1
Изобретение относится к абразивной обработке и может быть использовано при создании станков для обработки, оптических деталей.
Известны механизмы подачи станков для обработки оптических деталей, выполненные в виде поворотного кулачка с приводом возвратно-поступательного движения til
Недостатком известных механизмов является сложность их конструкции как в части выполнения исполнительных органов, так и системы управления .
Цель изобретения - упрощение конструкции механизма подачи.
Поставленная цель достигается тем, что механизм подачи снабжен расположенными на границах сектора рабочей подачи кулачка упорами и дополнительным кулачком выхаживания, установленным с возможностью поворота на валу кулачка и взаимодействия с упомянутыми упорами.
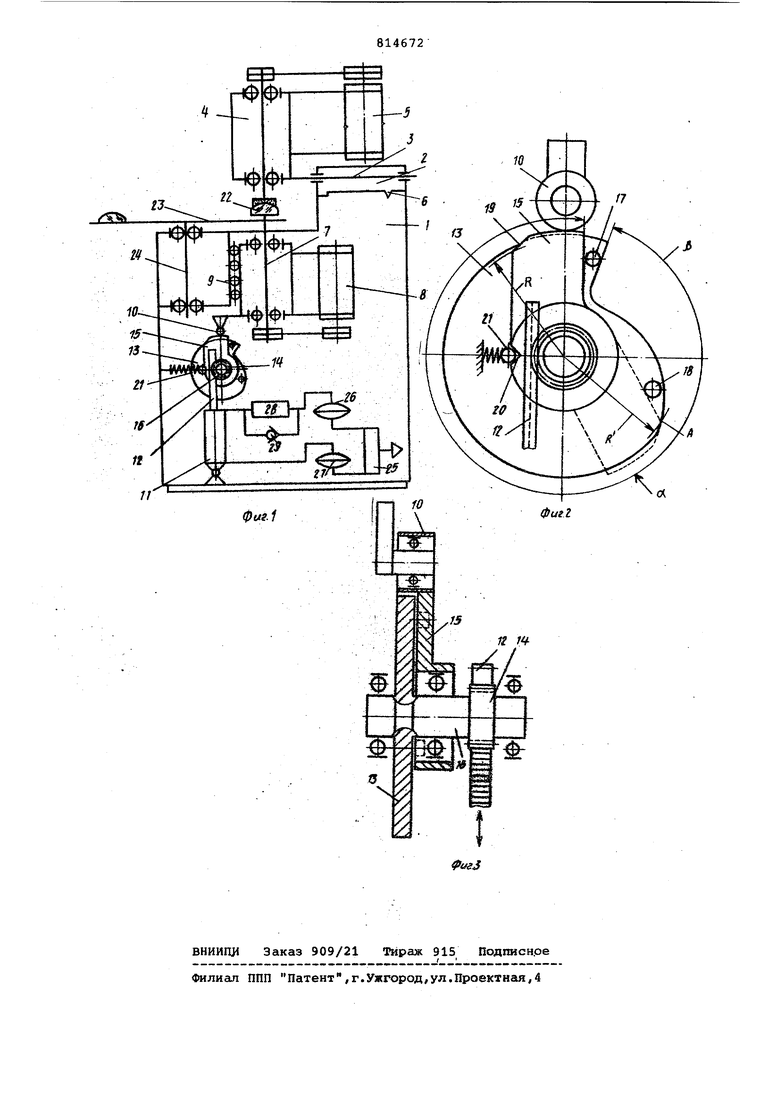
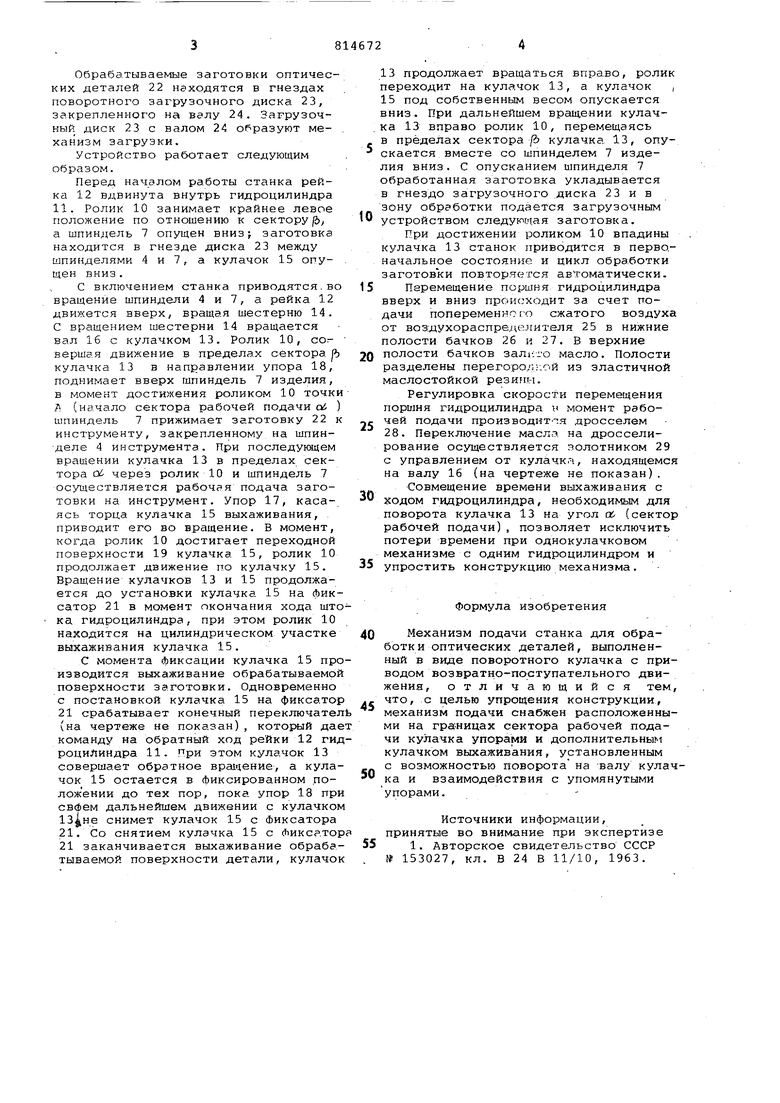
На фиг. 1 показана пневмогидрокинематическая схема станка; на фиг. 2 механизм подачи, общий вид; на Фиг. 3механизм подачи, разрез.
На станине 1 установлена бабка 2. На поворотной оси 3 баг;ки 2 смонтирован шпиндель 4 инструмента, с приводом 5. Бабка 2 установлена на станине 1 с возможностью перемещения по направляющим 6. Шпиндель 7 изделия с приводом 8 установлен на станине 1 на роликовых направляющих 9 с возможностью перемацения по вертикали. Шпиндель 7 изделия с приводом 8 через ролик 10 опирается на механизм подачи
Механизм подачи состоит из гидроцилиндра 11 с рейкой 12, кулачка 13 подачи, шестерни 14 и кулачка 15 выхаживания. Кулачок 13 и шестерня 14 жестко соединены с валом 16, на котором установлен с возможностью свободного поворота в границах сектора, рабочей подачи at кулачка 13, кулачок 15 выхаживания. Сектор подачи о ограничивают упоры 17 и 18, выполненные на кулачке 13. Упоры 17 и 18 взаимодействуют с торцами кулачка 15. Мини мальный радиус R переходной поверхности 19 кулачка 15 равен радиусу R кулачка подачи в начале сектора рабочей подачи. С сектором Л кулачка 13 сопряжен сектор подъема и опускания шпинделя 7 изделия. На ступице кулачка 15 выполнена выточка 20 под Ликсатор 21, закрепленный на станине 1.
Обрабатывае «1ые заготовки оптических деталей 22 находятся в гнездах поворотного загрузочного диска 23, закрепленного на валу 24. Загрузочный диск 23 с валом 24 образуют механизм загрузки.
Устройство работает следующим образом.
Перед началом работы станка рейка 12 вдвинута внутрь гидроцилиндра 11. Ролик 10 занимает крайнее левое положение по отношению к сектору/Ьу а шпиндель 7 опущен внизj заготовка находится в гнезде диска 23 между шпинделями 4 и 7, а кулачок 15 опущен вниз.
С включением станка приводятся.во вращение шпиндели 4 и 7, а рейка 12 движется вверх, вращая шестерню 14. С вращением шестерни 14 вращается вал 16 с кулачком 13. Ролик 10, совершая движение в пределах сектора fb кулачка 13 а направлении упора 18, поднимает вверх шпиндель 7 изделия, в момент достижения роликом 10 точки л (начало сектора рабочей подачи oi ) шпиндель 7 прижимает заготовку 22 к инструменту, закрепленному на шпинделе 4 инструмента. При последующем вращении кулачка 13 в пределах сектора oi черев ролик 10 и шпиндель 7 осуществляется рабочая подача заготовки на инструмент. Упор 17, касаясь торца кулачка 15 выхаживания, . приводит его во вращение. В момент, когда ролик 10 достигает переходной поверхности 19 кулачка 15, ролик 10 продолжает движение по кулачку 15. Вращение кулачков 13 и 15 продолжается до установки кулачка 15 на фиксатор 21 в момент окончания хода штока гидроцилиндра, при этом ролик 10 находится на цилиндрическом участке выхаживания кулачка 15.
С момента фиксации кулачка 15 производится выхаживание обрабатываемой поверхности заготовки. Одновременно с постановкой кулачка 15 на фиксатор 21 срабатывает конечный переключател (на чертеже не показан), который дае команду на обратный ход рейки 12 гидроциЛиндра 11. При этом кулачок 13 совершает обратное врагцение, а кулачок 15 остается в фиксированном положении до тех пор, пока упор 18 при сведем дальнейшем движении с кулачком снимет кулачок 15 с Фиксатора 21. Со снятием кулачка 15 с Фиксатор 21 заканчивается выхаживание обрабатываемой поверхности детали, кулачок
13 продолжает вращаться вправо, ролик переходит на кулачок 13, а кулачок 15 под собственным весом опускается вниз. При дальнейшем вращении кулачка 13 вправо ролик 10, перемещаясь в пределах сектора /2 кулачка 13, опускается вместе со шпинделем 7 изделия вниз. С опусканием шпинделя 7 обработанная заготовка укладывается в гнездо загрузочного .диска 23 и в зону обработки подается загрузочным устройством следуюгдая заготовка.
При достижении роликом 10 впадины кулачка 13 станок приводится в перво,начальное состояние и цикл обработки заготовки повторяется автоматически.
Перемещение поршня гидроцилиндра вверх и вниз происходит за счет подачи попеременного сжатого воздух от воадухораспре/ елителя 25 в нижние полости бачков 26 и 27. В верхние полости бачков зал1-;го масло. Полости разделены перегоро.л-юй из эластичной маслостойкой резинн.
Регулировка скорости перемещения поршня гидроцилиндра ii момент рабочей подачи производиТ-:я дросселем 28. Переключение масла на дросселирование осуществляется золотником 29 с управлением от кулачка, находящемс на валу 16 (на чертеже не показан).
Совмещение времени выхаживания с ходом гидроцилиндра, необходимым для поворота кулачка 13 на угол Л (секто рабочей подачи), позволяет исключить потери времени при однокулачковом механизме с одним гидроцилиндром и упростить конструкцию механизма.
Формула изобретения
Механизм подачи станка для обработки оптических деталей, выполненный в виде поворотного кулачка с приводом возвратно-поступательного движения, отличающийся тем, что, с целью упрощения конструкции, механизм подачи снабжен расположенными на границах сектора рабочей подачи кулачка упорами и дополнительным кулачком выхаживания, установленным с возможностью поворота на валу кулачка и взаимодействия с упомянутыми упорами.
Источники информации, принятые во внимание при экспертизе 5 1. Авторское свидетельство СССР № 153027, кл. В 24 В 11/10, 1963.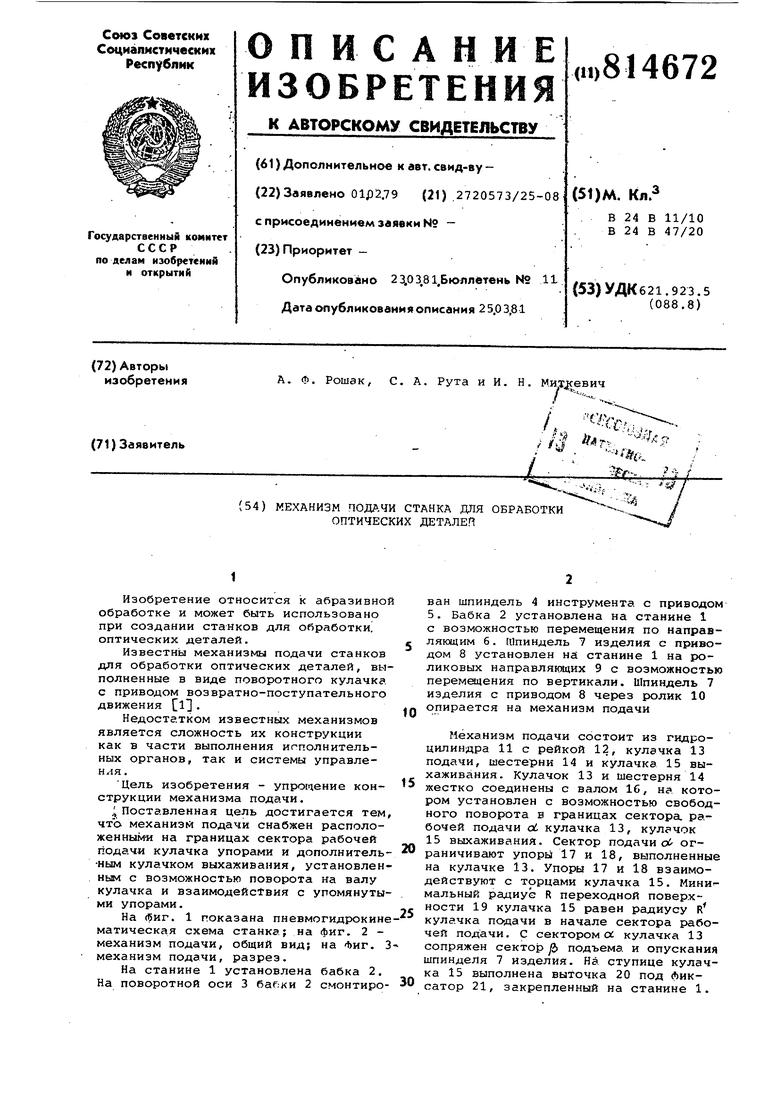
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм подачи станка для шлифования оптических деталей | 1982 |
|
SU1085775A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| Станок для заточки многолезвийного инструмента с прямыми канавками | 1986 |
|
SU1395462A1 |
| Устройство для обработки деталей с прерывистыми круглыми пазами | 1976 |
|
SU682353A1 |
| Станок для шлифования выпуклых асферических поверхностей оптических деталей алмазным инструментом | 1980 |
|
SU901027A1 |
| Станок для нарезания зубчатых колес | 1987 |
|
SU1563871A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Полуавтоматический многопозиционный карусельный станок | 1947 |
|
SU80172A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| СТАНОК ДЛЯ ШЕВИНГОВАНИЯ - ПРИКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1992 |
|
RU2068754C1 |