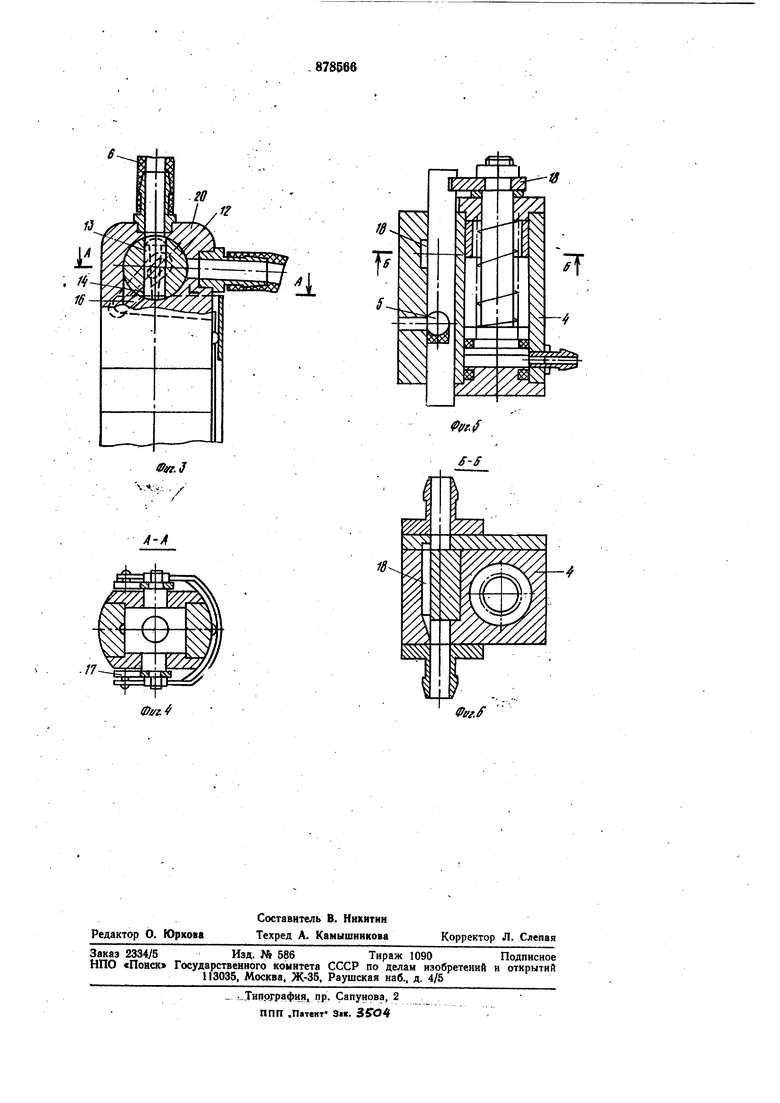
автоматической подачи крепежных деталей; на фиг. 2 - винтоверт с частичным продольным разрезом в момент выдачи крепежной детали; на фиг. 3 - то же, что и на фиг. 2, в момент приема -крепежной детали; на фиг. 4 - разрез А-А ,на фиг., 3; на фиг. 5 - механизм поштучной подачи в поперечном разрезе; на фиг. 6 - разрез Б-Б на фиг. 5.
Резьбозаворачивающий инструмент с блоком автоматической подачи крепежных деталей, содержит впнтоверт 1 с рукояткой 2, магазин 3, связанный с ним механизм 4 поштучной подачи крепежных деталей с приемным каналом 5, шланг 6 для одновременной транспортировки крепежных деталей и подачи воздуха от механизма 4 поштучной подачи крепежных деталей к винтоверту 1, клапан 7 для подачи сигнала и управления механизмом 4 подачи крепежных деталей, воздухораспределитель 8, связанный воздушными шлангами 9 и 10 С механизмом 4 поштучной подачи крепежных деталей и шлангом 11 с клапаном 7. В рукоятке 2 винтоверта 1 расположен переключатель рода работ, выполненный в виде установленного поперек канала для одновременной транспортировки крепежных деталей и подвода воздуха золотника 12 с диаметральным каналом 13 и скосом 14 на выходе из него и взаимодействующего с ним подпружиненного рычага 15. Скос 14 канала 13 служит для его связи с воздухоподводяш,им каналом 16 винтоверта 1. Рычаг 15 связан с золотником 12 через планку 17. Ь механизме 4 поштучной подачи крепежных деталей выполнен дополнительный канал 18, параллельный приемному каналу 5 и сооби;аюш,ийся с каналами для одновременной транспортировки креneHiHHX деталей и подвода воздуха к винтоверту 1.. Для подачи воздуха на магистрали установлен клапан 19.
Устройство работает следующим образом.
При включении блока автоматической подачи крепежных деталей, последние из магазина 3 поступают в приемный канал 5 механизма поштучной подачи крепежных деталей. При включении клапана 19 сжатый воздух из магистрали поступает в воздухораспределитель 8, далее по шлангу 9 через дополнительный канал 18 механизма 4 поштучной подачи крепежных деталей и по шлангу 6 поступает к винтоверту 1, а по шлангу 11 к клапану 7 подачи сигнала и управления механизмом 4 поштучной подачи крепежных деталей. При нажатии на одпружиненный рычаг 15 повернется золотник 12 и воздух по его диаметральному каналу 13, скосу 14 поступит в воздухоодводящий канал 16 винтоверта 1 и осуествляется процесс установки крепежной етали. В конце процесса установки креежной детали сигнал от клапана 7 через
шланг 11 поступит к механизму 4 поштучной подачи крепежныхдеталей, в результате чего приемный канал 5 последнего перемещается в сторону .дополнительного 5 канала 18. Крепежная деталь 20 подхватывается потоком воздуха и переносится в диаметральный канал 13 золотника 12 (см. фиг. 3). При освобождении подпружиненного рычага 15 он под действием
10 пружины возвратится в исходное положение и повернет золотник 12, и под давлением оставшегося воздуха в пневмосистеме винтоверта 1 крепежная деталь выбрасывается из диаметрального канала 13 золот15 н-ика 12 и поступает в приемную головку винтоверта 1. При отводе винтоверта от установленной крепежной детали сраоатывает клапан / и через шланг и подает сигнал на механизм 4 поштучной подачи кре0 нежных деталей, в результате чего его приемный канал о возвратится в исходное положение против магазина, оатем цикл повторится, описываемое техническое решение повышает значительно производительность и удобство.
Формула изобретения
. РезьбозавертываюЩий инструмент с блоком автоматической подачи крепежных деталей, содержащий винтоверт с рукояткой, магазин, связанный с ним механизм подачи крепежных деталей с приемным каналом, шланг для одновременной транспортировки крепежных деталей и подвода воздуха к винтоверту, связывающий последний с механизмом поштучной подачи крепежных деталей, клапан для подачи сигнала и управления механизмом подачи крепежных
Q деталей, связанный воздушными шлангами с ним и механизмом поштучной подачи крепежных деталей воздухораспределитель и переключатель рода раоот, отличающийся тем, что, с целью повыщения удооg ства в работе и производительности, переключатель рода работ расположен в рукоятке винтоверта и выполнен в виде установленного поперек канала для одновременной транспортировки крепежных деталей и подвода воздуха золотника с диаметральным каналом со скосом на выходе из него и взаимодействующего с золотником подпружиненного рычага, а в механизме поштучной подачи крепежных деталей
5 выполнен дополнительный канал, параллельный приемному каналу и сообщающийся с каналами для одновременной транспортировки крепежных деталей и подвода воздуха к винтоверту.
0Источники информации,
принятые во внимание при экспертизе
1.Патент США № 3866641, кл. 114-32, 1974.
2.Патент США № 2544165, кл. 144-32, 1951 (прототип).
e.f
А-А
Фг/г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматической подачи крепежных деталей | 1977 |
|
SU903099A1 |
| Устройство для подачи крепежныхдЕТАлЕй | 1976 |
|
SU814710A1 |
| Винтоверт | 1984 |
|
SU1201119A1 |
| Устройство автоматической подачиКРЕпЕжНыХ дЕТАлЕй | 1979 |
|
SU812558A1 |
| Пневматическое переносное заворачивающее устройство с автоматической подачей винтов | 1980 |
|
SU921841A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Винтоверт с автоматической подачей крепежных изделий | 1983 |
|
SU1115894A1 |
| Гвоздезабивное устройство | 1979 |
|
SU859156A1 |
| Устройство для ориентации наживления и навинчивания крепежных деталей | 1983 |
|
SU1110621A1 |
| Гвоздезабивное устройство | 1980 |
|
SU935282A1 |