Применение автоматической сварки ограничивается трудностью выполнения потолочных и наклонных швов всех направлений.
Способ сварки наклонно падающим электродом по авт. св. № 60938 может быть применен только для сварки в верхне-горизонтальном направлении.
Настояш,им изобретением предлагается устройство для осуществла ия способа по авт. св. № 60938 для принудительного падения при помоши применения пружины, груза и сжатого воздуха.
В предлагаемом устройстве к штанге 1 (см. фиг. 1) прикрепляется трос и через блоки подвешивается груз, тянущий электрод на падение, что дает ему возможность падать в любом положении. Крепление электрода в держателе устроено так, что оно может быть поставлено в любое положение (пунктиры 2, 3, 4, 5 на фиг. 1) или в пределах 360. Штанга также сделана поворачивающейся (пунктиры 6, 7).
Наклонив щтангу по направлению пунктира 6 и поставив электрод вертикально к изделию, возможно осуществить сварку «глубоким проваром автоматически, что до сих пор делалось только вручную.
Специальная турель дает возможность вращать все приспособление вместе с изделием на 360°.
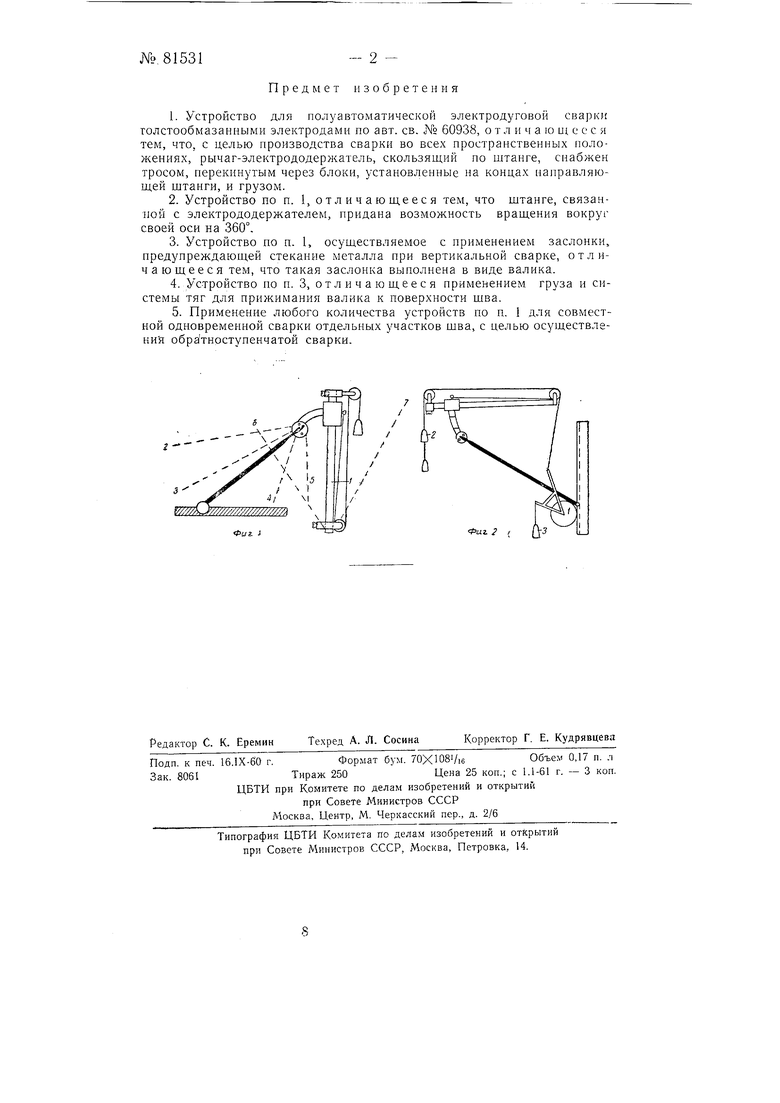
При сварке толстыми электродами в один ироход имеет место накопление жидкого металла в ванне сварного щва, который при вертикальном положении обычно стекает вниз. Для устранения этого применен массивный ролик 1 (фиг. 2) из красной меди соответствующей профилировки, который охлаждает и поддерживает жидкий металл, под,нимаясь при помощи груза 2 по мере расплавления и перехода электрода в щов. Прижим ролика к изделию осуществляется грузом 3. При применении нескольких одновременно работающих дуг можно пропзводить сварку обратноступенчатых щвов.
Предмет изобретения
1. Устройство для лолуавтоматическор электродуговой сварки толстообмазанными электродами по авт. св. № 60938, о т л и ч а ю ut е с с я тем, что, с целью производства сварки во всех пространственных положениях, рычаг-электрододержатель, скользящий по штанге, снабжен тросом, перекинутым через блоки, установленные на концах направляющей штанги, и грузом.
2. Устройство по п. 1, от л ич аю щееся тем, что штанге, связанной с электрододержателем, придана возможность вращения вокруг своей оси на 360°.
3.Устройство по п. 1, осуществляемое с применением заслонки, предупреждающей стекаиие металла при вертикальной сварке, отличаю , что такая заслонка выполнена в виде валика.
4.Устройство по п. 3, отличающееся применением груза и системы тяг для прижимания валика к поверхности шва.
5.Примененное любого количества устройств по п. 1 для совместной одновременной сварки отдельных участков шва, с целью осуществлений обратноступенчатой сварки.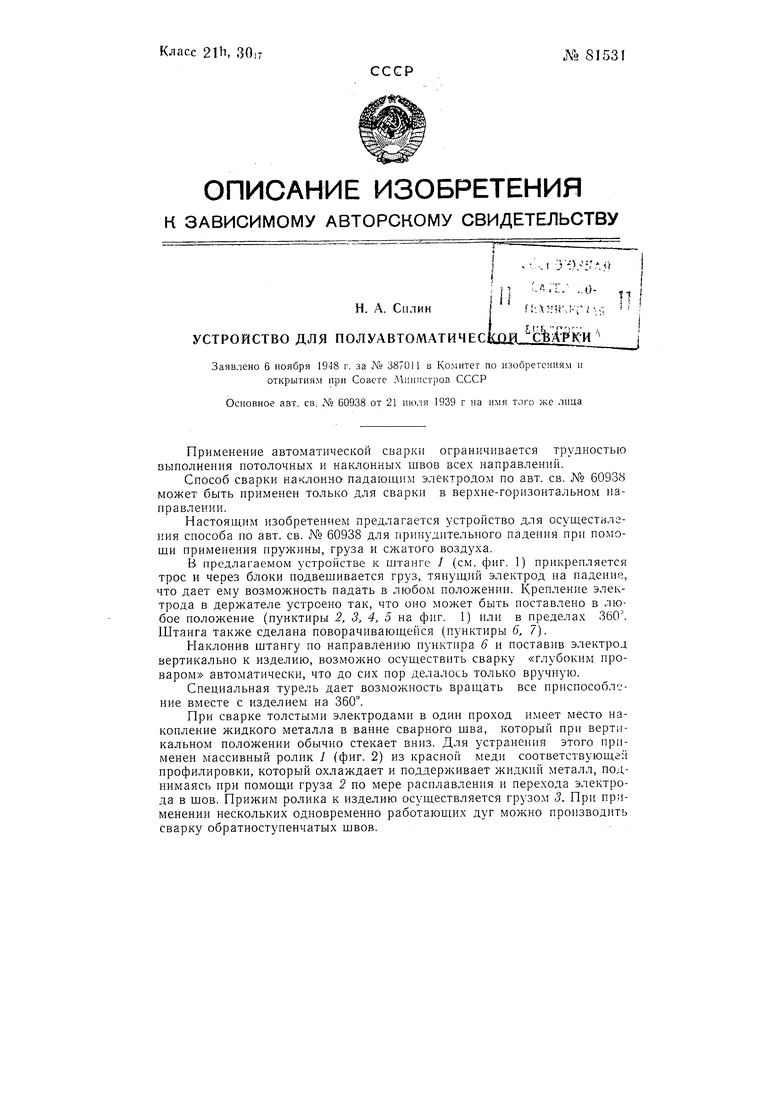
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для полуавтоматической сварки | 1939 |
|
SU60938A1 |
| Зажим для удержания свариваемых частей при дуговой электрической сварке | 1930 |
|
SU25910A1 |
| Способ дуговой сварки | 1988 |
|
SU1609571A1 |
| Способ полуавтоматической дуговой сварки | 1939 |
|
SU62166A1 |
| Устройство для сварки наклонным электродом | 1977 |
|
SU749591A2 |
| Способ дуговой сварки штучным покрытым электродом | 2016 |
|
RU2641216C2 |
| Способ ремонта стенки резервуара | 2017 |
|
RU2686407C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ В СРЕДЕ ИНЕРТНОГО ГАЗА | 2005 |
|
RU2374047C2 |
| Способ ремонта корпусных конструкций | 2017 |
|
RU2678357C1 |
| Способ ручной электродуговой сварки | 1980 |
|
SU946841A2 |
ФЛ i
Фиг. 2
