Изобретение предота.вляет собой усовер:шенст1воваН1ную разьбонакатную головку.
Известны резьбонакатные го,гов:ки для на1катки .наружных резьб овободио вращаюшимися роликами, снабженными кольцевьгми В|И1;ками и расположенными своими осям.и под углом к ООН нэкатываемого издел.ия.
Недостаткам T.aiKHX головок является то, что ролики смо1НТ1ир0ваны у них на нвпо. осях, вследотВИе чего отсутст;вует возлюжность развода роликов, а, слеловательно, и возмож:нО;Сть переналааки голав ки на резьбы другого д иа1мерра и быстрого развода роликов на время холостого хода го,ГО(В1КИ.
В предла1аемой головке эти недо татКи устранены путем примене:ния роликов, смонтироваиных на подвижных в радИальном направлении ползунах, сопряженных посредством наклонных пазов с наклонными пазами муфты, neipeMemaeiMOH в осево:м наПра1вле«,И1И по корпусу головки.
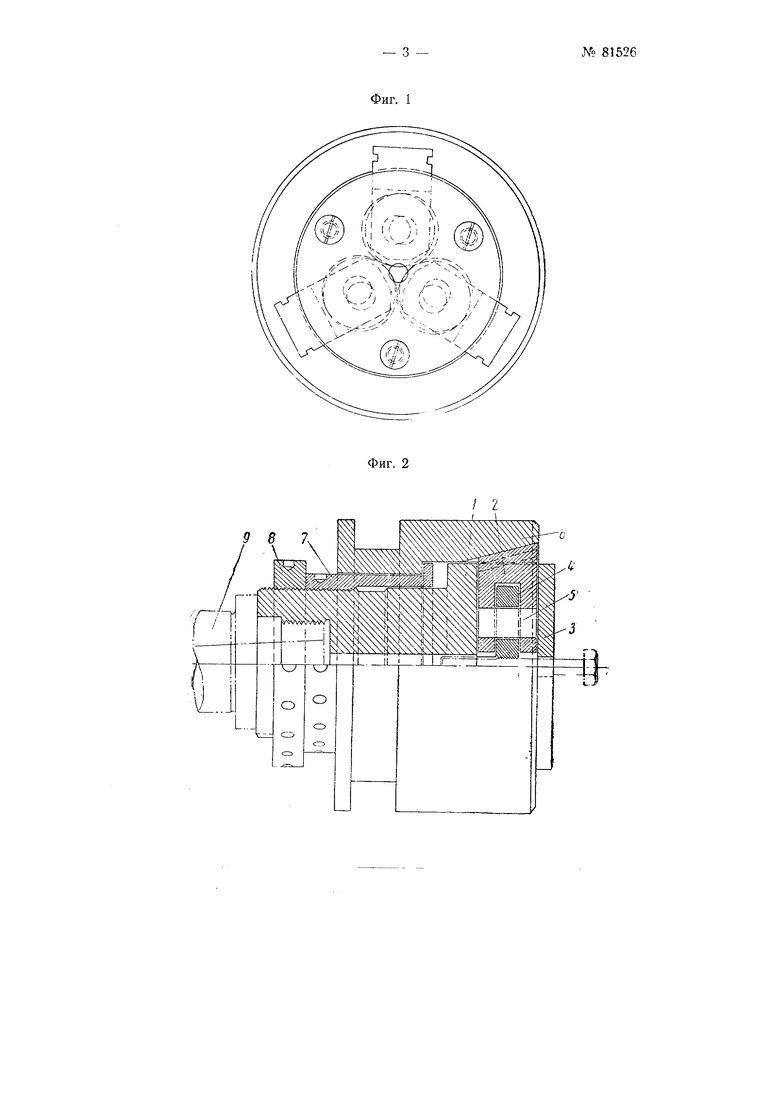
На фиг. 1 изображе-н виД резьбопакатной головки опереди; на
фи|-. 2-виа головки с ча€тич:ным разрезо.м сбоку.
Резьбонакатлая голавка состоит из корпуса /. радиальных ползунов 2, крыш.ки 3. накатных роликов 4, свободно вращающихся на ося.ч 5, укрепленных в ползунах, подвижной .муфты 6, переставной регулирующей втулки 7 и контргайки 8.
Для накатывания резьбы головка на1винчи|вается на щпИНаель 9 болторезного станка, муфта 6 смещается в крайнее правое (по чертежу) положение, огра1ничиваемое бурто.м переставной втулки 7, вследствие чего ползуны 2 гьриближаются к и роли:ки 4 устанавливаются в рабочем положеНИИ. После оконча.ния накатки муфта 6 смещается влево и своими наклонны:ми пазами, солряженнылги с ползунов, разводит последние и освобождает накатанное изделие.
Регул ировка головки ни требуемьп | диаметр накатываемой резьбы осунгествляется перемещением переставной втулкн 7 и ее закреплением посредством контргайки 8.
Предмет изобретен и и
Резьбонакатная го.човка д,1я изготовления наружных jie3b6 с применением накатных рол.иков с кольцевыми витками, свободно вращающихся на осях, наклониых к оси изготовляемой резьбы, отличающаяся тем, что для ВОЗМОЖНОСТИ быстрой переналадки на изделия разЛИчных диаметро в, а также для
быстрого развода ролмков при ооратяом отходе голавки ролики смонтированы на подвижных з радиальном направлении ползунах, солряжбнных Посредством наклонных торцевых пазо1в с наклонными пазами перемещаемой в осевом направлении муфты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатная головка | 1950 |
|
SU85737A1 |
| Резьбонакатная головка | 1950 |
|
SU90421A1 |
| Резьбонакатная головка | 1949 |
|
SU87501A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ЛИТЕЙНЫХ ФОРМ БЕЗ МОДЕЛИ ОТЛИВКИ И СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ПОЛУФОРМЫ | 2011 |
|
RU2510729C2 |
| Резьбонакатная головка | 1949 |
|
SU79397A1 |
| Станок для накатывания резьбы | 1950 |
|
SU89044A2 |
| Труборез | 1929 |
|
SU25223A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| Радиальная резьбонакатная головка | 1981 |
|
SU958022A1 |
| Устройство для нарезания резьбы | 1989 |
|
SU1678558A1 |