1
Изобретение относится к термообработке, в частности к способам местной поверхностной закалки коленчатых валов, и может быть использовано для коленчатых валов автотракторных двигателей внутреннего сгорания.
Известен способ поверхностной закалки коленчатых валов, включающий индукционную закалку шеек и галтелей ll .
Недостаток этого способа - непригодность при закалке плоских поверхностей, например щек коленчатого вала.
Известен способ местной поверхностной закалки коленчатых валов, включающий индукционную поверхностную закалку шеек и участков плоское тей щек между коренными шейками, отавляя незакаленными галтели от щеек к щекам. При этом закалку участков щек между коренными и шатунными шейками производят в зоне, отстоящей от шеек на расстоянии не менее двух радиусов галтели и на длине не менее радиуса кривошипа, При работе коленчатого вала с закаленными по данному способу щеками в галтелях появляются усталостные трещины, однако разрушения не происходит, так как закаленные слои не дают возможности распростране«ию усталостной трещины - она стабилизируется. Причем жесткость коленчатого вала снижается незначительно {2.
Однако данный способ непригоден для закалки щек коленчатого вала форсированных двигателей ввиду того,
0 что при возрастании нагрузки при форсировании возникающая усталостная трещина уменьшает жесткость вала более чем на 10%, что не дает возможности ее стабилизации- происходит 5 разрушение коленчатого вала; значительные деформации возникают из-за больших закаливаемых поверхностей.
Цель изобретения - повышение сопротивления усталости и жесткости коленчатого вала при работе со стабилизированной трещиной.
Поставленная иель достигается тем, что индукционной закалке подвергают 5 участки щек длиной более радиуса кривошипа, отстоящее от коренной и шатунной шеек на расстоянии 0,5-1,0 радиуса галтели, причем расстояние между закаленнымиУчастками составляет 0,9-1,0 диаметра коренной шейки и имеет наименьшее значение на уровне перекрытия шеек.
KpOMte этого,, с целью уменьшения деформации коленчатого вала в резултате закалки щек закаленные участки имеют форму дугообразных полос.
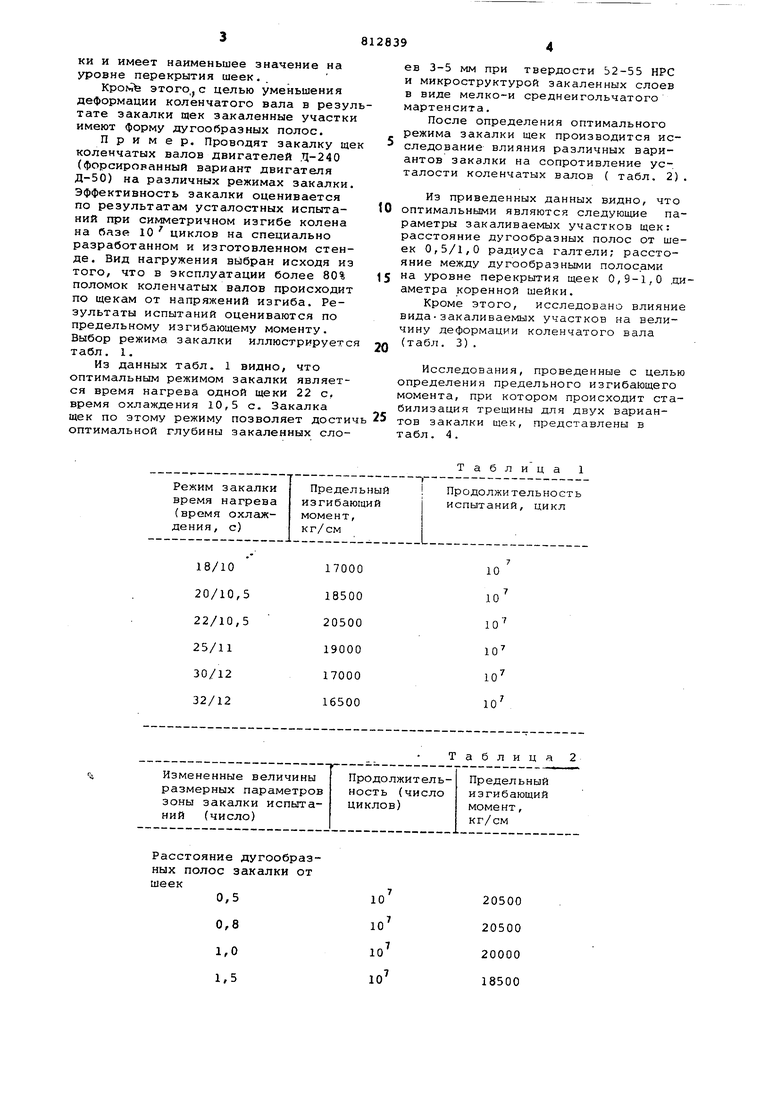
Пример. Проводят закалку ще коленчатых валов двигателей Д-240 (форсированный вариант двигателя Д-50) на различных режимах закалки. Эффективность закалки оценивается по результатс м усталостных испытаний при симметричном изгибе колена на fiase 10 циклов на специально разработанном и изготовленном стенде. Вид нагружения выбран исходя из того/ что в эксплуатации более 80% поломок коленчатых валов происходит по щекам от напряжений изгиба. Результаты испытаний оцениваются по предельному изгибающему моменту. Выбор режима, закалки иллюстрируетс табл. 1.
Из данных табл. 1 видно, что оптимальным режимом закалки является время нагрева одной щеки 22 с, время охлаждения 10,5 с. Закалка щек по этому режиму позволяет дости оптимальной глубины закаленных слоев 3-5 мм при твердости 52-55 НРС и микроструктурой закаленных слоев в виде мелко и среднеигольчатого мартенсита.
После определения оптимального режима закалки щек производится исследование влияния различных вариантов закалки на сопротивление усталости коленчатых валов { табл. 2).
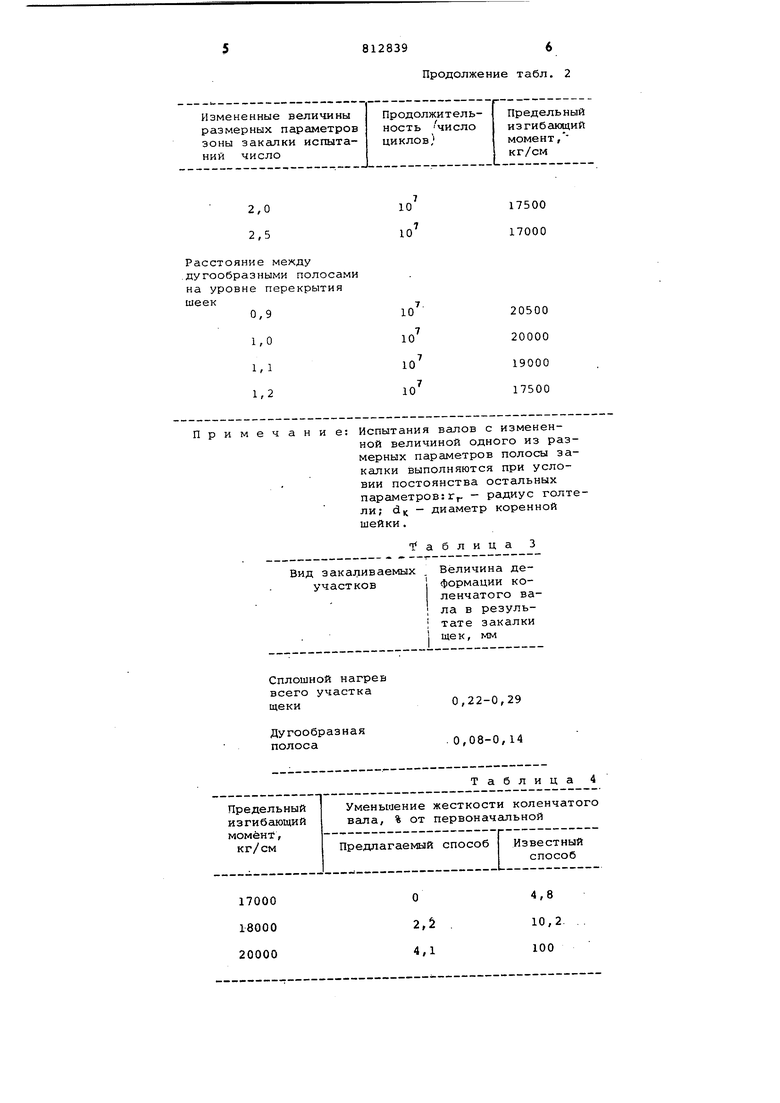
Из приведенных данных видно, что оптимальными являются следующие параметры закаливаемых участков щек: расстояние дугообразных полос от шеек 0,5/1,0 радиуса галтели; расстояние между дугообразными полосами на уровне перекрытия щеек 0,9-1,0 ,аиаметра коренной шейки.
Кроме этого, исследовано влияние видазакаливаемых участков на величину деформации коленчатого вала (табл. 3).
Исследования, проведенные с целью определения предельного изгибающего момента, при котором происходит стабилизация трещины для двух вариантов закалки щек, представлены в т а бл . 4 .
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ местной поверхностной закалки коленчатых валов | 1983 |
|
SU1157094A1 |
| Способ термической обработки коленчатых валов | 1981 |
|
SU960280A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КРУПНОГАБАРИТНОГО АЗОТИРОВАННОГО КОЛЕНЧАТОГО ВАЛА, ПОЛУЧИВШЕГО ПРИ ЭКСПЛУАТАЦИИ ЗАДИР ШЕЕК, ИМЕЮЩИХ ПОЛОСТЬ, С ПРИМЕНЕНИЕМ ТВЧ | 2010 |
|
RU2455141C2 |
| Способ упрочнения коленчатых валов | 1985 |
|
SU1258853A1 |
| Способ обработки коленчатых валов | 1976 |
|
SU585224A1 |
| Индуктор для закалки щек коленвала | 1991 |
|
SU1804488A3 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОТОСПОСОБНОСТИ КОЛЕНЧАТОГО ВАЛА С ПРИМЕНЕНИЕМ ЗАКАЛКИ ТВЧ | 2005 |
|
RU2296169C1 |
| СПОСОБ ЗАКАЛКИ КОЛЕНЧАТЫХ ВАЛОВ | 1995 |
|
RU2071505C1 |
| Способ правки коленчатых валов | 1985 |
|
SU1289897A1 |
| Способ восстановления коленчатых валов | 1991 |
|
SU1792817A1 |
Расстояние дугообразных полос закалки от шеек
0,5
0,8
1,0
1,5
Т а
лица
20500 20500 20000 18500
Измененные величины размерных параметров зоны закалки испытаний число
2,0
2,5
Расстояние между .дугообразными полоса на уровне перекрытия шеек
0,9
римечание: Испытания валов с измененВид закаливаемых . Величина деучастков формации коСплошной нагрев
всего участка
щеки0,22-0,29
Дугообразная
полоса.0,08-0,14
,„ - ,п ц. j..-n, mjf,fT, т-- - - - - -
Предельный Уменьшение жесткости коленчатого изгибгиощий вала, % от первоначешьной момент,
кг/см Предлагаемый способ Известный
17000 18000 20000
8128396
Продолжение табл, 2
Предельный изгибающий момент, кг/см
17500 17000
20500 20000 19000 17500 ной величиной одного из размерных параметров полосы закалки выполняются при условии постоянства остальных параметров:г - радиус голтели; d - диаметр коренной шейки.
Таблица 3 ленчатого вала в резуль; тате закалки щек, мм
Таблица 4
способ
4,8
10,2. 100
Формула изобретения 1, Способ местной поверхностной закалкиэ-коленчатых валов, включающий закалку щеек и участков щек длиной более радиуса кривошипа, о тличающийся тем, что, с целью повышения сопротивления усталости и жесткости при работе со стабилизированной трещиной, индукционной закалке подвергают участки щек, отстоящие от коренной и шатунной щеек на расстоянии 0,5-1,0 радиуса галтели, причем расстояние между закаленными участками состс.вляет 0,9-1,0 диаметра коренной шейки.
Источники информации, принятые во внимание при экспертизе
