) 8 и 9 Привод 10 К 8 кинематически связан с валом 6 Р 7 Привод 15 К 9 выполнен реверсивным Стопа плоских деталей перемещается по РК 1 до К 8 и 9 и останавливается. Подъемная рама осуществляет вертикальное перемещение и К 8 и 9 поднимаются выше РК 1 Включаются приводы 10 и 15 и К 8 и 9, поворачиваясь в разные стороны, разворачивают стопу листов. Затем привод 15 реверсируется и стопа листов Р 7 перемещается с РК 1 3 ил (Л С о ю ю ю ю х / Фиг
//// //////
45г-Аг-гЈ 9 w
1В
фиг. 2
9Е 8
фиг. 3
| УСТРОЙСТВО для ПЕРЕДАЧИ ГРУЗА С ОДНОГО КОНВЕЙЕРА НА ДРУГОЙ | 0 |
|
SU244933A1 |
| Авторское свидетельство СССР № 916370, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
