11А
Изобретение относится к абразивной обработке и может быть использовано для размерной обработки-деталей из керамики, твердого сплавд, стекла и других материалов.
Цель изобретения - повышение производительности доводки деталей пу тем обеспечения равномерного износа притира в процессе о аботки.
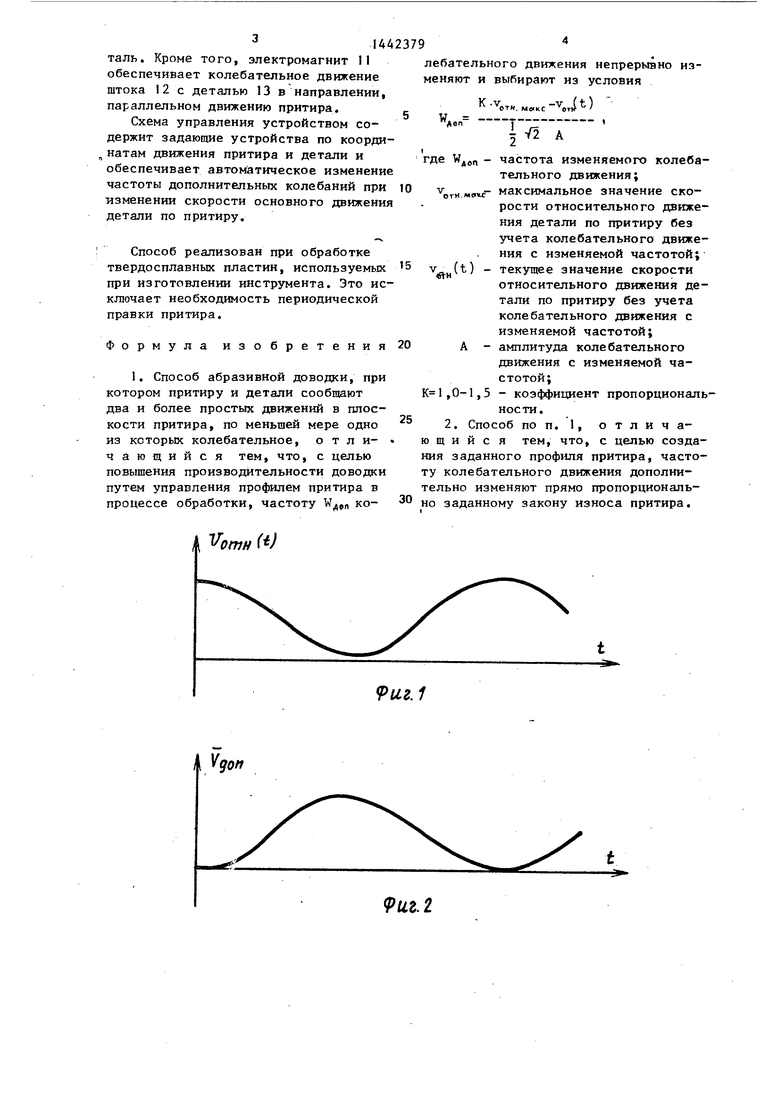
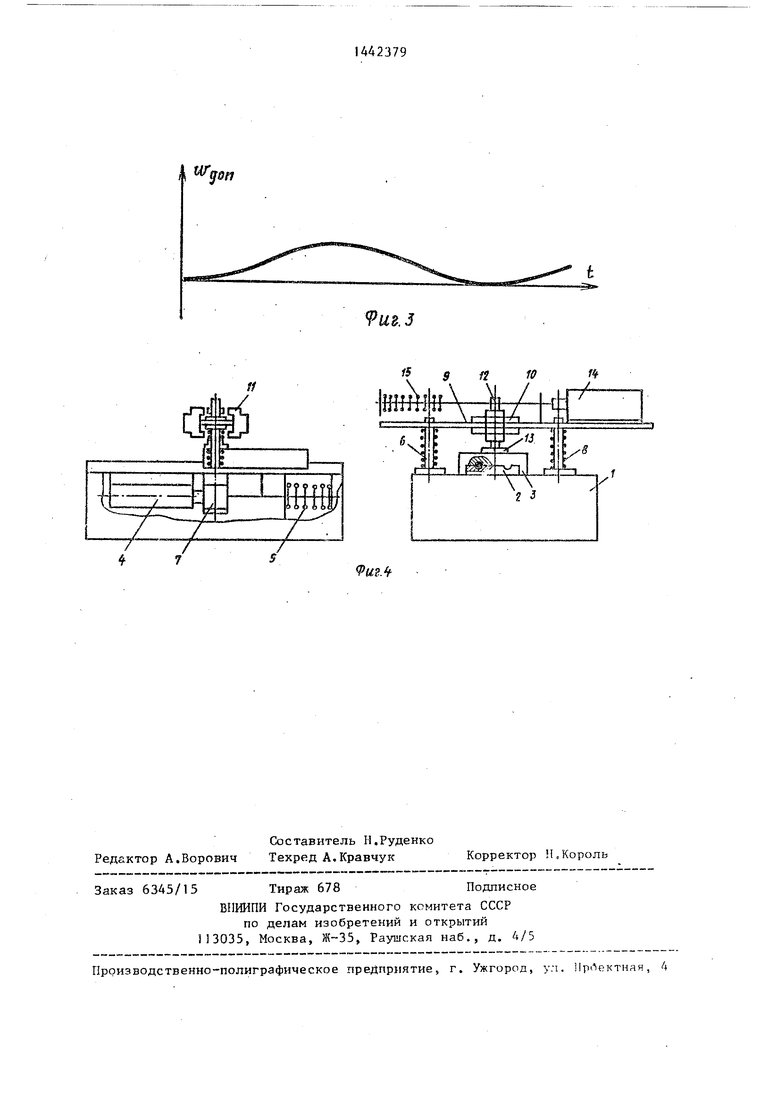
На фиг. I представлен график изменения скорости движения детали при колебательном движении притира; на фиг, 2 - график изменения Средней скорости движения детали при колебатель- ном движении; на фиг. 3 - график изменения частоты;-на фиг. 4 - устройство для осуществления способа абразивной доводки, общий вид.
Дпя осуществления способа в про- цессе обработки частоту ло меньшей мере одного колебательного движения непрерывно изменяют и выбирают из условия
.(t
W :
ЛАОП
ог(
-/2/2 А
где - частота изменяемого колебательного движения; агнмакс максимальное значение скорости относительного движения детали по притиру бе учета колебательного движения с изменяемой частотой; текущее значение скорости относительного движения детали по притиру без учета колебательного движения с изменяемой частотой; А - амплитуда колебательного
движения с частотой; ,5 - коэффициент пропорциональности.
Способ осуществляют следующим об- разом.
При колебательном движе1ши притира скорость движения детали по притиру в результате только этого дви женил меняется от О до v.g, „, При колебательном движении детали по притиру по закону y A--sin-W pt скорость движения детали в результате только этого движения определяется выраже™ нием
, COS
Среднее значение этой скорости составляет Удо(г-/2/2-A-Wflon.
Для обеспечения равенства износа в любой точке рабочей поверхности притира необходимо обеспечить по краней мере постоянство скорости относительного движения детали по притиру. Это возможно в том случае, когда изменение скорости движения детали в результате движения притира дополняется соответствующим изменением скорости движения детали в результате дополнительного движения до некоторого постоянного значения K-v „д.,
v,,(t) + V2/2-A-W,K..c,.c
Отсюда следует, что частота дополнительного колебания должна изменяться по следующему закону:
.п
отмйю оги
(t)
-/2/2 А
В том случае, когда невозможно компенсировать изменение скорости только одним дополнительным.движением, в кинематическую схему доводки может быть введено второе дополнительное дЕдгшение.
При необходимости обеспечения износа притира по определенному заранее заданному закону частота дополнительного движения должна изменяться прямо пропорционально этому закону.
Устройство для осуществления способа доводки имеет станину 1, на которой неподвижно закреплена направляющая 2 качения с щариками, по которой перемещается притир 3. Исполнительным устройством для сообщения движения притиру является электромагнит 4 и пружина 5, расположенные внутри станины I. На станине 1 также установлены подвижные cTofncH 6, которые под действием электромагнитов 7 и пружин 8 могут соверщать движение вверх - вниз и создавать рабочее давление на обрабатываемые детали, К верхним концам подвижных стоек 6 прикреплена платформа 9, являюшаяся направляющей качения для бегунка 10, на который установлены электромагнит 11 и шток 12, осуществляющий взаимодействие через специальную оправку с обрабатываемой деталью 13. Бегунок 10 соверща- ет возвратно-поступательное движение под действием электромагнита 14 и пружины 15, установленных на платформе 9, Это движение с помощью штока 12 передается на обрабатываемую деталь. Кроме того, электромагнит II обеспечивает колебательное движение штока 12 с деталью 13 в направлении, параллельном движению притира.
Схема управления устройством содержит задающие устройства по коорди- натам движения притира и детали и беспечивает автоматическое изменение частоты дополнительных колебаний при 10 зменении скорости основного движения детали по притиру.
Способ реализован при обработке твердосплавных пластин, используемых 5 при изготовлении инструмента. Это исключает необходимость периодической правки притира.
Формула изобретения 20
1. Способ абразивной доводки, при котором притиру и детали сообщают два и более простых движений в плоскости притира, по меньшей мере одно из которых колебательное, отличающийся тем, что, с целью повышения производительности доводки путем управления профилем притира в процессе обработки, частоту W,n колебательного движения непрерывно изменяют и выбирают из условия
W
А«П
.Mo.KC-VeJt)
yvi T
0
5
0
5
0
где W
двп
«tH
частота изменяемого колебательного движения; ти MffwT максимальное значение скорости относительного движения детали по притиру без учета колебательного движения с изменяемой частотой; (t) - текущее значение скорости
относительного движения детали по притиру без учета колебательного движения с изменяемой частотой; А - амплитуда колебательного движения с изменяемой частотой;
,0-1,5 - коэффициент пропорциональности.
2. Способ по п. 1, о т л и ч а- ю щ и и с я тем, что, с целью создания заданного профиля притира, частоту колебательного движения дополнительно изменяют прямо пропорционально заданному закону износа притира.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок Некрасова для доводки концевых мер | 1981 |
|
SU1034882A1 |
| Способ доводки деталей | 1976 |
|
SU727407A1 |
| УСТРОЙСТВО ДЛЯ ДОВОДКИ ПЛОСКОСТЕЙ | 1993 |
|
RU2042494C1 |
| Устройство для доводки параллельных торцов | 1984 |
|
SU1192950A1 |
| Способ доводки | 1986 |
|
SU1349976A1 |
| Способ управления процессом доводки | 1978 |
|
SU804406A1 |
| Способ абразивной доводки деталей | 1978 |
|
SU764943A1 |
| Способ доводки деталей | 1979 |
|
SU837806A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ДОВОДКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2320468C2 |
| Способ доводки плоских поверхностей деталей | 1976 |
|
SU650793A1 |
Изобретение относится к абразивной обработке материалов и может, быть использовано в различных отраслях народного хозяйства, например в приборостроении для размерной обработки деталей из различных хрупких и труднообрабатываемых материалов. Целью изобретения является повышение производительности обработки деталей за счет снижения затрат на подготовку производства в условиях частой смены материалов и типоразмеров деталей. Для этого обрабатьшаемой детали и притиру сообщают сложное относительное движение, состоящее из двух и более простых движений, по крайней мере одно из которых колебательное. Для обеспечения равенства износа в любой .точке рабочей поверхности притира необходимо обеспечить постоянство скорости относительного движения детали по притиру. Это возможно в том случае, когда изменение скорости движения детали в результате движения притира дополняется соответствующим изменением скорости движения детали в результате дополнительного движения до некоторого постоянного значения. Данное условие выполняется при изменении частоты колебательного движения, определяемой из математического вьфажения, что исключает необходимость периодической правки. 1 3.п. ф-лы, 4 ил. (Л 4ib 4ii N9 СО СО
()
t
9иг.1
9 иг. 2
/
/
9uB.J
IS
f2fff
f
| Доводка прецизионных деталей./ /Под ред | |||
| Г.М.Ипполитова | |||
| М.: Машиностроение, 1978, с | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ПЕРЕСТАНОВКИ ЛЕНТЫ В УКАЗАТЕЛЯХ ОСТАНОВОК | 1914 |
|
SU584A1 |
| Плоскодоводочный станок с программным управлением | 1974 |
|
SU493339A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
