(54) РАДИАЛЬНАЯ РЕЗЬБОНАКАТНАЯ ГОЛОВ КА
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| Устройство для накатывания резьбы | 1983 |
|
SU1166873A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| Тангенциальная резьбонакатная головка | 1982 |
|
SU1072967A1 |
| Резьбонакатное устройство | 1987 |
|
SU1496888A1 |
| Тангенциальная резьбонакатная головка | 1981 |
|
SU946755A1 |
| Тангенциальная резьбонакатная головка | 1986 |
|
SU1310085A1 |
| Установка для накатывания резьбы | 1981 |
|
SU984593A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКАdK | 1972 |
|
SU426734A1 |
| Тангенциальная резьбонакатная головка | 1976 |
|
SU599900A1 |

1
Изобретение относится к обработке металлов давлением и может быть использовано для накатывания наружных резьб на токарных автоматах.
Известна радиальная резьбонакаткая головка, содержащая два накатных ролика с кольцевыми витками, которые Для быстроты переналадки смонтировашы на подвижных в радиальном ,направлении пол« дунах, сопряженных посредством наклон- ,I ных торцовых пазов с наклонными пазами перемешаемой в осевом направлении муфты 1.
Наиболее близкой к изобретению явля-. ется радиальная резьбонакатная головка, j. содержащая два накатных ролика с многозаходной резьбой, установленных в корпусе с возможностью свободнбго вращения, и двухсторонние кпинья, воздействукяцне на ролики в радиальном направлении 20 в процессе накатывания резьбы L2}.
Недостатком известной ко струкции является высокое требова1гае к точности расположения наклонных плоскостей клина
относительно оси накатываемой резьбы, что усложняет технологическую оснастку станков и снижает точность получаемся резьбы.
. Целью изобретения является повышение точности накатываемой резьбы.
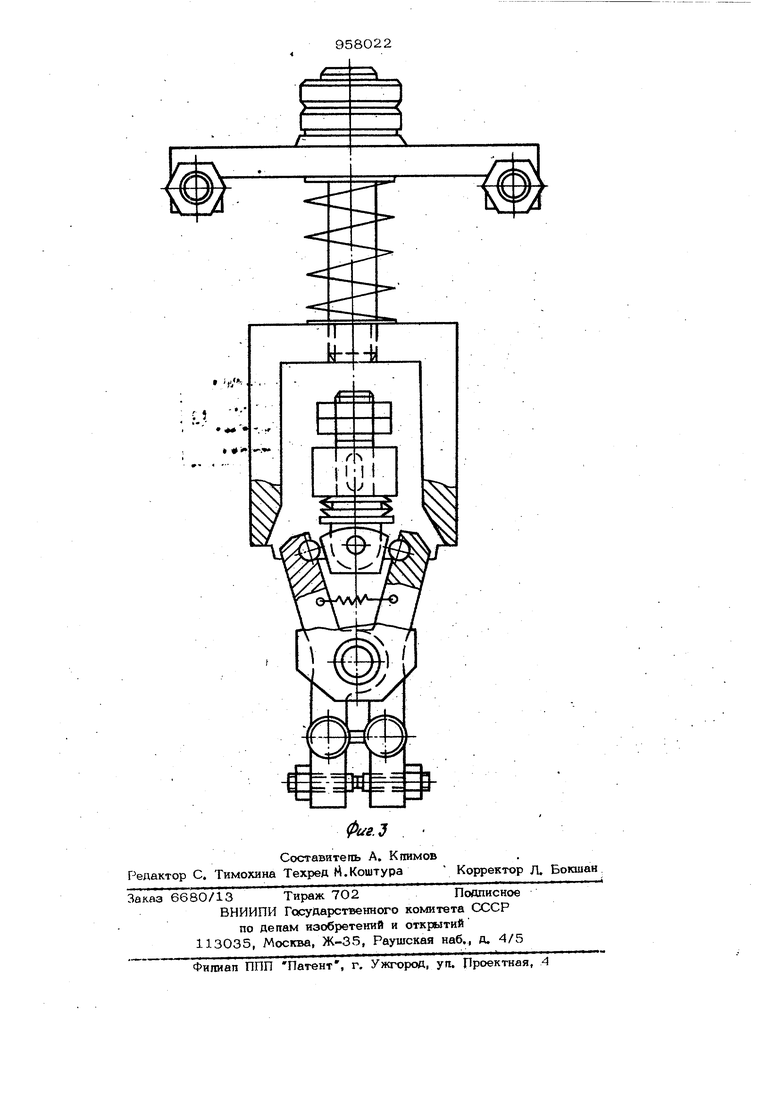
Поставленная цель достигается тем, что радиальная реаьбонакатноа головка, содержащая основание, закрепленное на суппорте станка, корпус, два накатных ролика i размещенных на имеющих воэможгность. поворота роликодержатегшх и мех нвзм радиального перемещения роликов двусторонним клинсм, снабжена стеркwem установленным в механизме радиального перемещения роликов, осью, закреппениой в стержне, и тарельчатыми пружинами, имеющими возможность взаимодействия с основанием, причем двусторонний клин смонтирован с возможностью поворота на оси, а роггакодержатепн выпопнеиы с регулируемыми упорами, взаимодействующими один с другим. На фиг. 1 схематически показана гоповка в исходном положении, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3то же, в момент Сркончания процесса накатывания. Радиальная резьбонакатная гоповка состоит из основания 1 гоповки, закрепленного на поперечном суппорте токарного станка, например одношпинДепьного автомата продольного течения. На основании гоповки по направляющим может перемещаться корпус 2 гоповки. В отвер стии стойки основания установлен стержень 3, который цри помощи гаек 4, 5 . создает предварительное напряжение пакету тарельчатых П1зужин .6. В отверстии стержня на оси- установлен двусторонНИИ клин 8, контактирующий с щариками 9 роликодержатепей 10, 11. В отверстиях роликадержатепей установленынакатные ролики 12, сидящие на оси 13, установпенной в отззерстии .корпуса головки. На нижнем конце ропикоДержатепей распопожены упоры 14, 15 с контргайками 16, 17. Пружина 18 обеспечивает постоянный контакт ропикоДержатепей с клином. На неподвижной части гпонетной стойки автомата установлена планки 19, в которую одним концом упирается пру- жина сжатия 20, а второй конец контактирует с торцом корпуса гоповки. Таким образом пружина всегда стремится при- жать гайки 21 к планке 19. Упор 22 ограничивает перемещение корпуса 2 головки вперед. В исходном положении между планкой 19 и гайкой 21 имеется заёор, а упор 22 под Действием пружины 20 касается стойки основания 1. Настройка гоповки осуществляется так,, чтобы гайюа 21 коснулась планки 19 в момент, когда образующие накатных ропиков совпадут с диаметральной плоскостью, заготовки. Упоры 14, 15 настраиваютсятак, чтобы их касание соответствовало моменту накатывания резьбы полного профапя. Натяжение тарельчатых пружин Должно обеспечивать их деформацию после того, как произойдет формирование резьбы полного профиля, Радиальная резьбонакатная головка ра ботает следующим образом. При перемещении поперечного суппо| та в сторону щпиндепя одновременно перемещается реаъбонакатная гоповка, псжа гайка 21 не упрется в ппанку 19, закрепленную на неподвижной части дтанка. К этому моменту разведенные резьбонакатные ропики займут исходное попожеие, т.е. их образующие совпадут с диаieTpanbHOU горизонтальной плоскостью аготовки. Дальнейшее перемещение супорта с основанием гоповки происходит ри неподвижном корпусе гоповки. При этом двусторонний кгин, воздействуя на щарики, закреппенные в ропикодержатепях, вызывает радиальное перемещение ропяков до получения резьбы полного при этом упоры 14, 15 соприкасаются и радиапьное перемещение роликов прекращается.Если к этому моменту перемещенке суппорта проаолжается, то оно выаывает сжатие пакета тарельчатых пружин 6. Q. . накатные ролики расположены несимметрично относительно оси заготовки, то прт касании заготовки ддним из роликов ропикодержатели соответственно повернутся вокруг оси 13 и симметрия роликов восстановится, Поспе окончания процесса под действием кулака токарного автомата поперечный суппорт отходит в исходное положение. При этом пружина 2О смещает корпус 2 гоповки, пока упор 22 касается стойки основания 1 и гоповка занимает исходное положение. По сравнению ,с известной головкой предлагаемая радиальная резьбонакатная 1ч повка позволяет повысить точность накатываемой резьбы и значительно удеще ить технологическую оснастку. Формупа из-обретения Радиальная резьбонакатная гоповка, содержащая основание, закрепленное на суппорте станка, корпус, два накатных ролика, ра лешенных на имеющих возможность поворота ропиксодержатепйх, и Ханйзм радиального перемещения ропиков с двусторонним клином, отпичающ а я с я тем, что, с цепью повышения точности накатываемой резьбы, она снабжена стержнем, установленным в механизме радиапьного перемещения ропиков, осью закрепленной в стержне, и тарельчатыми пружинами, имеющими возможность взаимодействия с основанием, причем двусторонний клин смсжтирован с возможностью поворота на оси, а ропикодержатели вьшопнены с регулируемыми упорами, взаимодействующими один с другим. Источники информации, npiHHTbie во внимание при экспертизе 1.Авторское свидетельство СССР hfe 81526, кп. В 21 И 3/04,04.07.49. 2.Многсиипиндепьные токарные автоматы. Дополнительные устройства . Проспект. Материалы выставки. М., Сокопъники, 1979, с. 13 (прототип).
