Изобретение относится к промышленности строительных материалов и может быть использовано в производстве керамических материалов методом горячего литья из шликера под давлением.
Целью изобретения является улучшение качества изделий и повьшение производительности.
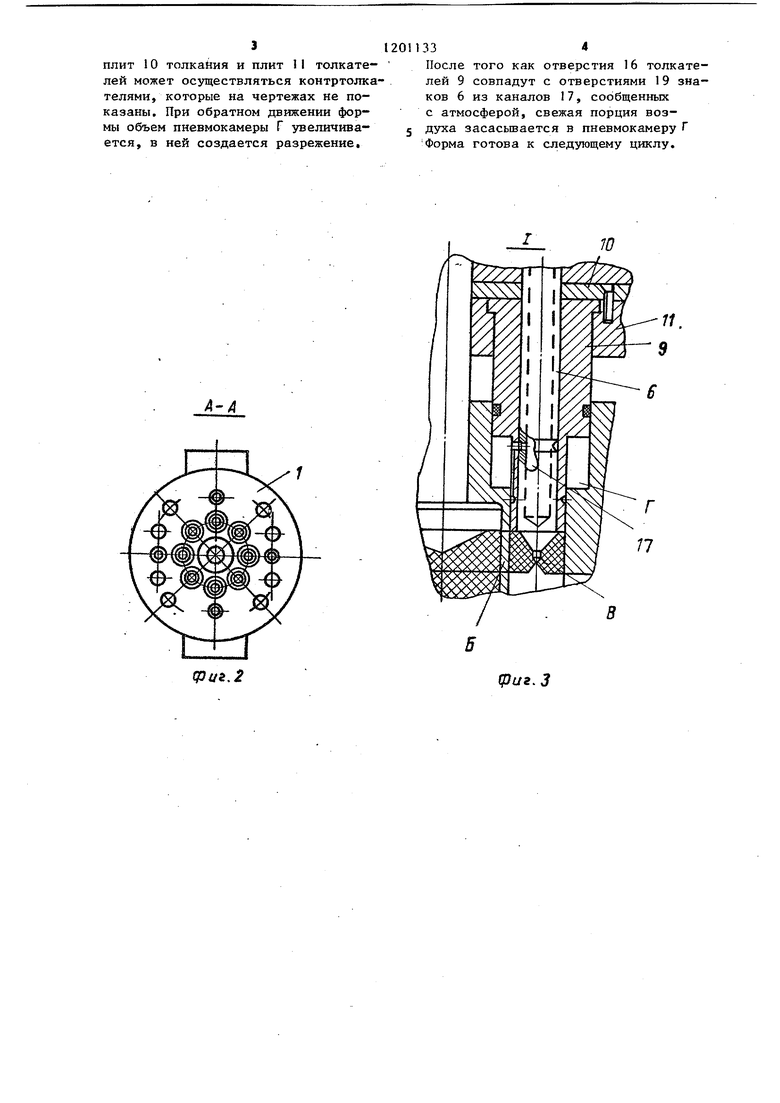
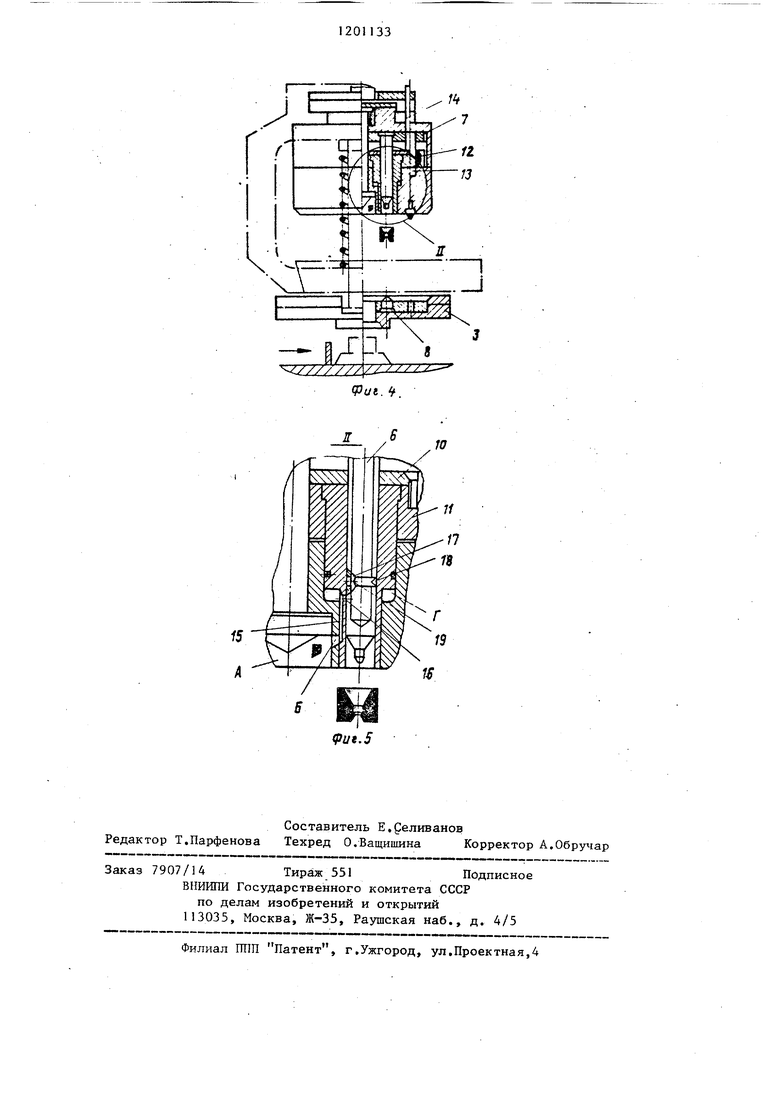
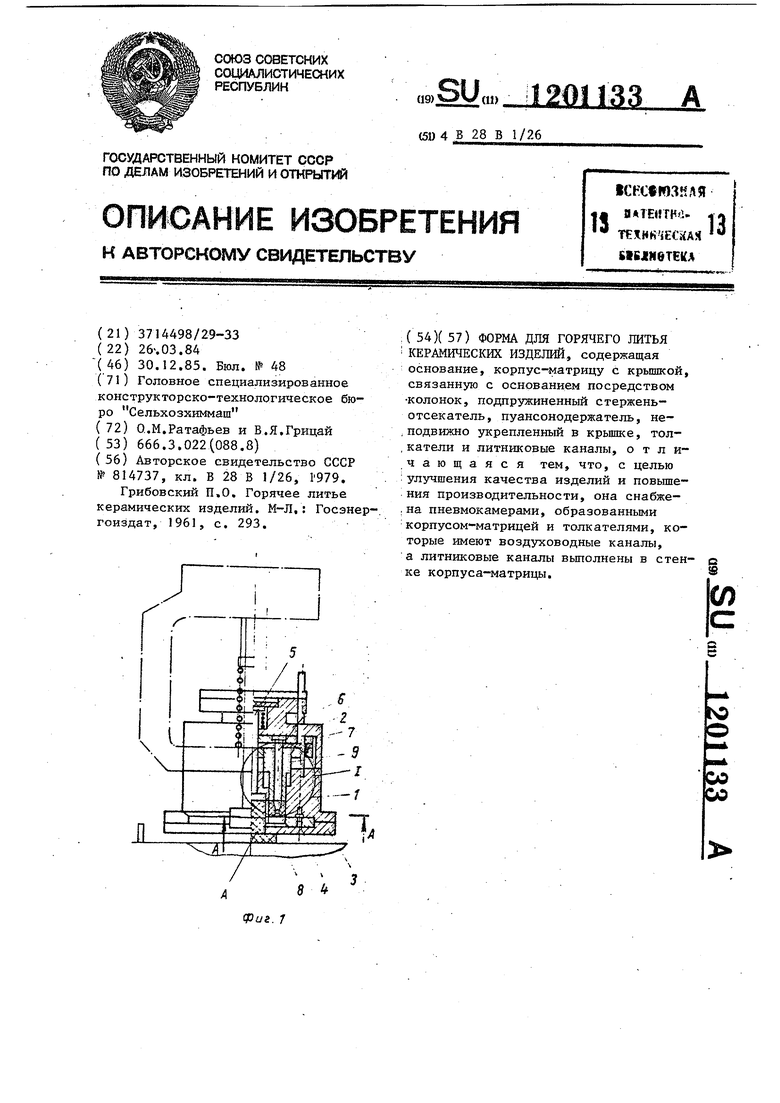
На фиг.1 изображена форма для горячего литья Керамических изделий ;в момент заливки шликера, вид спереди; на фиг.2 - сечение А-А на фиг. на фиг.З - узел Г на фиг.Ц на фиг.Лформа для горячего литья керамичес-; ких -изделий в момент выталкивания отливки и второго этапа удаления конического литника; на фиг.З - узел II на фиг.4.
Форма для горячего литья керамических изделий состоит из корпус-матрицы 1, снабженной крьшпсой 2 и соединенно с основанием 3 посредством спаривающих колонок 4. Форма снабжена подпружиненным стержнем-отсекателем 5, установленным по ее оси знаками 6, неподвижно закрепленньми к крьшисе 2 с.помощью пуансонодержателей 7, знаками 8, закрепленными к. основанию 3, толкателями 9, смонтированными на знаках 6 и закрепленными к плитам 10 толкания, а также к плитам 11 толкателей, которые посредством втулок I2 установлены на направляющих колонках 13, зафиксированных между корпус-матрицей 1 и крышкой 2. Привод плит 10 толкания и плит 1 1 толкателей осуществляете упорами 14.
Между основанием 3 и корпус-матрицей 1 имеется полость А под общую литниковую систему, которая посредством туннельного литникового канала Б в стенке корпус-матрицы 1, вьшолненного в виде усеченного конуса с меньшим основанием в сторону отливки, сообщена с рабочей полостью В . Между корпус-матрицей 1 и толкателями 9, которые содержат воздухо- водные каналы 15 и отверстия 16, раз мещена пневмокамера Г . Внутри знака 6 по его оси выполнен канал 17, сообщающийся с атмосферой, а по периметру - проточка 18 со сквозными отверстиями 19. Форма монтируется на установке для горячего литья керамических изделий.
Форма работает следующим образом.
Горячий шликер из установки для горячего литья подается в закрытую форму и заполняет полость Д, туннельный литниковый канал Б и рабочую полость В . После выдержки под давлением и отверждения шликера в туннельном литниковом канале & и рабочей полости 6 происходит сброс давления шликера и возвращение полуостьшшего шликера из полости А в питающее отверстие установки для горячего литья. После этого начинается движение формы, при котором происходит отсечка конического литника в туннельном литниковом канале Б от общей литниковой системы в полости А при помощи осевого перемещения стержня-отсекателя 5 вниз и выброс из формы общей литниковой системы, которьй происходит под действием ее собственного веса и .инерционных сил выталкивания, а потом резкого возврата стержня-отсекателя 5 в исходное положение за счет действия пружины. При движении форма раскрывается, останавливая движение основания 3, при этом протягиваются, знаки 8, прикрепленные к нему. Отливка остается в движущейся дальше части формы.
В конце хода раскрытия и начале хода выталкивания форма наталкивается упорами 14 на плиту установки для горячего литья и останавливает движение плит.10 толкания и плит 11 толкателей, что приводит к остановке толкателей 9.
При дальнейшем движении вверх корпус-матрицы 1 относительно толкателей 9 происходит отрезка конического литника от отливки вследствие выталкивания толкателями 9 отливки. При этом в пневмокамере Г образуется порция сжатого воздуха вслествие уменьшения ее объема и перекрытия толкателями 9 отверстия 19 в знаках 6, обеспечивающего изоляцию пневмокамеры Г от окружающей среды.
При положении толкателей 9 в конечном моменте выталкивания отливки конец воздухоходных ка:налов 15 совпадает с центром туннельного лит)никового канала д и сжатый воздух из пневмокамеры Г выталкивает конический литник.
После выталкивания отливки и конического литника, форма останавливается и начинается процесс закрытия (смыкания) формы, причем возврат
плит 1 о толкайия и плит 1I толкателей может осуществляться контртолкателями, которые на чертежах не показаны. При обратном движении формы объем пневмокамеры Г увеличивается, в ней создается разрежение.
После того как отверстия 16 толкателей 9 совпадут с отверстиями 19 знаков 6 из каналов 17, сообщенных с атмосферой, свежая порция воз- духа засасывается в пневмокамеру Г Форма готова к следующему циклу.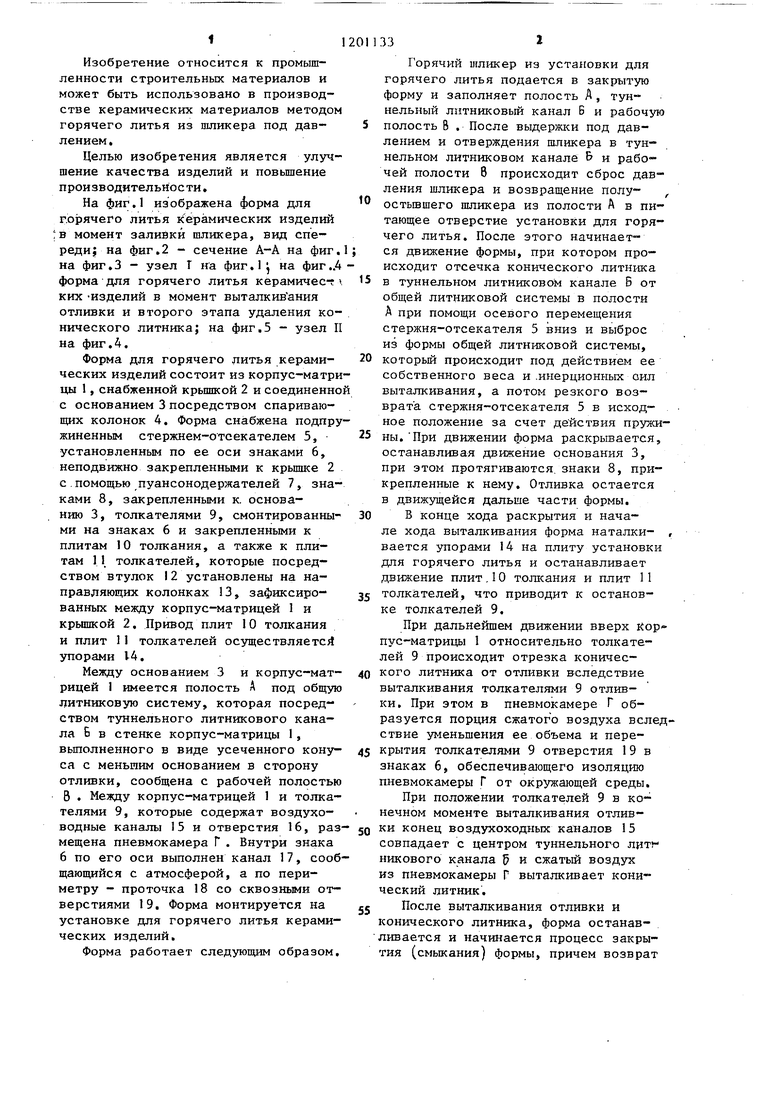
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА | 1997 |
|
RU2131807C1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1763223A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2010667C1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
| Пресс-форма для литья под давлением | 1980 |
|
SU899259A1 |
| Форма для литья под давлением | 1979 |
|
SU850383A1 |
| Литьевая форма с двухступенчатой системой выталкивания | 1980 |
|
SU897542A1 |
| Устройство для литья под низким давлением | 1978 |
|
SU789234A1 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1353632A2 |
/1-4
(Риг.2
Сриг.З
;
Vut. .
| Форма для литья под давлениемКЕРАМичЕСКиХ издЕлий | 1978 |
|
SU814737A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Грибовский П.О | |||
| Горячее литье керамических изделий | |||
| М-Л,: Госэнергоиздат, 1961, с | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДАЧИ УГЛЯ В ТЕНДЕР ПАРОВОЗА | 1920 |
|
SU293A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
